


Высокопроизводительное производство качественных нановолокон с использованием модифицированного электроспиннинга со свободной поверхностью
Аннотация
На основе пузырькового электропрядения (BE) было представлено модифицированное электропрядение со свободной поверхностью (MFSE) с использованием конусообразного воздушного сопла в сочетании с резервуаром для раствора из медных трубок для увеличения производства качественных нановолокон. В процессе MFSE додецилбензолсульфонаты натрия (SDBS) добавляли в раствор электроспрядения для образования пузырьков на поверхности жидкости. Влияние приложенного напряжения и образовавшихся пузырьков на морфологию и производство нановолокон было исследовано экспериментально и теоретически. Результаты теоретического анализа электрического поля хорошо согласуются с экспериментальными данными и показали, что качество и производство нановолокон улучшались с увеличением приложенного напряжения, а генерируемые пузырьки снижали качество и производство нановолокон.>
Электроформование признано простым и эффективным методом производства полимерных нановолокон. Благодаря большой площади поверхности, высокой поверхностной энергии и высокой поверхностной активности и др. Электропряденые нановолокна могут использоваться в самых разных областях, таких как нетканые материалы [1], армированные волокна [2], системы доставки лекарств [3] , тканевая инженерия [4], топливные элементы [5], композиты [6], фильтрация [7], фотоника [8], сенсорика [9], суперконденсаторы [10], перевязочные материалы [11] и так далее [12, 13,14,15].
Обычный одноигольный электроспиннинг препятствует применению нановолокон в коммерческих целях из-за его низкой производительности, обычно на уровне 0,01–0,1 г / ч [16]. Желательно массовое производство качественных нановолокон для расширения возможностей применения нановолокон. Многие усилия были сосредоточены на совершенствовании производства техники электропрядения. Ding et al. [17] успешно скрутили волокна с помощью многоигольной системы электроспиннинга. Dosunmu et al. [18] разработали технику электроспиннинга с пористой трубкой. Ярин и др. [19] представили электроспиннинг со свободной поверхностью (FSE) для массового производства нановолокон, основанный на комбинации нормального магнитного и электрического полей, действующих на двухслойную систему. Jirsak et al. [20] запатентовали FSE с использованием вращающегося горизонтального ролика в качестве генератора нановолокон. Wang et al. [21] продемонстрировали новое безыгольное электроспиннинг с использованием конической металлической катушки в качестве фильеры. Лу и др. [22] сообщили о новой высокопроизводительной технике электропрядения с большим металлическим вращающимся конусом в качестве фильеры. Qin et al. В [23] представлена установка FSE, использующая медную фильеру в форме пирамиды с одной ступенькой для формирования множественных струй. Chen et al. [24] использовали газовый насос для создания пузырьков на поверхности жидкости для создания множества струй. Лю и др. [25] предложили метод электропрядения с использованием игольчатого диска в качестве фильеры для увеличения пропускной способности нановолокна. Кроме того, численное моделирование наножидкости [26] было представлено для исследования динамики заряженных струй. Систематически изучалось влияние различных параметров, таких как электрическое поле [27] и магнитное поле [28], на поведение наножидкости.
В этой статье было представлено модифицированное электроспиннинг со свободной поверхностью (MFSE) с использованием конусообразного воздушного сопла в сочетании с резервуаром для раствора из медных трубок для получения высокопроизводительного изготовления качественных нановолокон на основе пузырькового электропрядения (BE) [24]. Сопло в сочетании с резервуаром для раствора из медных трубок использовалось для создания нескольких струй для инициирования процесса электропрядения. Эффективность MFSE была экспериментально изучена путем измерения распределения диаметров и пропускной способности нановолокон. Результаты показали, что качество и производство нановолокон улучшились с увеличением приложенного напряжения. По сравнению с BE, MFSE может производить нановолокна при гораздо более высоком приложенном напряжении, что приведет к уменьшению диаметра нановолокна, улучшению распределения диаметров и повышению пропускной способности нановолокон.
Поверхностно-активные вещества обычно используются для уменьшения поверхностного натяжения растворов полимеров, которые значительно влияют на образование пузырьков. В результате образование и стабилизация пузырьков во многом зависят от состава и физико-химических свойств используемых поверхностно-активных веществ [29]. Ранее мы обнаружили, что даже небольшое количество додецилбензолсульфоната натрия (SDBS), поверхностно-активного вещества, может значительно снизить поверхностное натяжение, облегчить процесс прядения и улучшить механические свойства нановолокон электроспряденного поливинилового спирта (ПВС) [30 ]. Поэтому SDBS был добавлен в раствор для электропрядения для создания пузырьков на поверхности жидкости в этом исследовании. Влияние пузырьков на морфологию и производство нановолокон было исследовано экспериментально и теоретически. Результаты теоретического анализа электрического поля хорошо согласуются с экспериментальными данными и показали, что пузырьки снижают качество и производство нановолокон.
ПВС с 1750 ± 50 ° полимеризации и SDBS были закуплены у Sinopharm Chemical Reagent Co., Ltd. (Шанхай, Китай). Водные растворы ПВС с концентрацией 7 мас.% Готовили растворением порошка ПВС в деионизированной воде. В растворах ПВС растворяли 0,3 мас.% SDBS. Затем растворы перемешивали при 90 ° C в течение 2 ч до гомогенного состояния. Все химические вещества были аналитической чистоты и использовались без дополнительной очистки.
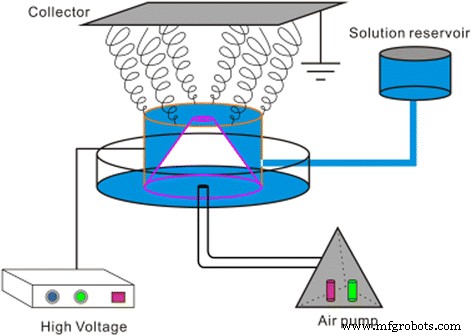
Схема аппарата MFSE представлена на рис. 1. Аппарат состоял из переменного высоковольтного генератора (0–150 кВ, TRC2020, Dalian Teslaman Technology Co., LTD), газового насоса (TEION4500co, Eiko, Япония). ), правильное круглое коническое сопло с газовой трубкой, вертикальный резервуар для раствора из медных трубок с внутренним диаметром 40 мм и высотой 30 мм и заземленный коллектор над резервуаром. Высота конусообразного сопла 20 мм; внутренний диаметр его основания составлял 40 мм, а диаметр вершины - 1,5 мм. Сопло было изготовлено из полиэтилена (PE), и его верхняя часть должна быть заподлицо с верхней частью резервуара для раствора меди. Положительный вывод генератора мощности был напрямую подключен к резервуару с раствором. Напряжение, подаваемое генератором энергии, было обозначено как напряжение вращения.
Схема аппарата MFSE
Однако резервуар для раствора в аппарате ВЭ был изготовлен из полимерных трубок. А по центру дна резервуара закрепили тонкую полимерную трубку в качестве сопла. Тонкая металлическая игла в качестве положительного электрода проходила через сопло. Сопло и игла вводились через дно резервуара и соединялись с газовым насосом и генератором соответственно. Металлический электрод приведет к снижению приложенного напряжения. По сравнению с BE, MFSE может производить нановолокна при гораздо более высоком приложенном напряжении, что приведет к повышению пропускной способности нановолокон.
Согласно исх. В [23, 29] и в нашей предыдущей работе [30] параметры электропрядения задавались следующими:концентрация ПВС 7 мас.%, Концентрация SDBS 0,3 мас.%, Приложенное напряжение варьировалось от 30 до 70 кВ, рабочее расстояние от сопла до заземленного коллектора было 13 см. Эксперименты MFSE проводились при комнатной температуре (20 ° C) и относительной влажности 60%.
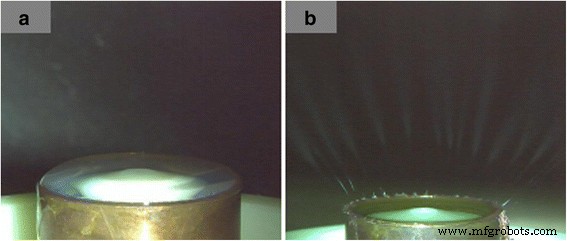
Раствор ПВС заливался в резервуар, поверхность жидкости располагалась выше сопла. Медленно открывая газовый клапан, поверхность жидкости образует дугу вокруг сопла из-за высокого поверхностного натяжения раствора. После того, как было приложено электронное поле и напряжение превысило пороговое значение, на выпуклой поверхности жидкости возникли множественные струи, см. Рис. 2.
Фотография MFSE без SDBS. а Фотография поверхности жидкости и b фотография процесса прядения
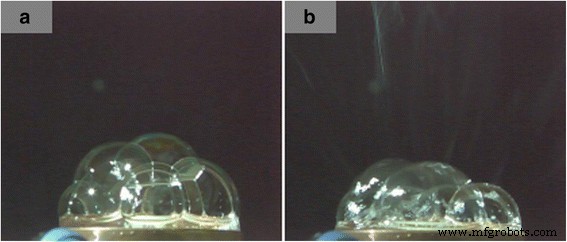
На свободной поверхности раствора полимера с добавлением SDBS образовывалось несколько пузырьков диаметром от 10 до 30 мм. Эти пузыри будут разбиты на очень маленькие на своей поверхности. Когда поверхностное натяжение маленьких пузырьков снизилось до критического значения, которое можно было преодолеть с помощью приложенного электрического поля, из пузырьков в коллектор было выброшено несколько струй, см. Рис. 3.
Фотография MFSE с добавлением SDBS. а Фотография поверхности жидкости и b фотография процесса прядения
Движение струй наблюдалось камерой высокого разрешения с частотой кадров 25 000 кадров / с (KEYENCE, VW-9000, Япония). Диаметр и расположение нановолокон электропряденого ПВС охарактеризовали с помощью сканирующей электронной микроскопии (SEM; Hitachi S-4800, Япония). Все образцы сушили при комнатной температуре и затем покрывали золотом на IB-3 (Eiko, Япония) в течение 10 мин. Морфологию матрикса и определение диаметра волокна проводили с использованием программного обеспечения Image J (Национальный институт психического здоровья, США). Распределение электрического поля рассчитывалось с помощью Maxwell 2D (ANSOFT Corporation, США).
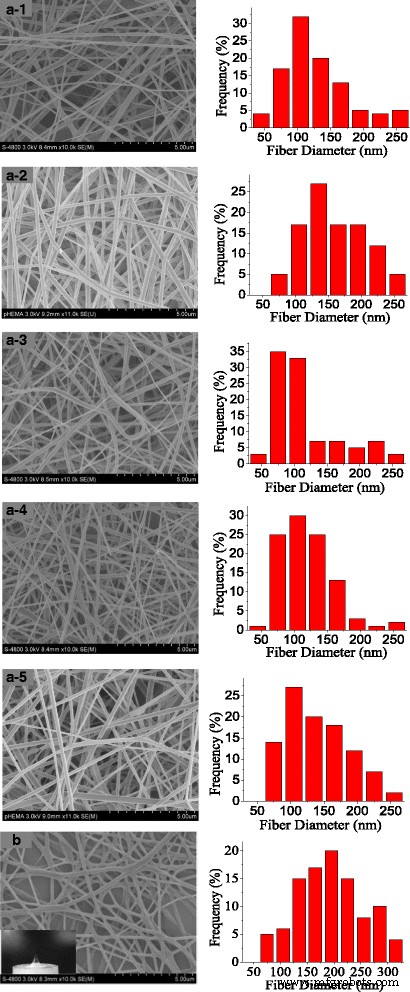
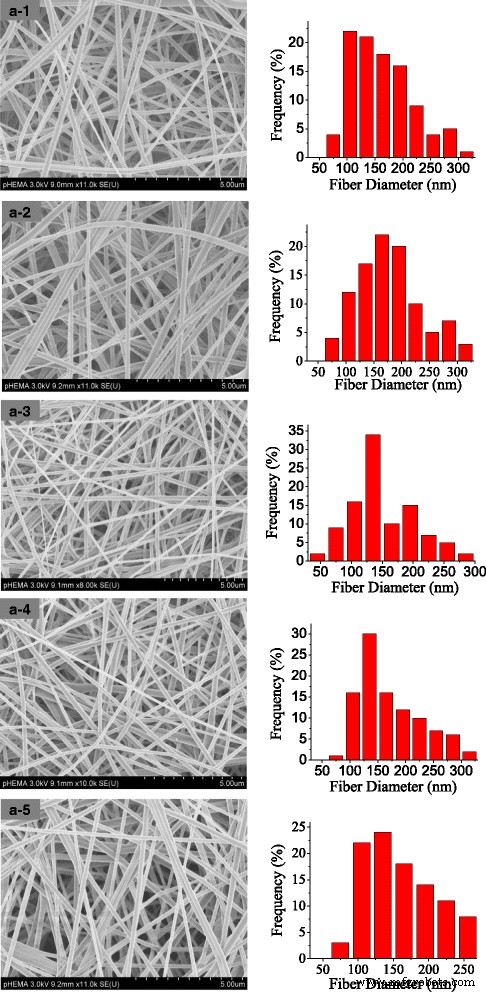
Морфология нановолокон ПВС, полученных с использованием MFSE и BE, соответственно была определена с помощью SEM. СЭМ-изображения и соответствующее распределение диаметров нановолокон с различным приложенным напряжением в процессе MFSE показаны на рис. 4a, а изображения BE - на рис. 4b. Когда приложенное напряжение составляло 30 кВ, средний диаметр нановолокон, полученных с помощью MFSE, составлял 148 ± 8,53 нм, а диаметр BE составлял 190 ± 8,26 нм. Видно, что нановолокна ПВС, произведенные MFSE, были более тонкими и однородными, чем нановолокна BE. И распределение диаметров было более однородным с увеличением приложенного напряжения в процессе MFSE.
СЭМ-изображения нановолокон ПВС. а MFSE с другим приложенным напряжением, ( a-1 30 кВ, а-2 40 кВ, а-3 50 кВ, а-4 60 кВ, а-5 70 кВ);. б BE (30 кВ). Вставка :фотография процесса BE. Правильные цифры соответствуют распределению диаметров
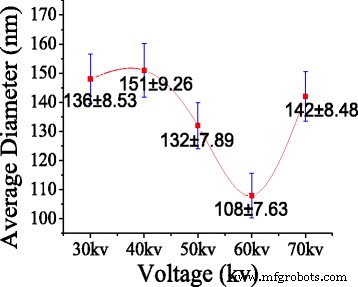
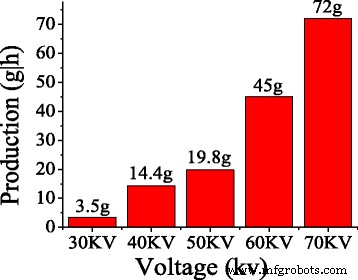
На рисунках 5 и 6 показано влияние приложенного напряжения на средний диаметр и производство нановолокон ПВС, полученных MFSE. Было очевидно, что когда приложенное напряжение было ниже 30 кВ, генерировалось очень мало струй, поскольку электрической силы было недостаточно для преодоления поверхностного натяжения. Однако, когда приложенное напряжение составляло 70 кВ, создаваемая электрическая сила быстро ускоряла движение струй вверх. И сильно ускоренное движение вверх не приведет к дальнейшему растяжению струи на более мелкие волокна. Следовательно, с увеличением приложенного напряжения в процессе MFSE средний диаметр сначала уменьшался, а затем увеличивался, и производительность увеличивалась. Было очевидно, что приложенное напряжение играет решающую роль в процессе MFSE, что напрямую влияет на производство нановолокна.
Влияние приложенного напряжения на средний диаметр
Производство с различным подаваемым напряжением с использованием MFSE
Однако резервуар для раствора, в котором закреплен металлический электрод, в установке ВЭ был изготовлен из полимерных трубок. Положительный вывод генератора мощности был подключен к металлическому электроду, что привело к снижению приложенного напряжения. Следовательно, производство нановолокон, приготовленных BE, составляло всего 3 г / ч [24].
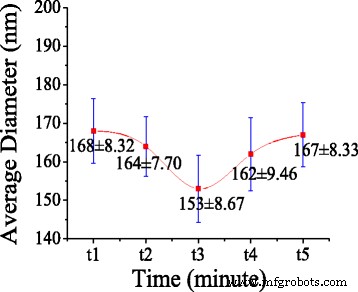
В процессе MFSE добавление SDBS к раствору PVA могло бы эффективно снизить поверхностное натяжение раствора и образовать пузырьки на поверхности жидкости. В таблице 1 показано повышение электропроводности и снижение поверхностного натяжения растворов ПВС с добавлением SDBS. На рисунках 7 и 8 проиллюстрированы СЭМ-изображения и соответствующее распределение диаметров нановолокон, полученных из раствора ПВС с 0,3 мас.% SDBS при приложенном напряжении 60 кВ и времени вращения. Видно, что диаметр нановолокон, полученных из раствора ПВС с 0,3 мас.% SDBS, был больше, чем у нановолокон, полученных из чистого раствора ПВС. А с увеличением времени прядения MFSE практически не изменил распределение диаметров нановолокон ПВС, и производство нановолокон ПВС составило 12,5 г / ч. Результаты показали, что образующиеся пузырьки увеличивают диаметр нановолокна и уменьшают производство нановолокон. Вероятно, это произошло из-за образования пузырьков, деформации и потери энергии, которую можно было использовать для дальнейшего растяжения струи на более мелкие волокна. Более того, потеря энергии может замедлить движение заряженных струй во время процесса MFSE и снизить производство нановолокон.
СЭМ-изображения нановолокон ПВС, полученных MFSE, при разном времени вращения ( a-1 5 мин, a-2 10 мин, a-3 15 мин, a-4 20 мин, a-5 :25 мин). Правильные цифры соответствуют распределению диаметров
Влияние времени формования на средний диаметр нановолокон ПВС, изготовленных MFSE
Механические свойства, такие как прочность на разрыв и относительное удлинение при разрыве, мембран из нановолокон ПВС без SDBS и с ним были показаны в таблице 2. Было видно, что как прочность на разрыв, так и относительное удлинение при разрыве мембран из нановолокон увеличивались с добавлением SDBS. Это означало, что добавление SDBS могло улучшить механические свойства мембран из нановолокон из ПВС.
Поскольку электрическое поле является основной движущей силой для генерации струй [23], возникновение струи определяется напряженностью электрического поля, и области с более высокой напряженностью электрического поля легче генерируют струи [25]. Чтобы выявить экспериментальное явление, распределение электрического поля вокруг свободной поверхности и пузырьков было рассчитано соответственно с помощью Maxwell 2D.
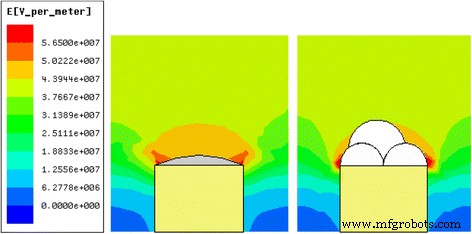
На рис.9 показаны результаты моделирования распределения электрического поля вокруг свободной поверхности и пузырьков с рабочим расстоянием 13 см и приложенным напряжением 60 кВ. Для исследуемого процесса MFSE показанное 2D-моделирование было выполнено для следующих параметров процесса:медный резервуар в качестве положительного полюса представлял собой прямоугольник шириной 40 мм и высотой 30 мм, электропроводность меди составляла 5,8 × 10
11
мкс / см, рабочее расстояние 130 мм, приложенное напряжение 60 кВ, диаметр пузырьков 20 и 25 мм, поверхностное натяжение 7 мас.% растворов ПВС без и с SDBS 45 и 33 мН / м, электропроводность этих растворов составляла 8,8 и 43 мкс / см соответственно.
Моделирование распределения электрического поля при 60 кВ (рабочее расстояние 13 см). а вокруг свободной поверхности. б вокруг пузырей
На рисунке 9а показано, что электрическое поле на изогнутой части свободной поверхности было очень неоднородным и высоким, что позволяет предположить, что эти участки должны быть более эффективными для самогенерирования струй. А край резервуара с раствором имел гораздо большую напряженность электрического поля, чем свободная поверхность из-за металлических материалов резервуара. Как показано на рис. 2, вокруг изогнутой части свободной поверхности возник ряд струй. И более высокая напряженность электрического поля вокруг края, а не на поверхности, может быть основной причиной того, что струи генерируются в первую очередь с края резервуара с раствором. Однако из пузырьков образовалось несколько струй, как показано на рис. 3. Рис. 9b показывает, что пузырьки имели более низкую напряженность электрического поля, чем изогнутая часть свободной поверхности. Поскольку электростатическая сила была основной движущей силой для ускорения движения струй, они будут двигаться быстрее в более сильном электрическом поле. Следовательно, более высокое электрическое поле на изогнутой части свободной поверхности, чем у пузырьков, может быть основной причиной того, что генерируемые пузырьки увеличивают диаметр нановолокна и уменьшают производство нановолокон. Результаты теоретического анализа хорошо согласуются с экспериментальными результатами.
В этой статье было успешно разработано высокоэффективное электроспиннинг со свободной поверхностью с использованием конусной воздушной форсунки в сочетании с резервуаром для раствора из медных трубок для получения высокопроизводительного изготовления качественных нановолокон в течение длительного времени прядения. Влияние приложенного напряжения на качество и производство нановолокон было систематически исследовано, и результаты показали, что качество и производство нановолокон улучшались с увеличением приложенного напряжения. По сравнению с BE, MFSE может производить нановолокна при гораздо более высоком приложенном напряжении, что приведет к уменьшению диаметра нановолокна, улучшению распределения диаметров и повышению пропускной способности нановолокон.
Кроме того, в раствор для электропрядения добавляли поверхностно-активный агент SDBS для образования пузырьков на свободной поверхности раствора в процессе MFSE. Экспериментально исследовано влияние пузырьков на морфологию и производство нановолокон. Результаты показали, что с увеличением времени прядения MFSE мало меняет распределение диаметров нановолокон ПВС, а образующиеся пузырьки снижают качество и производительность нановолокон. Наконец, распределение электрического поля вокруг свободной поверхности и пузырьков было рассчитано соответственно с помощью Maxwell 2D, и результаты моделирования хорошо согласуются с экспериментальными результатами.
Пузырьковое электропрядение
Компания с ограниченной ответственностью
Электропрядение со свободной поверхностью
Модифицированное электроспиннинг со свободной поверхностью
Полиэтилен
Поливиниловый спирт
Додецилбензолсульфонат натрия
Сканирующая электронная микроскопия
Массовая доля Фон
Методы
Материалы
Устройство MFSE
Процесс MFSE
Измерения и характеристики
Результаты и обсуждение
Влияние приложенного напряжения на нановолокна ПВС
Влияние SDBS на нановолокна ПВС
Теоретический анализ
Выводы
Сокращения
Наноматериалы
- Изготовление трехмерных периодических структур на основе наноболочек путем создания шаблонов с использован…
- Изготовление упорядоченного наноразмерного рисунка с использованием триблочного сополимера ABC с солью в тол…
- Электроформование на изоляционные основы путем контроля смачиваемости и влажности поверхности
- 9 преимуществ использования порошкового покрытия в металлообработке
- Преимущества использования автоматизации движения для изготовления камня
- Использование силиконовых браслетов для измерения качества воздуха
- Использование 3D-принтера для улучшения производственного процесса — видео
- Ротационная плоскошлифовальная машина и качество обработки
- Чистота указывает на качество изготовления оборудования для сбора пыли
- 7 преимуществ использования порошковых покрытий в производстве