


Протекает сопло 3D-принтера:как это исправить!
Вы когда-нибудь замечали, что пластиковые волосы на ваших отпечатках переходят со стены на стену? Или вы нашли маленькие пластиковые шарики по бокам изделия? Или, может быть, какие-то утечки на каждом слое?
Этот тип ошибки может возникнуть, когда сопло «протекает», в результате чего пластик вытекает из сопла, когда мы этого не хотим.
В этой статье мы собираемся узнать немного больше о протечке сопла, одной из самых неприятных и повторяющихся проблем 3D-печати. Мы также узнаем, как он возникает, каковы основные причины и как его предотвратить.
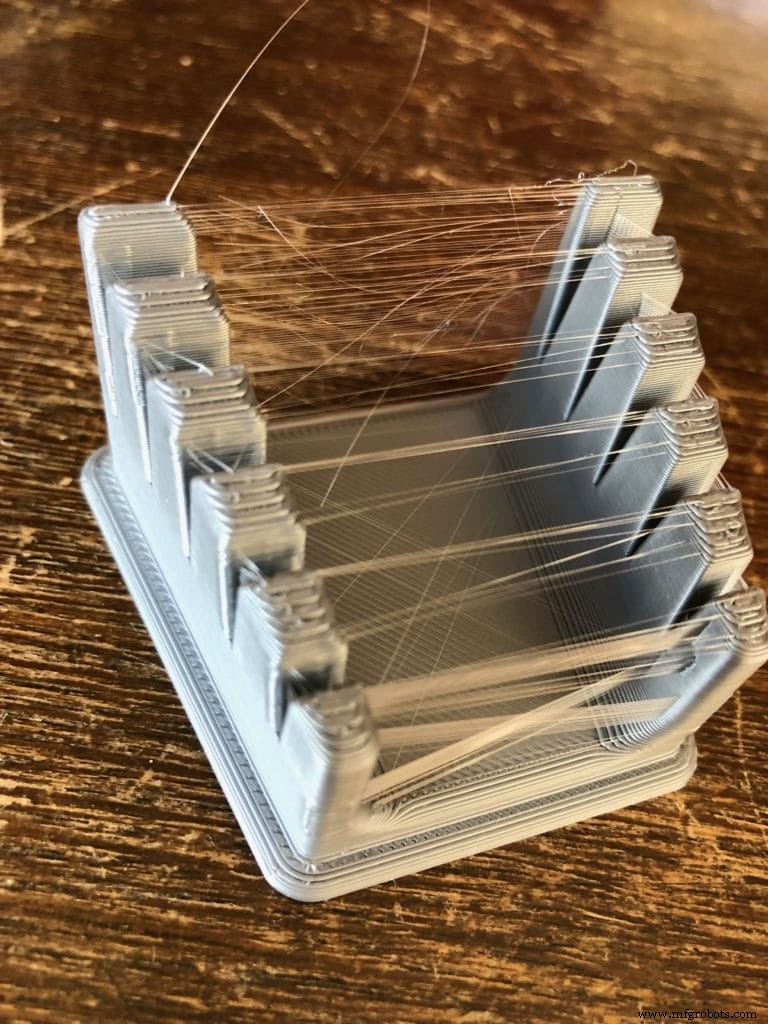
Вы можете идентифицировать протекающее сопло, если на ваших отпечатках видны тонкие пластиковые «волосы» или «нити» в тех местах, где пластик не должен был выдавливаться. Это вызвано слишком высокими температурами экструзии и/или неправильными настройками отвода. Установите температуру в соответствии со спецификациями производителя нити. Кроме того, вы можете начать с установки расстояния отвода на 6,5 мм, скорости отвода на 25 мм/с и минимального расстояния перемещения на 1 мм.
Мы углубимся в каждый аспект, чтобы устранить неполадки и устранить течь сопла, но прежде чем мы начнем, не стесняйтесь использовать следующую таблицу в качестве справочной информации:
| Параметр | Описание | Базовое значение | Слишком низкий | Слишком высокий | Тестовая модель |
|---|---|---|---|---|---|
| Температура | Температура, при которой нить нагревается при экструдировании | Проверьте спецификации производителей. ПЛА:от 190° до 220°C. АБС:от 240° до 270°C. | -Недоэкструзия. -Сопло не выдавливается. | Утечка сопла | Временная башня |
| Отзыв: Расстояние | На сколько миллиметров втягивается нить каждый раз | 6,5 мм. | -Утечка сопла | <тд>Тест возврата | |
| Отзыв: Скорость | Как быстро будет преодолено расстояние отвода | 25 мм/с. | -без улучшений -Нить растягивается только внутри сопла | -Оставлять следы на нити | <тд>|
| Втягивание:минимальное расстояние перемещения | Минимальное расстояние перемещения для обеспечения отвода | 1 мм. | <тд>-Отзыв может никогда не произойти | <тд>
Проблемы с 3D-печатью
Как вы, наверное, уже знаете, окончательная форма 3D-печатного объекта достигается путем перемещения экструдера с помощью контроллера ЧПУ. Этот экструдер питается катушкой нити и может остановить экструзию, когда между двумя позициями на одном слое есть пустое пространство.
Если все работает правильно, результатом будет часть тех же размеров по высоте, ширине и глубине, что и исходная цифровая модель. Он также будет иметь точную форму объекта, предварительно просмотренного на вашем компьютере. Желательно, чтобы он также содержал несколько дефектов качества.
Конечно, так будет не всегда, особенно когда вы только начинаете работу или покупаете новый принтер, который еще не был должным образом откалиброван.
Среди многих ошибок, которые могут возникнуть, мы можем найти протекающее сопло, одну из самых распространенных проблем в 3D-печати. К счастью, решить эту проблему можно и легко, если знать, что ее вызывает.
Почему форсунка протекает?
Экструдер отвечает за нагрев пластика до температуры, позволяющей ему течь. На входе диаметр нити примерно 1,75 мм. Затем экструдер проталкивает горячую нить в отверстие меньшего размера, размер которого может составлять от 0,1 до 1 мм. Давление внутри экструдера заставляет пластик течь через маленькое отверстие, называемое соплом.
Это теория того, как должна работать система экструзии, либо прямая, либо боуденовская. Иногда материал выходит не так, как должен, потому что экструдер не может правильно подавать или какие-то настройки были установлены неправильно.
Поскольку 3D-печать — это плавление, мы должны установить температуру в качестве одного из основных параметров, которые следует учитывать.
Когда мы выбираем тип используемого материала, производитель часто предоставляет нам спецификацию, в которой указан оптимальный диапазон температур для его использования. Разные материалы имеют разные диапазоны, и даже один и тот же пластик разных производителей может быть неодинаков.
Всегда проверяйте техпаспорт. Вероятно, вы можете найти его на сайте производителя или, если повезет, на обратной стороне упаковки нити.
Иногда этот диапазон температур слишком велик, например, от 190 до 220 °C. Не знаю, как вам, но этот диапазон не очень полезен. Как бы вы оделись, если прогноз погоды сообщает, что завтра температура будет от 0°C до 30°C?
Хорошо, вернемся к экструдеру:если температура слишком низкая, пластик не будет достаточно жидким, чтобы течь, и, вероятно, застрянет. . Вы можете заметить это, когда видите, что 3D-принтер должен работать, но вообще не выдавливает нить. На нити осталась типичная круглая царапина в месте расположения толкателя экструдера.
Высокая температура приводит к противоположному результату:пластик становится слишком жидким, и его не нужно проталкивать, чтобы он протекал через сопло. Из-за собственного веса материал внутри ствола начинает просачиваться.
Это означает, что пластик будет течь даже тогда, когда этого не должно быть. Насадка будет оставлять след при движении, как тонкий пластиковый «волос " или "строка ». Именно по этой причине мы назвали это «строками». ", "волосатые отпечатки " или даже "бакенбарды ".
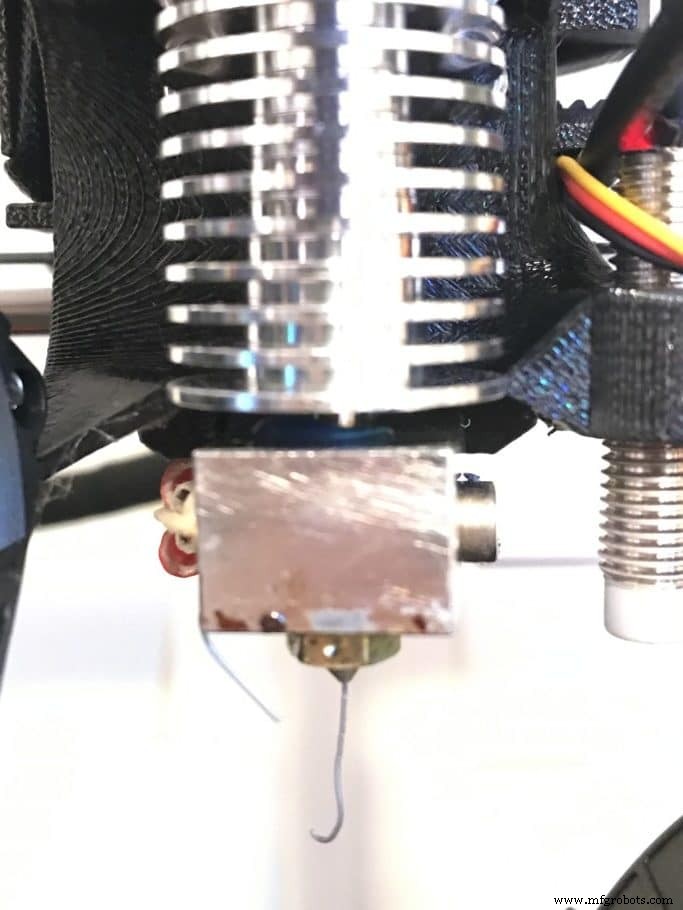
Я думаю, вы уже знаете, что такое струны на самом деле. Тем не менее, если вы не уверены и хотите сравнить возникшую проблему с реальным случаем негерметичного сопла, взгляните на следующее фото:
На этом этапе необходимо отличить утечку, которая происходит при установке высокой температуры, от нормальной утечки во время прогрева вашей печати. Пластик, как и любой другой материал, при нагревании меняет свой объем.
Внутреннее давление внутри ствола возрастает в начальный момент времени нагрева по мере расширения нити. Это нормальный процесс, и вам не о чем беспокоиться.
С другой стороны, если в начале печати сопло пусто, экструдер пройдет некоторое расстояние без нити внутри. Быстрое и эффективное решение — добавить несколько линий юбки до того, как объект начнет печататься.
Негерметичное сопло также может привести к тому, что наконечник будет пуст во время первой части каждого слоя. Шестерня экструдера вращается, но пластик не выходит из сопла. Это приводит к пустым линиям в швах слоев. Объект выглядит плохо, особенно в тонких областях.
Как устранить течь сопла
Есть два наиболее важных параметра, которые помогут нам решить эту проблему: температура и втягивание.
Оптимальная температура экструзии
Чтобы найти оптимальную температуру печати, вы можете печатать много штук, только меняя температуру. Вы заметите, что отпечатки становятся непрозрачными при низких температурах и становятся ярче при более высоких температурах. Выберите точку посередине, пусть она будет яркой, но не слишком блестящей.
Возможно, ваш принтер также позволяет изменять температуру во время печати. Более быстрой альтернативой является изменение температуры с дискретными интервалами в 3° или 5 °C и выполнение нескольких слоев печати.
Если вы видите, что качество печати улучшается, продолжайте изменять температуру в этом направлении, пока оно снова не начнет ухудшаться.
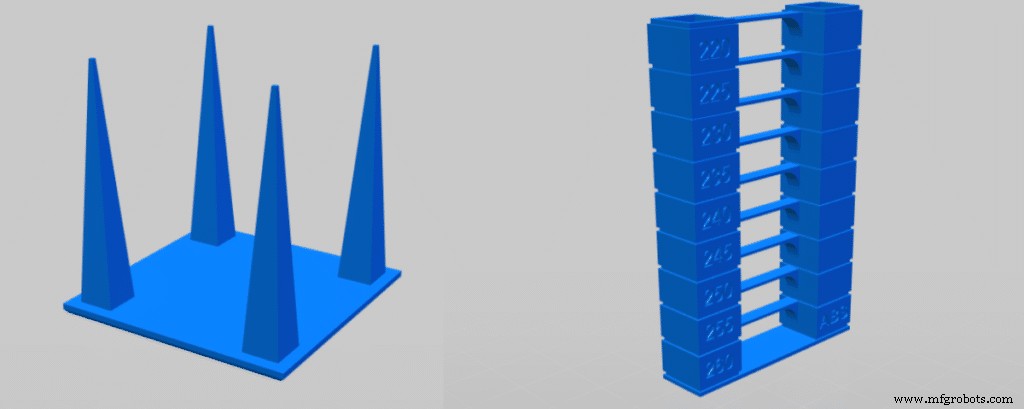
Поскольку этот метод может занять много времени, некоторые люди уже создали файлы G-кода, которые изменяют температуру сопла для каждого определенного количества слоев, поэтому вам не нужно печатать много штук.
Например, вы можете попробовать распечатать эту термометрическую башню из Thingiverse
Вы также можете выполнить поиск по запросу «температурная башня». ” в нашей собственной поисковой системе и выберите тот, который лучше всего подходит для вашего принтера. Есть десятки конкретных тестов, которые вы можете попробовать. Обязательно проверьте, был ли сгенерирован g-код для 3D-принтера, аналогичного вашему. При желании вы можете отредактировать код, чтобы изменить параметры, которые необходимо протестировать.
Помните, что высокая температура способствует прилипанию предмета к кровати. Вы можете установить более высокую температуру во время первых слоев, чтобы обеспечить адгезию, а затем уменьшить ее в остальное время печати. Это особенно полезно иметь в виду, если в вашем принтере нет платформы с подогревом.
Что такое отзыв?
При печати шестерня экструдера вращается в одном направлении, проталкивая нить через сопло. Чтобы избежать утечки, вы можете настроить свой 3D-принтер на небольшое вращение в противоположном направлении, когда он должен двигаться в определенную точку без экструдирования. Это вращение втягивает нить внутрь ствола и снижает давление в сопле. Если это втягивание настроено правильно, пластик не будет сочиться во время движения, и не останется нити.
Для отвода можно задать три параметра:расстояние. , скорость и расстояние . Давайте узнаем, как они работают:
Когда вы устанавливаете Расстояние , вы указываете, на сколько миллиметров каждый раз втягивается нить. Небольшое расстояние приведет к тому, что струны станут тоньше, но это не решит проблему.
Напротив, если вы установите слишком большое расстояние, сопло будет пустым, когда оно возобновит выдавливание, оставляя отверстия, как мы уже обсуждали.
Кроме того, имейте в виду, что если вы настроите принтер на слишком сильное втягивание, нить может забиться, и ваш отпечаток будет испорчен.
Скорость отвода устанавливает, как быстро это расстояние будет преодолено. Поскольку расплавленный пластик соответствует свойствам жидкостей, если вы попытаетесь втягивать его слишком медленно, нить будет только растягиваться, и никакого улучшения не будет. Однако быстрое отведение также может вызвать проблемы.
Наконец, Расстояние пути. указывает минимальное перемещение, которое должен пройти экструдер, когда он не экструдирует, перед втягиванием.
Оптимальные настройки отвода
Опять же, есть несколько способов решить эту проблему, но, на мой взгляд, наиболее простыми являются калибровочные тесты.
Этот тест на отвод — мой любимый, но вы всегда можете выбрать другой, просто выполнив поиск по запросу «тест на отвод». ” на search.3dsolved.com (наша собственная поисковая система).
Процедура проста и понятна:распечатайте объект, измените параметры расстояния и скорости (по одному) и печатайте еще, пока не получите красивый отпечаток. Каждый тест печатается примерно за 15–20 минут, поэтому вы сможете устранить неполадки и решить эту проблему всего за несколько итераций.
В качестве хорошей отправной точки я рекомендую использовать следующие значения:
- Расстояние отвода:6,5 мм.
- Скорость отвода:25 мм/с.
- Минимальное расстояние перемещения:1 мм.
Еще один способ предотвратить натяжение — установить более высокую скорость перемещения, когда выдавливание не выполняется. Меньшая утечка времени приводит к меньшему количеству строк и более качественным отпечаткам.
Если вы хотите узнать больше об отзыве, я написал целую статью о том, какие настройки использовать.
Теперь мы знаем больше о протечках сопел, так что нужно откалибровать наши принтеры!
Заключение
Теперь вы не только знаете, как определить негерметичную форсунку, но и обладаете глубокими техническими знаниями о причинах проблемы, решениях и, самое главное, почему эти решения работают. Как вы могли заметить, всегда полезно разобраться в проблемах, а не просто следовать рецепту.
Ознакомьтесь с разделом рекомендуемых продуктов
Мы создали раздел рекомендуемых продуктов, который позволит вам избавиться от догадок и сократить время, затрачиваемое на поиски того, какой принтер, нить накала или обновления приобрести, поскольку мы знаем, что это может быть очень сложной задачей и обычно приводит к путанице. .
Мы выбрали лишь несколько 3D-принтеров, которые, по нашему мнению, подходят как для начинающих, так и для продвинутых пользователей, и даже для экспертов, что упрощает принятие решения, а нити, а также перечисленные обновления были протестированы нами и тщательно отобраны. , чтобы вы знали, что любой из них будет работать так, как задумано.
3D печать
- Как:изменение наконечника 3D-принтера на вашем Stratasys
- Как заменить сопло на Ender 3 (Pro и V2)!
- Эндер 3:Как очистить сопло (прочистить его)!
- Проблемы с выравниванием кровати Ender 3; Как их исправить!
- 3D-принтер перестает выдавливать в середине печати:как решить эту проблему
- На сколько хватит 1 кг нити для 3D-принтера?
- Двойной экструзионный заполнитель с перекрытием и просачиванием; Как исправить!
- 3D-принтер не подает нить:как решить эту проблему!
- Ретракция:как это работает в 3D-печати
- Как устранить течь в гидравлическом цилиндре