Деформация в 3D-печати — как это исправить!
Когда мы начинаем печатать в 3D, особенно когда мы покупаем полностью собранный принтер, первые детали могут печатать без проблем, что дает нам ощущение освоения нашей машины. В общем, начинаем свой опыт с мелких предметов, не доставляющих больших неудобств. Однако рано или поздно нам захочется расширить горизонт и тут-то и начнутся проблемы. Одной из самых распространенных ошибок является деформация, о которой свидетельствует поднятие печатного объекта за один или несколько углов, в результате чего в некоторых случаях он полностью отрывается от горячей платформы и вся работа портится.
Причины различны и во многих случаях зависят от калибровки нашего принтера, материала, из которого сделана нить, и геометрии объекта, который будет напечатан. Точная настройка всех переменных позволит нам преодолеть это препятствие и добиться высокого качества изделий.
Так как же нам избежать деформации?
Во-первых, определение причин. Затем, применяя лучшее решение для каждого конкретного случая. Как правило, важна правильная калибровка нагреваемого стола, поэтому мы укажем на нее, прежде чем продолжить.
Почему происходит искривление?

Деформация возникает из-за изменения размеров всех материалов в зависимости от температуры . При нагревании нить увеличивает свой объем, то есть расширяется и занимает больше места. При охлаждении этот процесс меняется на противоположный, и пластик сжимается. В длинных предметах, где нитей в одном направлении больше, чем в перпендикулярном к нему, сокращение происходит неравномерно. Дисбаланс в процессе усадки приводит к тому, что одна часть детали «тянет» больше, чем остальные, из-за чего углы изгибаются вверх, если нет хорошей адгезии к нагретому столу.
На этом этапе необходимо уточнить, что выравнивание кровати имеет решающее значение для предотвращения коробления. . Если он не откалиброван, то будут участки объекта с небольшим сцеплением или вообще без сцепления, и именно там деталь начнет подниматься.
Кроме того, необходимо убедиться, что кровать не деформирована, так как в определенных случаях она коробится, что делает невозможным ее правильное выравнивание.
С другой стороны, материал, который мы используем для печати, также влияет на деформацию. Некоторые нити расширяются и сжимаются гораздо больше, чем другие, что может привести к нежелательной деформации. PLA является одним из материалов, который дает меньшую деформацию, поэтому удобно полностью устранить эту проблему с помощью этого филамента, поскольку, если мы не сможем использовать PLA, будет совершенно невозможно начать использовать ABS или более требовательные филаменты.
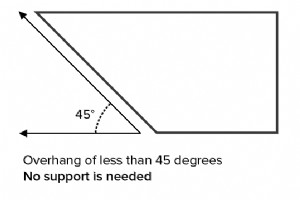
Еще одним элементом, который необходимо учитывать, является геометрия детали, которую необходимо напечатать. Острые углы очень подвержены короблению, так как они концентрируют большие растягивающие усилия в очень маленькой точке. Есть способы уменьшить влияние деформации на эти «острые» углы с помощью опций в программном обеспечении ламинатора или с помощью программ 3D-редактирования. Цель состоит в том, чтобы увеличить поверхность контакта с горячим слоем, чтобы лучше распределить точечные силы.
Наконец, внешние факторы также влияют на процесс печати:поток холодного воздуха может вызвать деформацию, несмотря на то, что мы установили наилучшие параметры печати и тщательно откалибровали нашу машину. Защита принтера от этих факторов является ключом к предотвращению проблем.
Руководство о том, как избежать деформации при 3D-печати
Выполняя эту серию шагов, можно избежать деформации. Некоторые из них полагаются на механические проблемы, такие как калибровка и очистка стола, а другие полагаются на решения программы ламинирования. Важно проверить все из них, чтобы обеспечить надлежащее соблюдение.
1. Используйте корпус 3D-принтера
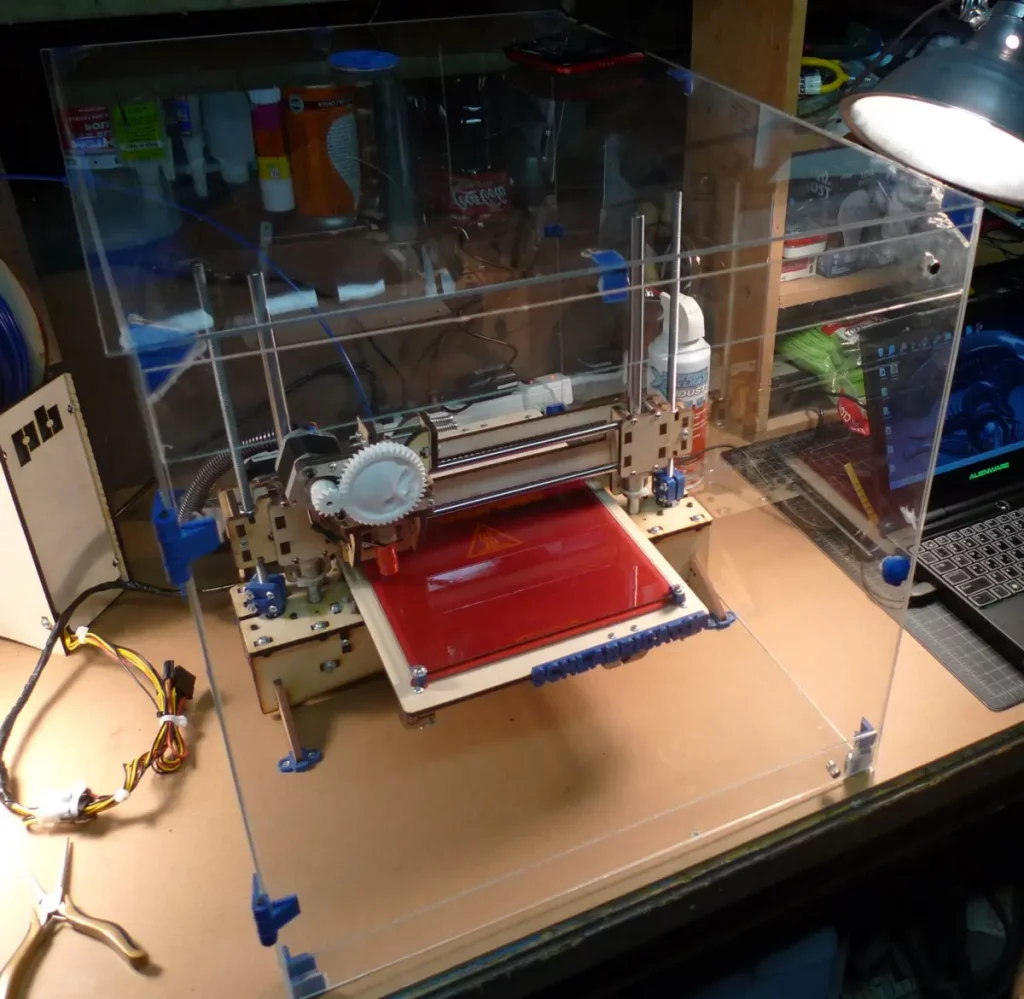
Хотя некоторые принтеры уже поставляются с крышкой, подавляющее большинство принтеров открытого типа. Функция этих кожухов состоит в том, чтобы поддерживать температурный поток вокруг детали как можно более стабильным во время процесса печати. Внезапный тепловой удар вызывает внезапное сжатие нити, которое не может компенсировать изменение формы и вызывает деформацию или локальное расслоение.
Крышка не обязательно должна быть профессионального типа, иногда достаточно нескольких больших кусков картона, расположенных вокруг принтера, чтобы предотвратить сквозняки. Есть руководства, как сделать колоду дома из обычных недорогих предметов, или их можно купить в собранном виде за немного больше денег.
Само собой разумеется, что использование вентиляторов или кондиционеров не рекомендуется в среде, где работают 3D-принтеры, поскольку они проводят большие потоки чрезмерно холодного воздуха, которым трудно противодействовать.
2. Хорошо выровняйте кровать

Выравнивание слоя — самый важный шаг, поэтому его следует выполнять тщательно и методично всякий раз, когда очевидна разница в толщине первого печатного слоя. На следующем изображении вы можете увидеть, как выглядит плохо выровненная грядка:
С левой стороны сопло принтера находится в стороне от станины, поэтому филаментная нить выходит свободно, не залипая. Следует ожидать, что деталь выйдет из строя в этой области, так как нет ничего, что удерживало бы объект на месте.
В области справа станина слишком высока, из-за чего сопло прижимается к основанию. Нить накала не может выйти из сопла хотэнда или выходит очень сильно. При запуске второго слоя закрадется ошибка и несоответствие основы вызовет нестыковку.
В средней зоне слой ровный и однородный. Нить правильно прилегает к основанию, создавая прочную основу для объекта и способствуя адгезии.
Как часто следует выравнивать кровать?
Нет обязательной частоты, с которой мы должны выполнять эту калибровку, но удобно делать это часто, чтобы избежать неприятного сюрприза деформации в середине печати в течение нескольких часов.
Одной из рекомендаций является проверка калибровки стола после 10 отпечатков или хотя бы раз в неделю, выполняя тест калибровки следующим образом:

который печатает тонкий слой материала в разных областях строительной платформы. Таким образом, можно проверить, какая сторона или угол кровати выше остальных.
Уровень с бумагой или толщиномером
Один из самых быстрых (и наиболее эффективных) способов выровнять кровать — использовать лист бумаги. Толщина листа, который мы используем в офисе, идеально подходит для обеспечения правильного потока нити.
Техника заключается в переводе хотэнда в положение 0 по оси Z, выключении двигателей и перемещении по центру и 4 углам станины при регулировке выравнивающих винтов в каждой точке. При этом мы должны следить за тем, чтобы лист бумаги скользил между соплом и станиной с некоторым трением. Сначала может быть трудно добиться одинаковой степени трения во всех точках, но повторив процесс 2 или 3 раза, станина будет почти идеально откалибрована.
Очень важная деталь, о которой следует помнить:для проведения этой процедуры необходимо, чтобы и станина, и хотэнд были той температуры, которая будет использоваться во время печати , так как, как мы видели, материалы меняют свой размер, когда они горячие.
Может помочь использование щупа, если он у вас есть дома, но для правильной калибровки достаточно листа бумаги.
Датчик автоматического выравнивания
Системы автоматического выравнивания используют различные типы датчиков, чтобы определить, насколько далеко хотэнд находится от кровати. При запуске задания на печать мы можем добавить строку в G-код для автоматического выравнивания перед началом печати. Этот процесс измеряет расстояние до кровати в различных точках, создавая «карту», которая затем используется для компенсации различий в уровне и обеспечения хорошего первого слоя.
Иногда использование этих систем является единственным способом правильной печати, так как некоторые печатные основы имеют свойство коробиться и делать задачу выравнивания невозможной.
3. Очищайте кровать после каждого использования
Накопившиеся остатки грязи, нитей или веществ, используемых для улучшения адгезии первого слоя, могут скапливаться на участках ложа и препятствовать прочному прилипанию предметов. Чтобы избежать этого, важно всегда содержать кровать в чистоте. , используя спирт или вещества, не повреждающие рабочую поверхность.
4. Увеличьте температуру кровати
В этом исследовании экспериментировали с температурой горячего слоя, стремясь установить, какая из них является оптимальной для достижения наилучшего прилипания. В заключении упоминается, что наилучшей температурой является та, которая немного превышает температуру перехода используемой нити накала. . Например, в случае PLA температура его перехода составляет 60 ºC. Согласно этому предложению, мы должны установить в нашем программном обеспечении температуру между 60 и 65 ºC.
Идеальная температура для наиболее распространенных нитей:
- PLA :60°C <сильный>
- ПЭТГ :80°C
- АБС :105°C
- ТПУ :Из-за своего состава не рекомендуется нагревать основу для печати, так как этот филамент сам по себе создает достаточную адгезию.
5. Используйте клей или лак для волос
Есть несколько «домашних средств», которые часто рекомендуются, например, использование клея-карандаша, лака для волос или даже сахарной воды. Цель состоит в том, чтобы создать вещество, улучшающее сцепление с печатной основой.
Что лучше?
Что касается адгезии, фиксирующий спрей обычно дает очень хорошие результаты при нанесении на стеклянные или зеркальные основания. Проблема с ними заключается в том, что их аэрозольная форма распыляет фиксатор в нежелательных местах, таких как вентиляторы или электроника, которые трудно очистить.
Гораздо более чистой и практичной альтернативой является клей-карандаш. Наносится вовремя и легко моется. Недостатком его является цена и необходимость чаще чистить кровать.
6. Отключить перезарядку на ранних слоях
Охладитель слоев или веер слоев , это может привести к резкому тепловому удару в первых слоях, что сделает соединение с основанием слабым и в конечном итоге оторвется в середине отпечатка.
В большинстве программ для ламинирования есть возможность отключать охлаждение для нескольких слоев или даже делать его постепенным при печати выше.
7. Используйте поля или плот
Оба варианта очень эффективны, поскольку увеличивают поверхность, соприкасающуюся с нагретым слоем. Чем больше линий на юбке, тем лучше будет ее эффект, если между ней и объектом не остается места.
Плот, со своей стороны, особенно рекомендуется для печати небольших объектов, у которых слишком малая площадь первого слоя.
8. Используйте бумажную малярную ленту
Бумажная лента маляра, особенно синяя, имеет шероховатость, которая особенно подходит для удержания деталей во время печати. Кроме того, на него не влияет температура, и его можно использовать повторно для нескольких отпечатков. Недостатком является то, что при удалении кусков она может оторваться или сломаться, что потребует ее удаления и наложения новой ленты, что является несколько громоздким процессом.
Какое решение лучше?
После того, как кровать выровнена правильно, комбинация из 3 элементов позволяет забыть о деформации:
- Использование нагревательного слоя с температурой немного выше температуры перехода используемого материала.
- Нанесение клеевого спрея или клея-карандаша.
- Размещение крышки для поддержания стабильной температуры в течение всей печати.
В качестве личной рекомендации, хотя многие принтеры обычно поставляются с гибким магнитным основанием, которое помещается на нагреваемую платформу, стекло является одним из лучших материалов для использования в качестве основания. . Его огромная степень плоскостности гарантируется, а его твердость означает, что он не деформируется при использовании. Кроме того, его легко чистить и недорого заменить. Особенно хорошо он сочетается со спреем-фиксатором для волос.
Если вы подумываете о замене одной из этих специальных подставок, которая пришла в негодность, я рекомендую хотя бы некоторое время попробовать стекло.
Дополнительная проблема:разделение слоев
Еще одна проблема, которая может возникнуть при использовании материалов с высокой амплитудой расширения-сжатия, — расслоение. Это происходит, когда адгезия к основанию хорошая, но условия термической стабильности недостаточны. Нить сжимается неравномерно, и некоторые слои «тянут» сильнее, чем другие, в результате чего они отделяются друг от друга.
Как решить проблему разделения слоев:
- Использовать обложку :за счет поддержания постоянной температуры вокруг объекта температурный градиент меньше, а слои охлаждаются равномерно, сжимаясь в одно и то же время и одним и тем же образом.
- Уменьшить высоту строки :Если слои слишком высокие, только что экструдированный филамент не сможет должным образом прижаться к последнему слою. Уменьшение высоты слоя может улучшить сцепление между слоями.
- Прогрейте принтер :Корпус внутри крышки должен иметь стабильную температуру перед началом работы, поэтому рекомендуется поднять температуру платформы до той, которая будет использоваться во время печати, и подождать не менее 10 минут.
- Не открывайте дверцу принтера, пока деталь полностью не остынет: Быстрое охлаждение может привести к разделению слоев даже после завершения печати.
Заключение
Деформация — очень распространенная проблема печати среди новичков и опытных пользователей, особенно при использовании нитей, которые имеют тенденцию к резкой усадке при охлаждении. Он состоит в том, чтобы сгибать и поднимать детали в какой-то угол, и обычно они портят всю работу. Этого можно избежать, следуя методу, который начинается с правильного выравнивания платформы и заканчивается обеспечением прочного сцепления объекта и основы на протяжении всей печати. Использование чехла и нанесение клея сводят к минимуму риск деформации.
3D печать
-
Опоры в 3D-печати:обзор технологии
-
Безопасные для пищевых продуктов покрытия и герметики для 3D-печати
- Скорость 3D-печати; Как печатать быстрее и сэкономить время!
- отзыв пользователя Geeetech i3 Pro B; Стоит ли покупать?
- Интервью с экспертом:Рави Кунджу из Альтаира о программном обеспечении для моделирования 3D-печати
- Часть недели - открывалка для конвертов Kevlar® Дэна Топджяна
- Гибкое производство и 3D-печать
- Как рынок оборудования для 3D-печати развивается в 2020 году