


Ender 3 (Pro &V2) Настройки отвода; Больше никаких стрингов!
Если мы думаем о 3D-печати, первое, что приходит на ум, — это машина, которая плавит пластик, в то время как экструдер движется по трем ортогональным осям, формируя твердый объект. Это кажется очень простым, но по мере того, как мы начинаем углубляться в эту технологию, мы быстро обнаруживаем, что существует бесчисленное множество параметров, определяющих, как это происходит.
В зависимости от типа модели настройки отвода могут улучшить или испортить ваши отпечатки. Если у вас есть принтер Ender 3 (или любая другая машина типа Боудена), следующие настройки ретракции определенно окажутся полезными:
Так как принтер Боуден-типа, Ender 3 требует большего расстояния втягивания, поэтому рекомендуется включить «Режим расчесывания» и установить для него значение «Внутри заполнения». Кроме того, установите для параметра Расстояние отвода значение 6 мм, Скорость отвода – 20 мм/с, Максимальное количество отводов – 5 и Окно минимального расстояния экструзии – 10 мм.
Если вы не хотите проходить через все пробы и ошибки, которые мы сделали, чтобы найти идеальные настройки для создания высококачественных отпечатков на вашем Ender 3, обязательно ознакомьтесь с нашими собственными профилями Cura, созданными специально для вас. для серии принтеров Ender 3 (все они доступны всего за 7 долларов США).
Что такое отвод и почему он важен в 3D-печати?
Как вы, возможно, уже знаете, хотэнд получает нить из экструдера, который проталкивает материал через зубчатое колесо. Эта тяга создает увеличение давления внутри сопла. Если температура достаточна, а ступени двигателя экструдера правильно откалиброваны, пластик начнет течь именно в том количестве, которое требуется для создания нужной модели.
Проблема с этим механизмом заключается в том, что внутри цилиндра все еще остается давление после остановки двигателя экструдера, что заставляет нить продолжать течь через единственный свободный выход, который у нее есть (то есть сопло). Когда для печати требуется, чтобы хотэнд перемещался из одной точки в другую без нанесения материала, необходимо сбросить это остаточное давление, чтобы избежать «убегания» пластика во время этого движения.
Чтобы добиться этого, нужно изменить направление вращения шагового двигателя экструдера так, чтобы несколько миллиметров нити выходили из хотэнда и компенсировали указанное давление. Это изменение направления вращения называется «ретракцией» и является основным параметром для получения печатных объектов с хорошей обработкой поверхности.
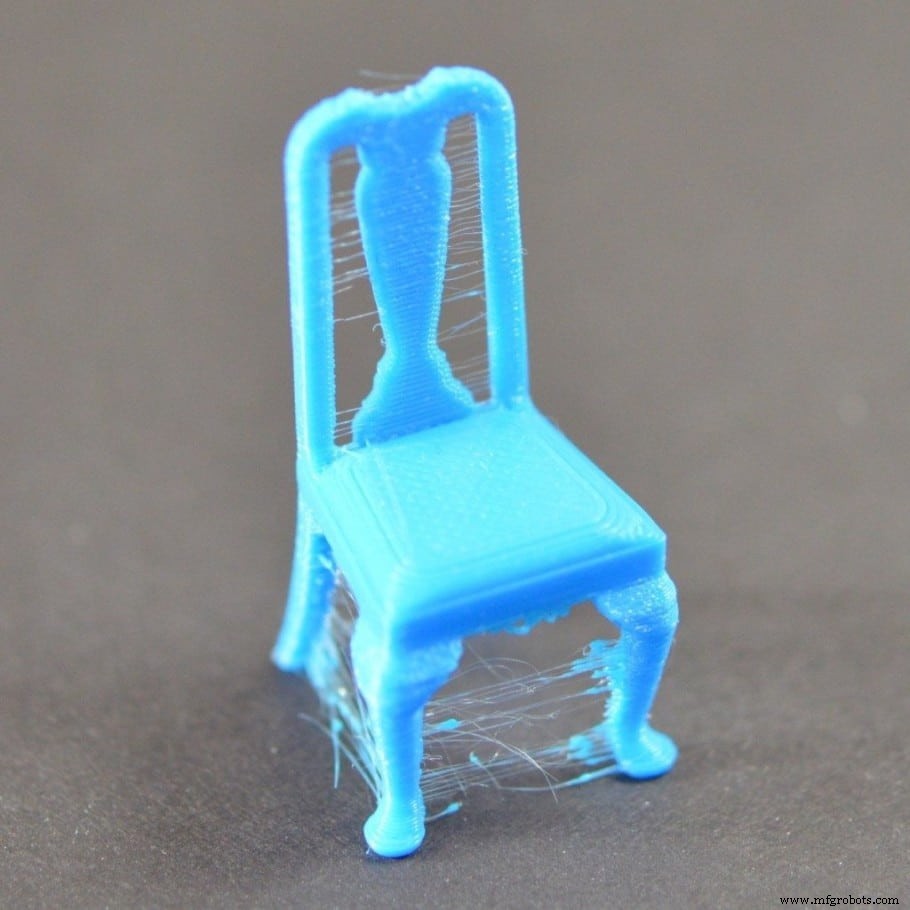
Перепрессованный материал из сопла будет становиться тоньше по мере движения хотэнда, оставляя «нитку» или «струну» между двумя стенками детали. Это известно как «стринг», и его можно избежать (или, по крайней мере, свести к минимуму) с помощью некоторых параметров печати. Возможно, вы раньше не слышали об этом термине, но я почти уверен, что видели его раньше. Взгляните на следующее изображение стула с большим количеством струн.
Параметры, относящиеся к отводу
Во-первых, мы должны убедиться, что поле «включить отвод» активировано, чтобы получить доступ к параметрам отвода. С этого момента мы сосредоточимся на настройках Cura. Вы найдете эквивалентные параметры на многих слайсерах.
Я должен уточнить, что я буду использовать соглашение об именах из Cura, но те же самые принципы определенно применимы ко всем слайсерам.
Расстояние отвода
Расстояние отвода сообщает принтеру, на сколько миллиметров нити нужно втянуть при необходимости. Отвод только на очень небольшое расстояние, вероятно, не решит натяжение, тогда как преувеличение этого значения приведет к тому, что пластик не будет доступен в сопле в начальные моменты следующего выдавливания.
Во избежание этого существует так называемая настройка «прайминга», которая возвращает нить в то же положение, в котором она находилась до ретракции. То есть, если 5 мм нити были втянуты, после перемещения между двумя точками без экструдирования 5 мм нити будут выталкиваться обратно в сопло.
Часто имеющаяся модель требует слишком большого количества последовательных отводов за очень короткий период времени. Если расстояние отвода слишком высоко, зубья шестерни, толкающие нить, начнут ее шлифовать. Если нить станет слишком тонкой, шестерни не будут толкать ее, а будут скользить по ней. В результате филамент перестанет выдавливаться, а отпечаток, очевидно, будет полностью испорчен.
Чтобы избежать этого, мы собираемся установить минимально возможное расстояние отвода, которое позволит нам смягчить натяжение. Диапазон 3-6 мм обычно подходит для большинства 3D-принтеров типа Боудена. Вы можете начать с расстояния отвода 3 мм и увеличьте его на 1 мм, если считаете это необходимым.
Хотя принтеры Ender3 представлены на рынке уже несколько лет и известны своей надежностью, многие пользователи предпочитают изменять свои настройки для достижения лучших результатов печати. Одной из наиболее распространенных модификаций является преобразование ее в систему прямой экструзии. Хотя мы не рекомендуем изменять проверенный проект (если только вы не уверены в своих инженерных навыках), вы можете попробовать и сделать собственные выводы.
Одним из преимуществ системы прямого привода является более точный контроль втягивания. Для этих типов принтеров начните с расстояния 0,5 мм и постепенно увеличивайте его до тех пор, пока не получите оптимальный результат.
Максимальное количество отзывов
Этот параметр позволяет нам определить максимальное количество ретракций, которое может быть сделано вдоль одного и того же сегмента нити. Таким образом, можно избежать упомянутой выше шлифовки нити. Начните с установки этого значения в диапазоне от 5 до 10. По умолчанию для Cura установлено значение 100, но оно слишком велико.
Окно минимального расстояния экструзии
Здесь вы можете определить длину сегмента нити, до которой будет выполняться отвод, указанный в параметре «Максимальное количество отводов». ” будет применяться. Поскольку ретракция будет составлять от 3 до 6 мм, подходящим значением будет 10 мм. Таким образом, вы будете уверены, что нить не будет повреждена чрезмерным втягиванием.
Скорость отвода
Это определяет, как быстро экструдер будет вращаться в обратном направлении. Это должно быть достаточно быстро, чтобы предотвратить утечку нити через сопло, но не чрезмерно, поскольку чрезмерная скорость также потребует мощности, которую двигатель экструдера не сможет обеспечить, что приведет к потере шагов. Хорошее значение для начала — 20 мм/с. Впоследствии вы всегда можете увеличить это значение с помощью теста на натяжение (ссылки ниже).
Прайм-скорость отвода
Это значение позволяет установить скорость, с которой материал подается обратно в сопло. Этот параметр позволяет вам управлять тем, как хотэнд готов к продолжению выдавливания, как будто ничего не произошло.
Скорость отвода делится на два разных параметра по уважительной причине. При удалении нити давление в начале втягивания выше, чем в конце, что снижает нагрузку на шестерню экструдера. С другой стороны, при заправке давление (а значит, и прочность в шестерне) возрастает все больше и больше.
По этой причине заполнение может повредить нить больше, чем втягивание. Мы рекомендуем использовать в этом параметре скорость на 5 мм/с ниже той, которую вы установили в «Скорость отвода». “.
Дополнительная основная сумма
С помощью этого параметра вы можете компенсировать количество материала, которое было потеряно из-за просачивания. Если вы правильно установите расстояние отвода и скорость, вам не нужно будет ничего компенсировать, поэтому мы рекомендуем вам оставить этот параметр равным 0 и вместо этого выполнить калибровочные тесты. (ссылки ниже)
Рекомендуемые параметры отвода для принтера Ender 3 (Pro/v2)
В связи с тем, что принтеры Ender 3 определенно являются одними из самых популярных принтеров (если не самыми), я расскажу о конкретных настройках, которые рекомендую, а также использую на своей машине. Хотя все принтеры в чем-то уникальны, эти настройки послужат отличной отправной точкой.
- Режим расчесывания:ВКЛЮЧЕН и установлен на «Внутри заполнения». “
- Расстояние отвода:6 мм.
- Скорость отвода:20 мм/с.
- Максимальное количество отзывов:5
- Минимальное окно расстояния экструзии:10 мм
Эти настройки окажутся полезными для всех принтеров Боуден-типа. Очевидно, вы можете настроить эти значения и улучшить их для своих конкретных нужд. Печать тестов, специально разработанных для уменьшения натяжения, поможет ускорить тонкую настройку. Я перечисляю их все в конце этой статьи.
Вас также может удивить тот факт, что для печати миниатюр требуется особая конфигурация отвода, чтобы получить наилучшие результаты. Очевидно, я тоже перечислю их прямо сейчас!
Рекомендуемые настройки отвода для печати миниатюр на принтере Ender 3 (Prov/v2)
- Режим расчесывания:ВКЛЮЧЕН и установлен на «Внутри заполнения». “
- Расстояние отвода:6 мм.
- Скорость отвода:45 мм/с.
- Максимальное количество отзывов:10.
- Минимальное окно расстояния экструзии:10 мм
Интересно знать, что Z-hop, параметр, который поднимает ось Z на короткое расстояние перед перемещением без экструдирования и снова опускает ее, когда она достигает следующей точки печати, значительно увеличивает натяжение (независимо от ранее выполненной калибровки). . Я настоятельно рекомендую вам отключить его, особенно если вы добились оптимальной настройки параметров.
Лично это видео от Makers Muse был неоценим, когда я впервые столкнулся с этой проблемой.
Почему рекомендуется «Включить режим расчесывания»?
Проблема с натяжением заключается в том, что это приводит к тому, что на внешнюю поверхность вашего объекта неприятно смотреть. Если бы нанизывание происходило только внутри объекта, мы не могли бы быть недовольны этим. Следовательно, втягивание имеет смысл только тогда, когда сопло перемещается из одной точки в другую через область, под которой нет печатных слоев. Включив режим расчесывания, вы можете приказать слайсеру перемещать хотэнд только в пределах напечатанных областей (когда это возможно).
На выбор доступны 4 различных варианта, но мой любимый — "внутри заполнения". ». Хотя это увеличивает время печати, количество отзывов сокращается до неизбежного минимума.
Калибровочные тесты втягивания и натяжения
Температурная башня
Хотя мы еще не упоминали об этом, одним параметром печати, который серьезно влияет на натяжку, является температура горячего конца. Чем горячее, тем легче будет течь нить, что значительно увеличит просачивание из сопла. Из-за этого первое, что вам нужно сделать, это откалибровать температуру вашего принтера, пока вы не добьетесь наилучших результатов. Для этого я рекомендую вам распечатать следующий тест, который состоит из столбца температуры, который увеличивается на 5 ºC в четко определенном интервале слоев.
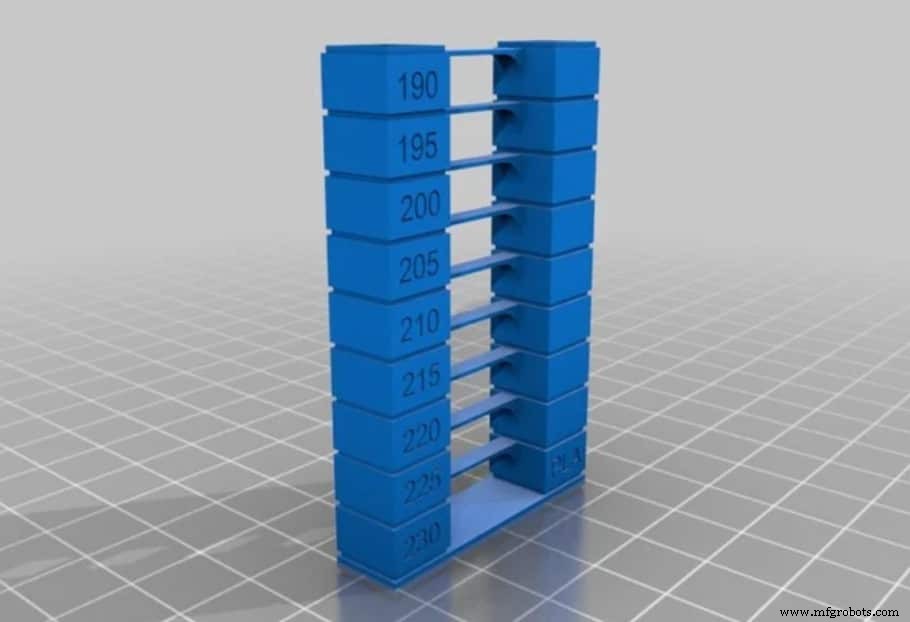
Если вы нажмете «Файлы вещей ” вы увидите G-код файл, который уже совместим с Ender3. Не используйте программу слайсера для создания G-кода, как вы это обычно делаете, поскольку она не будет изменять температуру во время печати. Можно использовать другие процессы в Cura, но добавленный файл работает отлично.
Базовый тест строк
После калибровки температуры отключите втягивание в слайсере и распечатайте следующий файл. Посмотрите на картинку и угадайте, что она пытается оценить.
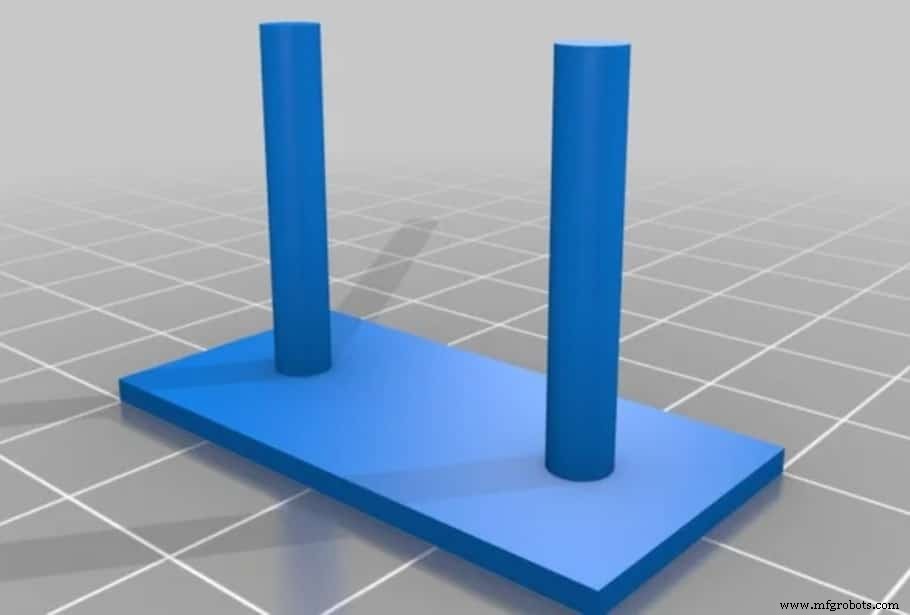
В результате между обоими цилиндрами будет кусок, полный волос. Снова включите отводы и сравните результат с вновь напечатанной деталью. После этого увеличьте или уменьшите Скорость отвода. и Расстояние отвода значений до тех пор, пока оба цилиндра не будут напечатаны правильно и между ними не будет волосков.
Инструмент калибровки отвода
Если вы еще не поражены тем, насколько замечательным является сообщество 3D-принтеров, ознакомьтесь с этим бесплатным онлайн-инструментом, который кто-то создал. Это позволяет нам создать G-код для тестирования, который совместим с нашим конкретным принтером. Инструкции очень подробные и полезные, но обязательно прочтите их.
Часто задаваемые вопросы (FAQ)
Одинаково ли втягивание для систем Bowden и Direct Extrusion?
Хотя включение отвода полезно независимо от типа принтера, для машин типа Боудена обычно требуется большее расстояние отвода по сравнению с принтерами с прямым драйвером.
Причина в следующем:3D-принтеры, использующие систему Боудена (например, Ender3), размещают экструдер подальше от хотэнда, а нить проходит через тефлоновую трубку. Поскольку трубка имеет внутренний диаметр 2 мм, а диаметр нити – 1,75 мм, из-за неплотности между ними эта разница должна компенсироваться увеличением расстояния втягивания.
В системах прямой экструзии эта проблема отсутствует, а усадка нити, как правило, не имеет большого значения.
По сути, системы Боудена требуют гораздо большего расстояния втягивания.
Одинаково ли втягивание для всех типов нитей?
К счастью, PLA — очень стабильный полимер, поэтому наш принтер можно настроить таким образом, чтобы практически не было натяжения. То же самое происходит с АБС, хотя он представляет другие проблемы, такие как деформация и растрескивание. Другие материалы, такие как PETG, требуют гораздо более высокой температуры для плавления, что способствует образованию нитей при охлаждении.
Гибкие материалы, такие как ТПУ, сжимаются при экструзии и растягиваются при отводе, поэтому активировать отвод для его печати не очень удобно. В этом случае натяжка неизбежна.
В дополнение к параметрам втягивания, влажность нити накала также может увеличить вероятность натяжения. , поэтому я всегда рекомендую хранить наши катушки в герметичном контейнере с большим количеством пакетов с силикагелем.
Если вы не хотите проходить через все пробы и ошибки, которые мы сделали, чтобы найти идеальные настройки для создания высококачественных отпечатков на вашем Ender 3, обязательно ознакомьтесь с нашими собственными профилями Cura, созданными специально для вас. для серии принтеров Ender 3 (все они доступны всего за 7 долларов США).
Заключение
К настоящему времени вы лучше понимаете все доступные параметры отвода и то, как их следует настраивать по-разному в зависимости от типа нашего принтера (Боуден или прямой привод). Принтеры боуденовского типа, такие как Ender 3 (Pro и v2), требуют большего расстояния отвода. Таким образом, вы должны включить «Режим расчесывания " и установите для него значение "Внутри заполнения “. Расстояние отвода должно быть 6 мм, скорость отвода — 20 мм/с, максимальное количество отводов — 5, а окно минимального расстояния выдавливания — 10 мм.
Ознакомьтесь с разделом рекомендуемых продуктов

Мы создали раздел рекомендуемых продуктов, который позволит вам избавиться от догадок и сократить время, затрачиваемое на поиски того, какой принтер, нить накала или обновления приобрести, поскольку мы знаем, что это может быть очень сложной задачей и обычно приводит к путанице. .
Мы выбрали лишь несколько 3D-принтеров, которые, по нашему мнению, подходят как для начинающих, так и для продвинутых пользователей, и даже для экспертов, что упрощает принятие решения, а нити, а также перечисленные обновления были протестированы нами и тщательно отобраны. , чтобы вы знали, что любой из них будет работать так, как задумано.
3D печать
- Руководство по обновлению бесшумного вентилятора Ender 3 (Pro и V2) с иллюстрациями
- Loud Ender 3, Pro или V2? Вот как это сделать!
- Как заменить сопло на Ender 3 (Pro и V2)!
- Эндер 3:Как очистить сопло (прочистить его)!
- Смола и стоимость нити в 3D-печати!
- Температуры стеклования трехмерной нити
- Ender 3 Z Offset; Как настроить!
- Обзор Ender 3 Pro:стоит ли приобретать его в 2022 году?
- Ender 3 (Pro/V2) Натяжение ремня; Насколько они должны быть плотными?
- Ретракция:как это работает в 3D-печати