


Отжиг 3D-отпечатков. Простой способ улучшить качество 3D-печати!
Любой, кто когда-либо печатал 3D-объект, знает, что, когда он будет готов, вас могут ждать неприятные сюрпризы.
Деформация, расслоение и другие дефекты могут испортить красивый отпечаток.
Но знаете ли вы, что отжиг отпечатков может помочь избежать этих проблем и повысить качество отпечатков?
3D-печать — это фантастическая технология, которая покорила мир. Однако, как и у любой другой технологии, у нее есть свои особенности.
Отжиг 3D-отпечатков
Одна из наиболее распространенных проблем с 3D-печатью заключается в том, что отпечатки не такие прочные, как хотелось бы. Часто это происходит из-за недостаточного нагрева отпечатка, из-за чего пластик слишком быстро остывает.
Если вы хотите улучшить свой печатный объект, вам следует его отжечь! Отжиг ваших 3D-отпечатков может стать отличным способом улучшить их качество и долговечность.
Что такое отжиг в 3D-печати?
Отжиг — это процесс термообработки, используемый для изменения физических и механических свойств металлов при температурах отжига. Целью является размягчение металла, снятие напряжений, повышение его пластичности и ударной вязкости.
Он широко используется при производстве металлов и сплавов, а также при изготовлении металлических деталей. Этот процесс включает в себя нагрев металла до определенной температуры и последующую выдержку при этой температуре в течение определенного периода времени.
По истечении необходимого времени металл медленно охлаждают до комнатной температуры.
Советы, которые нужно знать о процессе отжига в процессе 3D-печати
Температура теплового прогиба
Отжиг — это процесс, который следует выполнять только на металлах, способных выдерживать более высокие температуры. Металл должен быть нагрет выше температуры рекристаллизации или температуры теплового прогиба, но ниже точки плавления.
Температура плавления
Далее необходимо тщательно контролировать температуру и время отжига для достижения желаемых результатов. Медленно охладите металл до комнатной температуры или температуры плавления после отжига. Опять же, вы можете сделать это, используя газовую или электрическую духовку.
Если это газовая печь, вы будете применять тепло косвенно, нагревая стенки печи до подходящей температуры. Напротив, при использовании электрической духовки вы будете обогревать рабочее место напрямую.
Как работает отжиг PLA?
Отжиг Полимолочная кислота нагревает нить до определенной температуры и поддерживает ее при этой температуре в течение заданного периода времени, чтобы разрушить кристаллические структуры материала.
За этим следует охлаждение в контролируемых условиях, обычно в прохладном воздухе или воде, но иногда с внешними ребрами или другим оборудованием, таким как нагреваемые печатные платформы.
Этот процесс можно выполнять несколько раз, и он постоянно улучшает свойства материала. PLA — это аморфный пластик, а это значит, что в нем нет регулярно повторяющейся структуры атомов, как в металлах или других кристаллических материалах.
Он состоит из комков неправильной формы, называемых аморфными областями, перемежающихся между другими областями, известными как кристаллиты. Когда эти длинноцепочечные молекулы нагреваются, они становятся более подвижными и могут немного легче скользить друг мимо друга.
Почему PLA нуждается в отжиге?
PLA — это термопласт, изготовленный из кукурузного крахмала и сахара. Он имеет более низкую температуру плавления, чем другие термопласты, такие как акрилонитрилбутадиенстирол (АБС) и полиэтилентерефталатгликоль (ПЭТГ). Его можно быстро расплавить под действием тепла сопла экструдера.
Низкая температура плавления PLA делает его восприимчивым к деформации и усадке при печати при высоких температурах.
Отжиг PLA снимает напряжения, вызванные процессом 3D-печати при высоких температурах, и повышает его пластичность и ударную вязкость. Это приводит к тому, что отожженные детали менее подвержены деформации или усадке и более устойчивы к поломке.
PLA также нуждается в отжиге, поскольку нить PLA изготовлена из биоразлагаемого материала. Процесс отжига придает филаменту дополнительную прочность и долговечность, что делает его более подходящим для использования в FDM-принтерах.

Как отжигать отпечатки из PLA
Процесс отжига может осуществляться как в газовой, так и в электрической печи. При отжиге нити PLA важно использовать температуру ниже точки плавления нити.
Рекомендуемая температура для отжига нити PLA составляет 175 градусов Цельсия. Нить следует нагреть до этой температуры и выдержать от 30 до 60 минут. По истечении необходимого времени нить следует медленно охладить до комнатной температуры.
Для достижения желаемых результатов необходимо тщательно контролировать температуру и время отжига. После отжига металл следует медленно охладить до комнатной температуры.
Как можно отжигать PLA без деформации?
Одной из основных причин, по которой люди отжигают PLA, является предотвращение деформации, но как это сделать без печи?
Хотя это не так эффективно, как использование печи, есть несколько методов, которые можно использовать для нагрева отпечатка до такой степени, чтобы вызвать рекристаллизацию.
- Первый способ заключается в том, чтобы поместить отпечаток на электрическую плиту и установить температуру около 100 градусов Цельсия. Убедитесь, что конфорка установлена ровно, чтобы отпечаток не деформировался при нагревании!
- Второй способ заключается в использовании фена. Направьте поток воздуха на деталь примерно на 15–20 секунд, затем выключите сушилку и дайте детали медленно остыть.
- Третий способ заключается в использовании тепловой пушки. Главное в этом методе — убедиться, что пистолет находится на расстоянии около 15-20 см от отпечатка, и что вы медленно перемещаете его вперед и назад во время нагревания. Важно отметить, что ни один из этих методов не так эффективен, как использование духовки, но они помогут свести к минимуму любую деформацию, которая может возникнуть.
Температура стеклования. При какой температуре вы отжигаете PLA?
Рекомендуемая температура для отжига нити PLA составляет 175 градусов Цельсия и занимает не более 60 минут. Однако вы должны учитывать, что правильное время отжига варьируется.
По истечении необходимого времени нить следует медленно охладить до комнатной температуры. Некоторые материалы также можно отжигать при температуре стеклования от 140 до 370 градусов Цельсия.
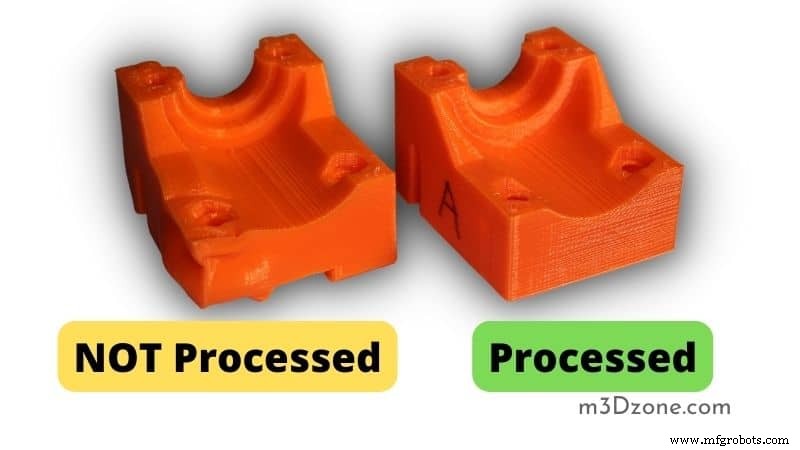
Как отжиг улучшает качество 3D-печати
В результате получаются более важные металлические детали с более ровной структурой зерна. Когда вы отжигаете отпечатки PLA, они с меньшей вероятностью деформируются и меняют форму из-за изменений температуры с течением времени.
Это облегчит вам последующую шлифовку отпечатков (если вы хотите), потому что их слои будут аккуратно выровнены друг относительно друга.
Отжиг АБС-пластика особенно удобен при склеивании деталей из АБС-пластика, а не при использовании традиционного метода склеивания с помощью растворителя.
После того, как ваш 3D-отпечаток подвергся термообработке, все его поверхности и слои должны иметь одинаковую кристаллическую структуру и, следовательно, с большей вероятностью будут лучше связываться с клеями или эпоксидными смолами, особенно если они взяты из одной катушки!
Ваш отпечаток, скорее всего, также станет немного более блестящим и красочным после отжига, поскольку процесс отжига имеет тенденцию выжигать любой глянцевый лак PLA, который мог быть на вашем отпечатке.
3D-отпечатки, обработанные теплом перед склеиванием, не требуют такого сильного зажима, как неокрашенные, потому что у них большая площадь поверхности для соприкосновения связующих слоев.
В случае металлических деталей вам также не понадобится столько болтов или заклепок, чтобы скрепить их вместе — по крайней мере, при определенных условиях! Отжиг нити ABS делает ее более плавящейся в процессе экструзии, что хорошо, если вы все равно собираетесь печатать из ABS.
Это облегчает связывание нитей ABS со слоями под ними, что снижает вероятность деформации.
Отжиг прозрачных материалов
Существует множество различных типов прозрачных материалов, включая отожженное стекло, плавленый кварц и сапфир. Эти материалы обладают высокой степенью оптической однородности, что делает их невероятно подходящими для таких приложений, как волоконная оптика и лазеры.
Вы никогда не должны забывать отжигать прозрачные материалы, такие как стекла, при температуре стеклования. Существует множество других прозрачных материалов, но они могут быть не такими кристально чистыми, как три упомянутых выше.
Например, оконное стекло изготавливается из расплавленного песка, который охлаждается до твердого состояния с микроскопическими поверхностными неровностями порядка 600 нанометров или меньше. Для сравнения, поверхность большинства сапфиров имеет размер в несколько микрометров!
При отжиге любого материала важно поднять его выше температуры рекристаллизации (T). Его следует выдерживать при этой температуре достаточно долго, чтобы выросло достаточное количество микрокристаллов. Характерная кривая роста, зависящая от времени.
По мере экспоненциального роста числа ядер наступает момент, когда в растущие кристаллы вкладывается больше энергии, чем образуются новые кристаллы. Эта стадия роста называется статической рекристаллизацией, так как размер кристалла не изменяется в целом.
В этот момент T становится равным температуре отжига, что означает, что любое дальнейшее повышение температуры не приведет ни к изменению размера кристалла, ни к плотности!
Скорость, с которой они охлаждаются, определяет, насколько быстро может произойти зародышеобразование и, таким образом, какую форму примут выращенные кристаллы. Более низкая скорость охлаждения приводит к образованию узких зерен, а более высокая скорость охлаждения — к более крупным зернам.
Для достижения наилучших возможных результатов, особенно при отжиге очень чистых материалов, таких как плавленый кварц (диоксид кремния), важно контролировать как температуру, так и скорость охлаждения.
Температура должна поддерживаться в пределах 0,1 градуса Цельсия, если время отжига составляет несколько часов; однако при коротком времени отжига (несколько минут) этот допуск может снизиться до сотых долей градуса Цельсия.
Что касается скорости охлаждения, то разница между 50 и 150 миллиметрами в минуту может быть значительной. Менее чистые материалы обычно более терпимы к неточному контролю температуры и скорости охлаждения.
Следует учитывать, что прозрачные материалы подвержены растрескиванию при отжиге. Даже попытки избежать нагрузки на материал путем контролируемого охлаждения в водяных банях могут быть рискованными!
Отжиг ПЭТГ. Можно ли отжигать PETG?
Один из наиболее часто задаваемых вопросов об отжиге заключается в том, можно ли отжигать PETG. Ответ на этот вопрос немного сложен. PETG имеет гораздо более низкую температуру рекристаллизации, чем PLA и ABS, поэтому успешно отжигать его сложно.
Однако, если вы можете поднять температуру выше температуры рекристаллизации и удерживать ее достаточно долго, PETG будет отжигаться, как и любой другой материал. Основная проблема заключается в достижении требуемой температуры без повреждения печатаемого объекта.
Поскольку PETG имеет более низкую температуру рекристаллизации, чем PLA или ABS, он более подвержен повреждениям при слишком высокой температуре. Это означает, что для достижения успешных результатов температура отжига должна быть ниже, а время выдержки при температуре должно быть больше.
Насколько усядется мой PLA после отжига?
Ваш PLA сильно уменьшится. Нередко он сжимается до 10% во всех измерениях! Вы должны дважды подумать, прежде чем печатать детали с очень тонкими стенками или выступами, особенно если они длинные и не имеют поддержки, потому что ваша деталь будет деформироваться и заметно изменять форму после отжига.
This includes overhanging chamfers on the side of your print. If you want the edges to line up nicely with each other after annealing them, make sure their bottom layer doesn’t have any sharp corners or cuts around it since those can get stressed easily by heat treatment too.
On average, your ABS prints might shrink about 2-3% in all dimensions before they start warping significantly from being annealed. Your part’s shape might change a bit, too, especially if you have very thin walls or overhangs.
If the walls are too thin to remain straight without bowing out toward the inside of your print after being annealed, they’ll most likely break off when you try removing it from your build plate.
How Do I Clean My Prints After Annealing?
Abrasives or solvents will remove cold-bed ooze so the part can be glued in place. However, it would help if you were careful not to move around too much while sanding/scraping your print because that could cause it to warp or crack.
If there are any especially thin pieces on your model – like threads or tiny whiskers of plastic – then they might become even lighter after treatment and may break off entirely afterward. Clean up all loose ends by scraping them with a razor blade or file!
Bottom Line
Annealing is the best way to make PLA and PBS prints warp less when handled because it straightens out the internal layers of the filament while allowing the exterior to remain unchanged.
Make your 3D print look cleaner and shinier by annealing it before you use it for anything! It is the best treatment you can give your ABS prints since it straightens out the internal layer, so they don’t warp when you handle them!
3D печать
- Повышение качества промышленного процесса окраски
- Получение максимальной отдачи от ваших файлов STL
- Добавление идеальной отделки к вашим SLS-отпечаткам
- Получение ярких цветов для ваших SLS-отпечатков
- Мониторинг температуры на Raspberry Pi
- Вращательное протягивание:быстрый и простой способ просверлить квадратное отверстие
- Главные вызовы на пути к Индустрии 4.0
- Улучшение обрабатываемости алюминия
- Повышение точности и производительности вашего станка гидроабразивной резки
- Лучший способ создать свой прототип IoT