


Двойное черновое шлифование сокращает время цикла в два раза

«Потребность производства в скорости» сегодня более актуальна, чем в прошлом, поскольку клиенты требуют более быстрого выпуска продукции. И если один производитель не может удовлетворить, заказчик найдет другую компанию, которая сможет. Поэтому многие механические мастерские изобретают процессы или инвестируют в новое и более эффективное оборудование, чтобы обеспечить
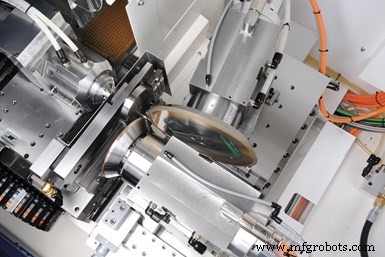
На обеих фотографиях показан процесс двойного чернового шлифования цилиндрических щипцов. Однако на верхнем фото показано, что колесо расположено под углом 10 градусов. Здесь колесо движется почти по оси детали. Круг может шлифовать более эффективно, если он продвигается в материал таким осевым движением. Тем не менее, при 90 градусах (нижнее фото) колесо может выполнять движения для задних углов и углублений, но будет внесено больше вибрации по сравнению с 10-градусным положением. Согласно Rollomatic, положение под углом 10 градусов следует использовать, если позволяет профиль. Фото предоставлено:Rollomatic Inc.
более быстрое производство.
Это относится и к производителям инструментов. Одним из процессов, который может помочь им в этом, является альтернативный процесс защемления, называемый цилиндрическим шлифованием с двойным грубым защемлением. Новый процесс шлифования не только вдвое сокращает время цикла по сравнению с традиционным щипковым шлифованием, но также выделяет меньше тепла и является более тихим процессом, среди некоторых преимуществ.
Этот метод двойного чернового шлифования был разработан компанией Rollomatic Inc. специально для подготовки заготовок твердосплавных режущих инструментов и фрез с Т-образными пазами. Этот процесс был интегрирован в шлифовальный станок ShapeSmart NP50, который был первоначально разработан в 1996 году.
Этот метод отличается от традиционного щипкового шлифования, в котором используется передний обдирочный круг для удаления большей части материала, за которым следует чистовой круг напротив для обеспечения чистовой обработки. Оба круга противостоят друг другу во время одновременного шлифования, таким образом противодействуя их давлению на деталь. И наоборот, при двукратном черновом зачистном шлифовании обе шлифовальные станции оснащены алмазными кругами с зернистостью для чернового шлифования. Эти два обдирочных колеса вращаются синхронно, но основной съем материала выполняется ведущим колесом. Другое колесо очищает материал, оставшийся от первого колеса. Расстояние отставания второго круга зависит от положения вдоль профиля, поскольку процесс двойной черновой обработки был специально разработан для сужения заготовок инструментов.
Шлифовальные шпиндели также играют важную роль в процессе. Каждый синхронный шпиндель с прямым приводом NP50 имеет пиковую мощность 19 л.с. с синхронным двигателем, который обеспечивает постоянную скорость во время работы. По данным Rollomatic, кривая крутящего момента также очень эффективна. Вращающая сила синхронного двигателя не уменьшается с увеличением оборотов.
Эффективные синхронные шпиндели на станке также выгодны, поскольку потребляют всего 35% мощности или меньше. В результате они не выделяют тепло ни машине, ни процессу измельчения. Также говорят, что они работают намного тише, даже под нагрузкой, по сравнению с их аналогом с асинхронным двигателем.
Дело в точке
Rollomatic считает, что этот метод шлифования лучше всего подходит для заготовок из твердого сплава и закаленной стали. Считается, что твердость и термостойкость этих материалов делают их лучшим выбором для шлифовки.
Например, на пробной производственной партии из 100 заготовок из цельного твердого сплава с диаметром хвостовика 5/8 дюйма, диаметром шейки 0,400 дюйма и длиной шейки 2,25 дюйма двойное черновое зачистное шлифование сократило время цикла до 5 минут и 5 минут. секунд по сравнению со временем цикла около 10 минут при обычном черновом/чистовом протяжном шлифовании, по данным компании.

Эта цельная твердосплавная заготовка с Т-образным пазом была отшлифована по технологии двойного грубого шлифования. На пробной производственной партии на щипково-шлифовальном станке ShapeSmart NP50 с двойным черновым шлифованием время цикла без загрузки/выгрузки составило 5 мин. и 5 сек.
Приемлемая отделка, улучшенная воспроизводимость
Двойное черновое зачистное шлифование позволяет достичь шероховатости поверхности от 12 до 32 микродюймов по сравнению с 1,2 микродюймов при использовании чистового алмазного круга.
Повторяемость процесса этого метода измельчения является еще одним преимуществом. Компания Rollomatic утверждает, что оператор может настроить задание по шлифованию без необходимости постоянно и тщательно настраивать оптимальные подачи и скорости.
Повторяемость технологии также позволяет производить большие партии без необходимости частой замены шлифовальных кругов. По словам компании, обдирочные круги обычно лучше удерживают углы по сравнению с чистовыми кругами с более мелким зерном.
При всех преимуществах эффективности, которые предлагает двойное черновое шлифование, на шлифовальном станке NP50 доступно еще больше возможностей, повышающих производительность.
Несмотря на то, что станок предлагает эту технологию двойного чернового защемления, на станке все еще можно выполнять черновое и чистовое защемление. Кроме того, доступны такие параметры, как измерение деталей и автоматическая загрузка единиц измерения.
Если измерение деталей в процессе производства важно для применения, Rollomatic предлагает диаметрометр Marposs в качестве опции для станка. Блок измеряет диаметр в одном месте по оси инструмента, а обратная связь сигнализирует машине произвести автоматическую компенсацию положения колеса. По словам компании, эта коррекция полезна в случаях изменения температуры окружающей среды и износа шлифовального круга. Датчик также можно использовать для измерения плоских поверхностей и предварительной настройки круглого положения детали в соответствии с плоской поверхностью.

Шлифовальный станок ShapeSmart NP50 не только выполняет традиционное шлифование, но также был модернизирован для использования технологии двойного грубого шлифования. Двойное черновое зачистное шлифование вдвое сокращает время цикла, улучшает качество поверхности, а также снижает выделение тепла и шума.
В стандартную машину NP50 также можно интегрировать автоматизированные загрузочные устройства. Компания разработала трехосевой высокоскоростной автоматический загрузчик инструмента с возможностью быстрой настройки. В нем используются предварительно откалиброванные кассеты и конструкция захвата, которая позволяет удерживать различные диаметры без необходимости переустановки положения захвата.
Ролломатик | rollomatic.ch/ru
Промышленное оборудование
- Повышение рентабельности производства за счет исправных режущих инструментов
- Теория шлифовального круга | Металлы | Отрасли | Металлургия
- Endworking Turret сокращает время цикла
- Job Shop сокращает время обработки на 60 процентов
- Использование резкого точения для сокращения времени заточки
- Двухшпиндельный патрон с ЧПУ сокращает время производства
- Как сократить время цикла в автомобильной обработке
- Время цикла и время такта:почему важны различия
- Расчет времени цикла обработки с ЧПУ
- Плоское шлифование по старинке