


Опоры в 3D-печати:обзор технологии
Введение
Поскольку 3D-печатные детали строятся слой за слоем, требуется предыдущий слой для построения. В зависимости от конкретной технологии 3D-печати и сложности 3D-модели это может означать, что для 3D-печати требуются поддерживающие конструкции.
При выборе технологии для печати 3D-модели важно учитывать опорные конструкции и то, как они могут повлиять на конечный результат. Опорные конструкции будут влиять на чистоту поверхности, так как для их удаления требуется последующая обработка, что приводит к дефектам или шероховатости поверхности.
В этой статье обсуждаются опоры, способы реализации опор для каждой технологии 3D-печати и то, как использование опор может повлиять на процесс принятия проектных решений.
Поддержка в FDM
При моделировании плавленым напылением (FDM) расплавленная нить выдавливается на поверхность сборки по заданной траектории. Когда материал экструдируется, он охлаждается, образуя твердую поверхность, обеспечивающую основу для следующего слоя материала, на котором будет построен следующий слой материала. Это повторяется слой за слоем, пока объект не будет завершен.
Когда необходима поддержка в FDM?
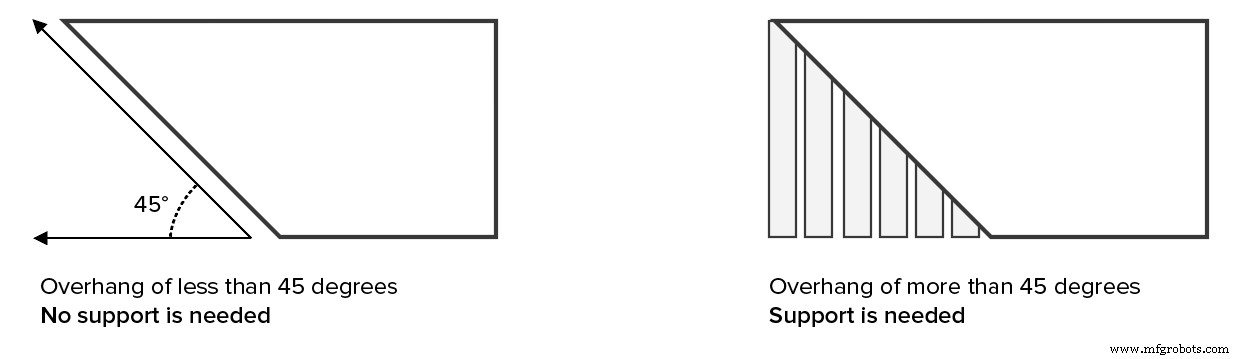
При FDM-печати каждый слой печатается как набор нагретых нитей, которые прилипают к нитям под ним и вокруг него. Каждая нить печатается с небольшим смещением относительно предыдущего слоя. Это позволяет строить модель под углом 45 °, что позволяет отпечаткам расширяться за пределы ширины предыдущего слоя.
Когда элемент печатается с выступом более 45°, он может прогибаться, и для его удержания требуется поддерживающий материал под ним. Дополнительную информацию о выступах и FDM можно найти здесь.
Связь и поддержка
Из этого правила есть исключение:
Горячий материал можно растянуть на короткие расстояния между двумя точками методом, известным как перемычка. Перемычка позволяет печатать материал без поддержки и с минимальным провисанием. Если мостовидный протез имеет длину более 5 мм, как правило, требуется поддержка для обеспечения точной обработки поверхности.
Дополнительную информацию о мостовом соединении и FDM можно найти здесь.
Азбука (или YHT) поддержки FDM
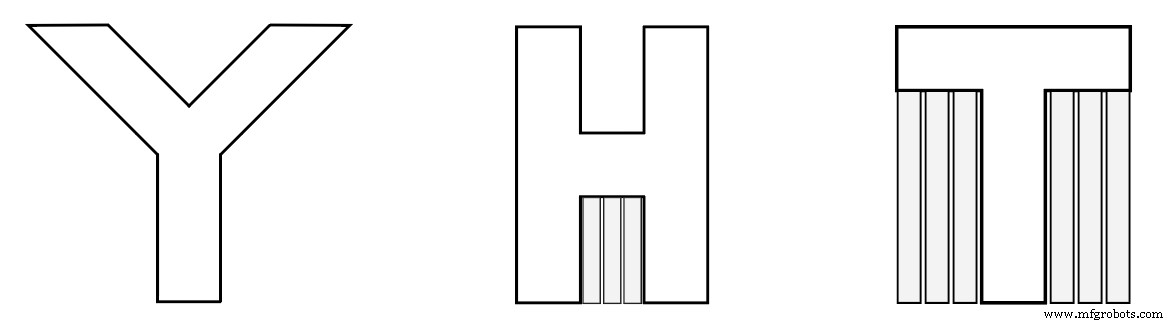
Рассмотрим буквы Y, H и T и набор связанных 3D-моделей.
- Руки модели буквы Y можно легко распечатать. Несмотря на то, что руки Y вытянуты, поскольку они вытянуты под углом 45 градусов или меньше, они не нуждаются в поддержке.
- Буква H немного сложнее, но если центральная перемычка менее 5 мм, ее можно напечатать без поддержки или провисания. Потребуется более 5 мм и поддержка. В этом примере центральная перемычка превышает 5 мм, и требуется поддержка.
- Буква T требует опоры для плеч буквы. На внешних рукавах не на чем печатать, и материал просто упадет без поддержки.
На изображении ниже показан YHT с материалом поддержки, показанным светло-серым цветом.
Вот как выглядят YHT при печати. Изображение ниже теперь показывает результат печати T без поддержки. Поверхность имеет значительные провисания и потребует большого объема последующей обработки для очистки.


Недостаток вспомогательного материала FDM
Одним из ограничений использования поддержки в FDM-печати является то, что всегда требуется постобработка, что приводит к появлению следов или повреждению поверхности, соприкасающейся с поддержкой.
Другая проблема заключается в том, что слои, напечатанные на подложке, будут менее совершенными, так как подложка будет немного менее стационарной, чем твердые слои.
Также может быть трудно удалить поддержку мелких сложных функций, не нарушая модель.
Кроме того, поддержка требует дополнительных печатных материалов и, следовательно, требует дополнительных затрат. Опору также необходимо удалить, что создает дополнительную работу для поставщика услуг 3D-печати, что также может увеличить общую стоимость задания на печать.

Какая поддержка требуется для моей FDM-печати?
В приведенном ниже примере арки требуется только ограниченное количество опор, размещенных в правильном месте, чтобы обеспечить точную печать.

«Мяч в кубе», показанный ниже, является примером, который требует большой поддержки.
Снятие опоры в этом примере является сложным и включает в себя удаление каждого опорного элемента острогубцами с попыткой ограничить повреждение поверхностей, окружающих опору. Отшлифовать или сгладить поверхность после удаления опоры также очень сложно.
Без вспомогательного материала эта модель просто не может быть напечатана в FDM без ущерба для качества и точности. В этом случае, несмотря на дополнительные затраты и время печати, дополнительный вспомогательный материал необходим для завершения печати.

Два типа поддержки FDM
Методы печати FDM используют два типа поддержки:
- Первый вид, своего рода плоская гармошка или решетка, является наиболее распространенным и лучше всего подходит для большинства отпечатков FDM.
- Другой тип представляет собой древовидную опору, которую предпочитают некоторые принтеры. Этот метод поддержки менее популярен, однако он имеет меньший контакт с поверхностью печати, что может привести к более качественной постобработке поверхности.
Оператор принтера обычно указывает тип опоры, который лучше всего подходит для вашего приложения и, таким образом, сводит к минимуму эстетическое воздействие на ваш дизайн.
Хотите узнать стоимость и варианты материалов для FDM?
Получить мгновенную сметуПросмотреть все материалы FDM 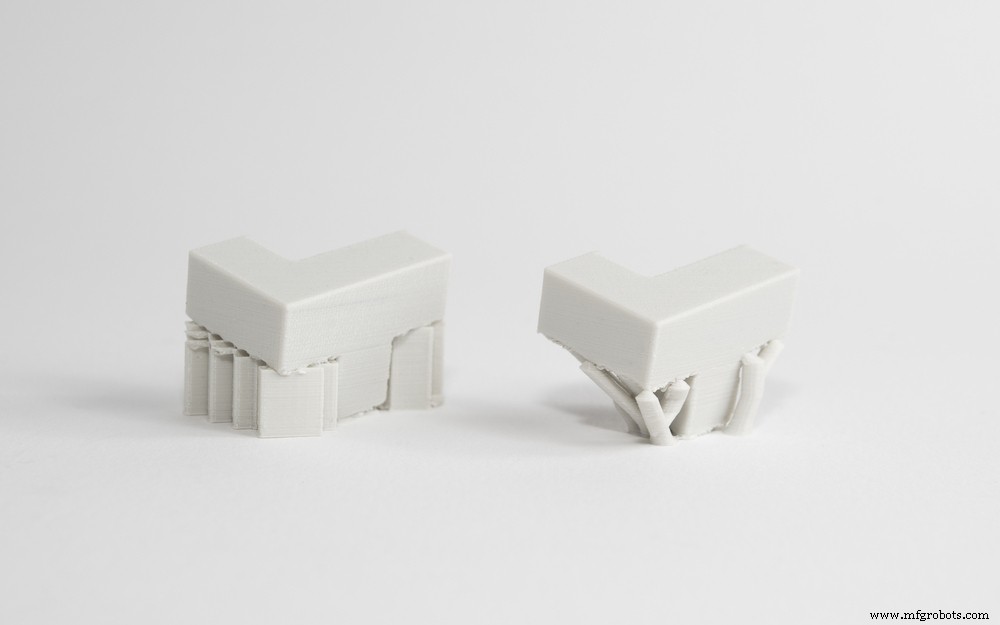
Растворимая поддержка
На точно настроенных принтерах с двумя печатающими головками материал поддержки может быть напечатан растворимым материалом, который не отрывается от детали, а вместо этого растворяется в химическом растворе, который не влияет на основной материал печатной модели.
Это улучшит качество поверхности там, где опора соприкасается с основным материалом, но может оказаться дорогостоящим и трудоемким решением.
Примером этого является машина Ultimaker 3, в которой используется поддержка, напечатанная из ПВА, который легко растворяется после печати. Все промышленные FDM-машины используют растворяемую подложку.
Структуры поддержки SLA и DLP
Стереолитография (SLA) и цифровая обработка света (DLP) позволяют создавать 3D-печатные объекты из жидкой (фотополимерной) смолы с использованием источника света для затвердевания жидкого материала.
В зависимости от конкретного типа принтера это означает, что модель либо вытягивается из чана с жидким материалом по мере того, как он затвердевает с помощью источника света через полупрозрачное окно внизу (снизу вверх), либо погружается в жидкость. поскольку верхний слой обрабатывается источником света сверху (сверху вниз).
Когда требуется поддержка в SLA и DLP?
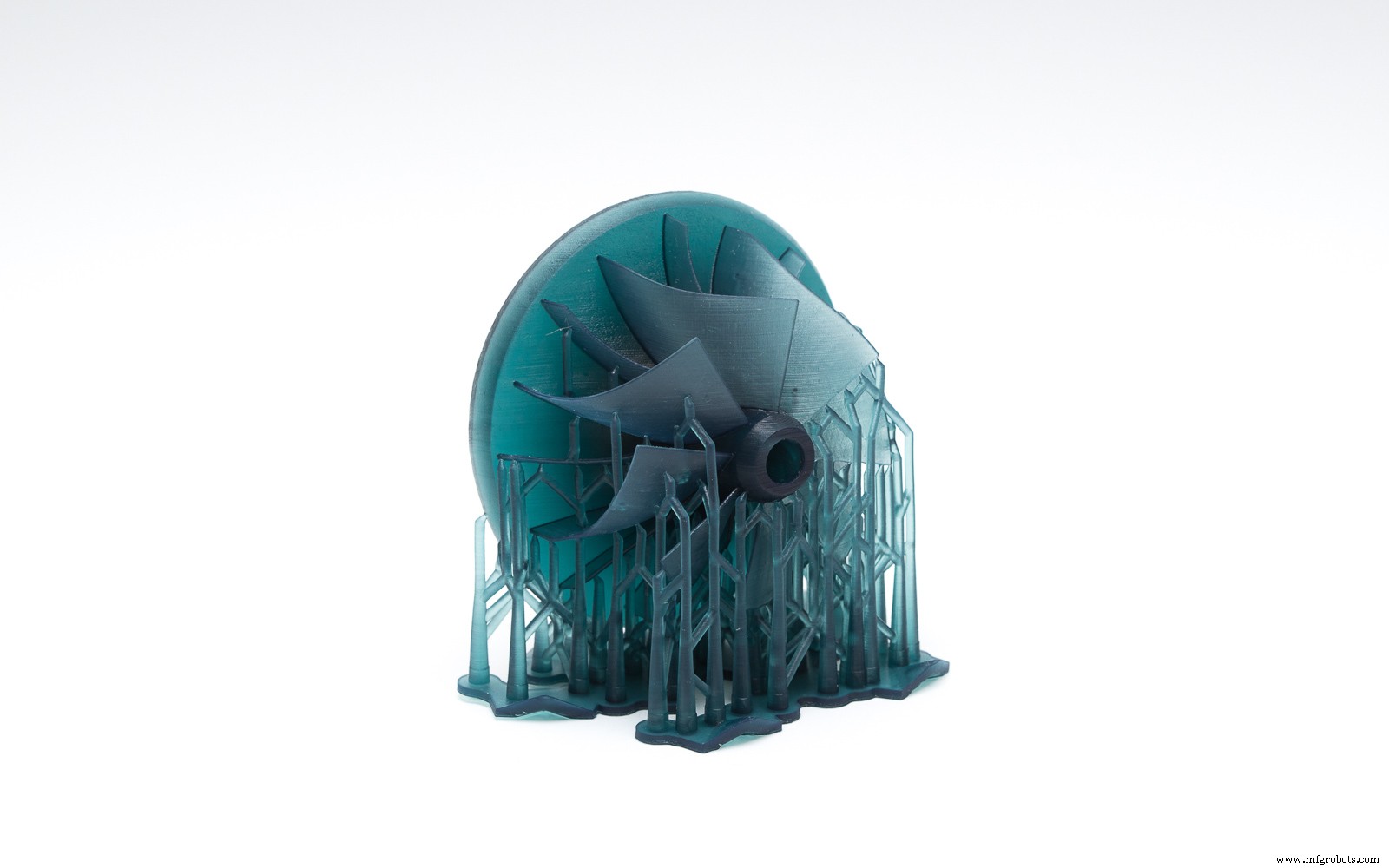
Чтобы убедиться, что отпечатки прилипают к платформе печати и не плавают в ванне, принтеры SLA и DLP почти во всех случаях требуют использования опор.
Опорные конструкции этих принтеров выглядят как тонкие ребра, только маленькие кончики которых фактически касаются модели, чтобы сэкономить материал и время печати. Количество опор, их расположение, места соприкосновения с моделью и структурой рассчитываются программой и зависят от формы, ориентации и веса печатаемой детали.
SLA и DLP — одни из самых точных технологий, способных печатать даже самые маленькие и сложные объекты с точной детализацией. При правильной постобработке использование подставок не влияет на качество печати.
Удаление вспомогательных материалов из распечаток SLA и DLP
Во-первых, изопропиловый спирт (IPA) используется для смывания жидкой смолы с готовых деталей. Опорные конструкции можно либо сломать с поверхности модели, либо удалить плоскогубцами. Места, где опора соприкасалась с объектом, затем зашлифовываются, чтобы удалить все оставшиеся следы.

Соображения по проектированию поддержки в SLA и DLP
Ориентация деталей играет решающую роль в том, где находится поддержка печати SLA и DLP. Переориентируя часть, объем поддержки (и, следовательно, стоимость печати) можно значительно сократить.
Ориентация также играет важную роль в том, где будет располагаться поддержка. Если эстетический вид поверхности компонента имеет первостепенное значение, можно также сориентировать деталь таким образом, чтобы опора практически не соприкасалась с этой областью.
Для сложных отпечатков с большим количеством деталей и множеством тонких или замысловатых элементов можно также улучшить качество и внешний вид печати, разделив отпечаток на отдельные части и затем объединив их вместе (с помощью защелкивающихся соединений, взаимосвязанных частей или клея).
Интересует стоимость и доступные варианты материалов SLA/DLP?
Получить мгновенную сметуПросмотреть все материалы SLA 
Поддерживающие конструкции Material Jetting
Технологии струйной печати материалов (Stratasys PolyJet и 3D Systems MultiJet Modeling) аналогичны струйной печати, но вместо того, чтобы наносить капли чернил на бумагу, эти 3D-принтеры наносят слои жидкого фотополимера на модельный лоток и мгновенно отверждают их с помощью УФ-излучения.
Когда необходима поддержка в Material Jetting?
Эти принтеры требуют использования поддерживающего материала во всех случаях, когда есть выступающие части, независимо от угла. Подложки либо водорастворимы, либо удаляются при постобработке с помощью плоскогубцев, водоструйной обработки, ультразвуковой ванны и пескоструйной обработки.
В отличие от FDM, поддержка этих технологий никоим образом не ухудшает внешний вид, качество поверхности или технические характеристики отпечатков. После надлежащей постобработки практически невозможно отличить части, покрытые подложкой, от остальной части отпечатка.

Соображения по проектированию опор при струйной обработке материалов
Из-за электроинструментов (водоструйный, пескоструйный), используемых во время постобработки, сложные детали модели могут быть повреждены или погнуты. Обязательно соблюдайте правила струйной обработки материалов, чтобы избежать каких-либо проблем. Если ваша модель состоит из сложных деталей и тонких проводов, вместо этого рекомендуется печать SLS.
Структуры поддержки SLS
При селективном лазерном спекании (SLS) порошкообразный материал сплавляется в камере с помощью лазера.
Для SLS нет необходимости в поддерживающих структурах, так как порошок действует как поддержка, когда объект создается слой за слоем. Это дает большую свободу дизайна, но также обычно увеличивает стоимость и время печати детали. SLS требует времени, чтобы рабочая камера остыла, а очистка отпечатка требует многоэтапного процесса окончательной обработки, включая удаление нерасплавленного порошка, обычно с помощью пневматического пистолета.
Хотите узнать стоимость и доступные варианты материалов для SLS?
Получить мгновенную сметуПросмотреть все материалы SLS 
Опорные конструкции для гидроструйной обработки связующим
Распыление связующего похоже на SLS в том, что принтер использует тонкие слои порошкообразного материала для создания объекта, но вместо использования лазера, который спекает слой вместе, эти принтеры используют связующее вещество, выдавливаемое из сопла для связывания порошка. вместе.
Как и в случае с SLS, нет необходимости в опорных конструкциях, поскольку порошок действует как опора при создании объекта, но очистка и постобработка отпечатка требуют многоэтапного процесса отделки, включая удаление нерасплавленного порошка, как правило, с помощью пневматического пистолета. 
Металлические опорные конструкции
Технологии металлической печати во всех случаях используют опорные конструкции для закрепления моделей на опорной плите в процессе сборки, но свесы с углом более 35 градусов можно строить без поддержки. Когда необходимы опоры, важно убедиться, что к ним легко получить доступ, иначе их нельзя будет удалить во время постобработки.
Использование подставок никак не влияет на качество печати, а при надлежащей постобработке все метки можно удалить с распечатанной модели.
Хотите узнать стоимость и доступные варианты материалов для 3D-печати металлом?
Получить мгновенную сметуПосмотреть все материалы для 3D-печати металлом 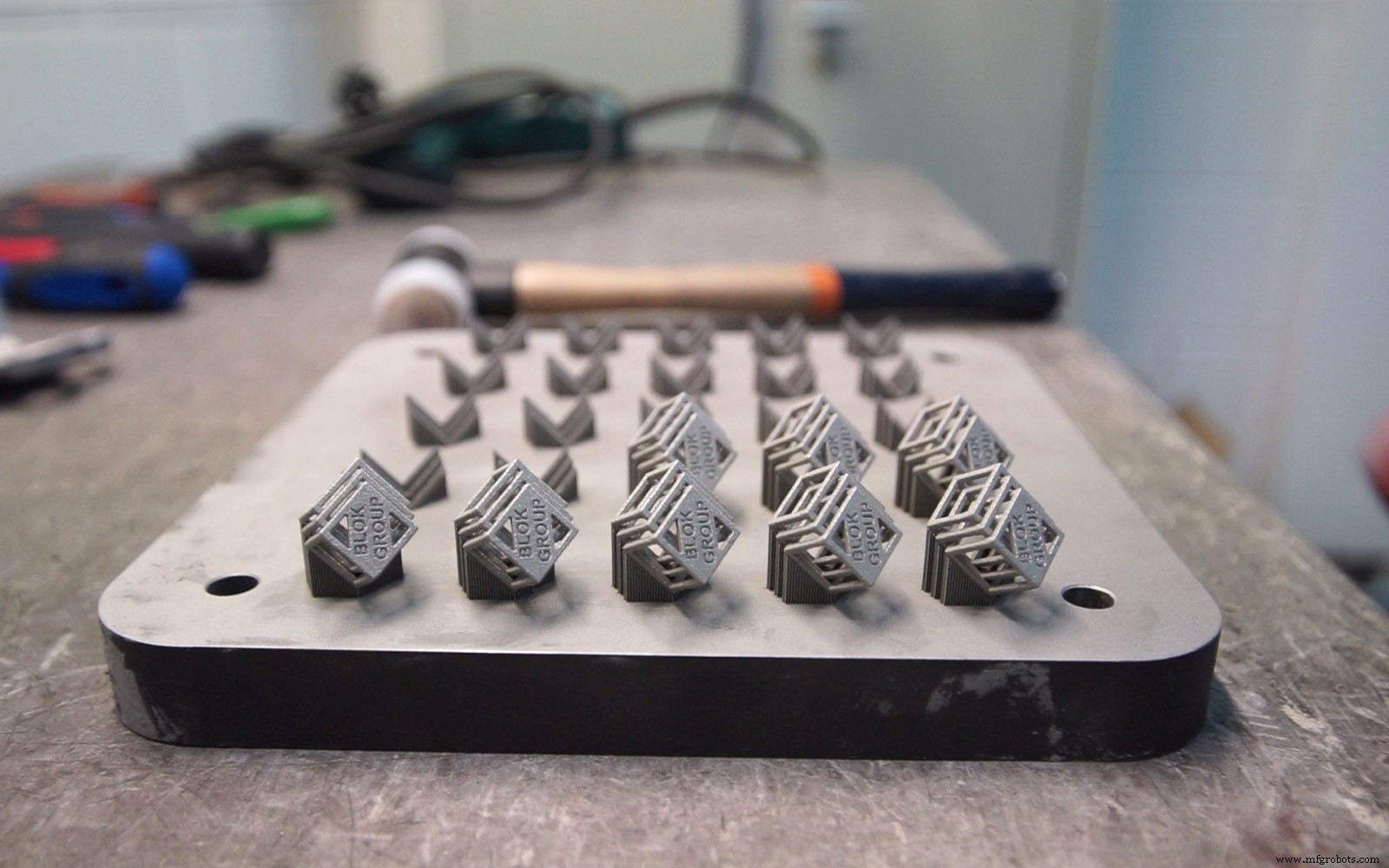
Практические правила
- Поддержка, как правило, отрицательно влияет на внешний вид детали (за исключением струйной обработки материала). Постобработка обычно требуется для улучшения качества поверхности после удаления опоры.
- Чем больше поддержки добавляется, тем сложнее может быть дизайн. Объем используемой поддержки можно оптимизировать (ориентация детали, требуемый уровень точности и т. д.), чтобы снизить затраты и время печати.
- В таблице ниже указано, требуется ли поддержка для каждой из технологий 3D-печати:
| Технология печати | Требуется поддержка |
|---|---|
| FDM | Зависит от геометрии модели |
| SLA и защита от потери данных | Всегда требуется |
| Распыление материала | Всегда, но растворимый |
| SLS | Никогда |
| Выброс связующего | Никогда |
| Печать металлом | Всегда |
3D печать
- Применение технологии 3D-печати из титанового сплава
- Python — Обзор
- Обзор биосовместимой 3D-печати
- Обзор параметров цветной 3D-печати
- Обзор технологии:когда действительно стоит перейти на 3D-печать металлом
- 3D-печать Polyjet:обзор технологии
- 3D-печать методом наплавления (FDM):обзор технологии
- 3D-печать Carbon DLS:обзор технологии
- 3D-печать с прямым лазерным спеканием металлов (DMLS):обзор технологии
- Стереолитография (SLA) 3D-печать:обзор технологии