


Как сэкономить время при установке кулачков на трехкулачковые патроны
Трехкулачковые патроны являются одними из наиболее часто используемых зажимных приспособлений на токарных станках с ЧПУ. Двумя распространенными методами крепления верхнего инструмента (обычно твердых или мягких кулачков) к основным кулачкам патрона являются системы быстрой смены и тройниковые гайки.
Какие существуют методы установки челюстей?
Системы быстрой замены упрощают снятие и крепление каждой губки с помощью полуоборота ключа крепления, но оставляют большое расстояние между зубьями. Это создает проблему для точного размещения кулачков и часто требует большего удаления материала при растачивании мягких кулачков.
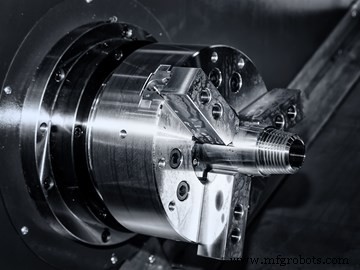
Фото предоставлено:Getty Images
Для использования тавровых гаек требуется одна гайка на кулачок и закрепление каждой из них двумя винтами с головкой под торцевой ключ. Шаг зубцов при этом методе меньше, что обеспечивает более точное разрешение для размещения. Но поскольку шаг настолько мал, а на мастер-кулачке много насечек, операторам может быть сложно установить все три губки с правильными насечками с первой попытки. Поскольку этот процесс также требует затягивания шести винтов, установка челюстей может быть утомительной и занимать много времени.
Если основные кулачки трехкулачкового патрона имеют мелкие насечки и если каждая кулачка закреплена двумя винтами с головкой под ключ, то установка кулачка, вероятно, займет больше времени, чем следовало бы, особенно для операторов начального уровня. Время усугубляется, если никто не документирует положение установки кулачков после того, как кулачки, наконец, находятся в правильном зубчатом зацеплении, операторам придется повторять эту утомительную задачу каждый раз, когда они запускают работу.
Описанная ниже техника позиционирования лучше всего подходит для специальных челюстей. Это челюсти, используемые для повторяющихся работ. После завершения производственного цикла специальные челюсти откладываются до тех пор, пока задание не будет запущено снова.
Как повысить точность монтажа
Недорогой высококачественный лазерный целеуказатель может упростить процесс установки челюсти. Тонкий луч лазерного целеуказателя генерирует небольшую точку, указывающую на то место, где оператор должен установить каждую челюсть. Это избавляет оператора от необходимости считать зубцы и избавляет от догадок при установке кулачков.
Тем не менее, операторы также должны найти способ правильно установить лазерный целеуказатель в револьверной головке станка, чтобы он указывал по оси Z на патрон. Одним из способов установки круглых лазерных указателей является размещение их в отверстии держателя расточной оправки, хотя для этого операторы должны выделить револьверную станцию только для лазерного указателя. В этой ситуации постоянное хранение лазера в турели должно сэкономить время, а также сократить замену и удаление всякий раз, когда вашему магазину нужен лазер. Однако операторам необходимо будет защитить лазер от охлаждающей жидкости и мусора, образующихся при выполнении программы.
Как откалибровать лазер
После установки лазерного указателя операторы должны откалибровать его положение в соответствии с желаемым положением челюстей. Один из способов сделать это — установить набор кулачков нормально, и с установленными кулачками операторы могут контролировать регистр по оси X на странице положения «Станок» FANUC CNC — или эквивалент на станках других производителей — чтобы узнать Расположение по оси X от исходного положения станка.
Для наилучшей точности операторы должны сомкнуть губки (внутрь для внешнего зажима) и включить лазерный целеуказатель. Использование маховика станка должно привести ось X к месту, где лазерный луч находится прямо на зажимной поверхности челюсти. В этот момент регистр оси X страницы положения «Машина» должен отображать расстояние (в диаметре) от контрольной точки оси X. Для нашего примера мы скажем, что регистр оси X показывает значение -8,3735 дюйма. Добавьте эти команды в программу ЧПУ, чтобы сохранить положение для последующего использования (и обязательно сохраните эту программу, чтобы запомнить добавленные команды):
- .
- .
- N450 M30 (конец программы обработки)
- N999 (специальная последовательность для позиционирования лазерного указателя)
- G28 U0 (перемещение станка в референтную позицию по оси X)
- U-8.3735 (Переместите лазерный указатель в положение установки челюсти)
- M30 (конец специальной последовательности)
В следующий раз, когда оператор запустит задание, он просканирует последовательность N999 и запустит программу оттуда. Машина автоматически установит лазерную указку в положение установки челюсти и остановится.
В качестве альтернативы операторы могут откалибровать лазерную указку, запрограммировав перемещение луча на желаемый диаметр установки челюстей перед установкой челюстей. В этом методе операторы должны определить диаметр, на который направлен лазерный луч, когда он находится в исходном положении по оси X, а затем рассчитать диаметр установки губок (с губками в зажатом положении). Операторам необходимо знать ход кулачков, чтобы убедиться, что кулачки зажимают деталь на полпути. Когда известны оба диаметра, вычитание диаметра установки челюсти из диаметра исходного положения даст значение U-слова в специальной последовательности, показанной выше (хотя U-слово будет отрицательным).
Промышленное оборудование
- Анкеры для гипсокартона:как они работают и когда их использовать
- Скорость 3D-печати:как это влияет на время сборки
- Как оптимизировать производственные системы и сэкономить время
- Как узнать, когда пора заменить дисковые тормозные системы нефтяной вышки
- Осмотр мостовых кранов:как, когда и зачем?
- Как определить неисправность промышленного редуктора
- Как определить время обслуживания крановых тормозов
- Модернизация кранов:когда пора?
- Проверка кранов:когда, зачем и как?
- Как выбрать промышленное оборудование?