


5 способов, которыми может помочь внешнее рабочее смещение
Все обрабатывающие центры с ЧПУ имеют некоторую форму настройки рабочей системы координат, обычно называемую смещением приспособления, которая используется для указания местоположения начала программы. Программист выбирает каждое начало координат, положение, от которого задаются программные координаты, исходя из того, как расположена заготовка при наладке. Выбор логического начала программы позволяет программисту легко определить запрограммированные координаты, а наладчику — назначить нуль программы во время настройки.
При обычном использовании каждое смещение приспособления используется для указания расстояния и направления по каждой оси от исходного положения станка до исходной точки программы. Это часто связано с длительными измерениями с использованием шпиндельного щупа, циферблатного индикатора или искателя кромок. Если приспособление для повторной работы сертифицировано, эти измерения необходимо проводить только один раз. В противном случае измерения необходимо повторять при каждом запуске задания.
Поскольку только что описанный метод очень популярен, вы можете не знать, что может быть лучшая альтернатива. В ЧПУ FANUC внешнее рабочее смещение (номер рабочей системы координат) позволяет сместить точку отсчета для ввода смещения приспособления из исходного положения станка в более логичное положение.
Как вам может помочь внешнее рабочее смещение?
Вот пять способов, которыми может помочь внешнее рабочее смещение.
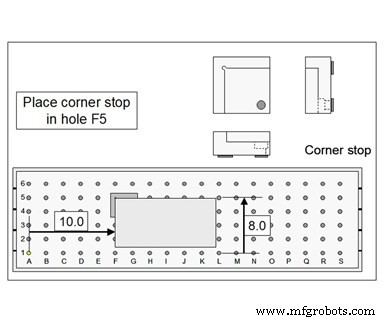
Во-первых, внешнее рабочее смещение следует применять, когда вы знаете (или можете легко рассчитать) расстояние от известного/постоянного положения до начала каждой программы. Например, в вертикальном обрабатывающем центре вы можете установить квалифицированный инструмент для крепления на опорную плиту, как показано на рисунке справа.
С помощью такого инструмента можно легко рассчитать расстояние по осям X и Y между установочными поверхностями (начало программы XY) до нижнего левого отверстия. В этом примере отверстия находятся на точных 2-дюймовых центрах. Вы также можете определить расстояние по оси Z между поверхностью размещения оси Z и верхом основания.
В регистры внешнего рабочего смещения X и Y введите расстояния по осям X и Y от исходного положения станка до левого нижнего отверстия (отверстия A1). В регистре Z введите расстояние от вершины шпинделя до верха плиты. С этого момента смещение ваших приспособлений можно указывать от нижнего левого отверстия по XY и от верхней части опорной плиты по Z.
Это избавит от необходимости измерять значения назначения источника программы. Конечно, вы можете использовать команду настройки данных (G10), чтобы указать соответствующие значения из программы, что устраняет необходимость их ручного ввода специалистом по установке. Это эффективно устраняет задачу установки нуля программы из программы установки.
Второй случай, когда внешнее смещение может помочь, — это горизонтальные обрабатывающие центры с квадратными поворотными столами. Поверхности размещения для большинства приспособлений измеряются от центра стола. Таким образом, может быть лучше всего сместить точку отсчета к центру стола по XY и к столешнице по Z. Таким образом, программные нулевые значения можно определить по чертежу приспособления. Опять же, эти записи можно запрограммировать с помощью команд G10.
В-третьих, внешнее рабочее смещение может помочь вам справиться с несоответствием конусности шпинделя от одного обрабатывающего центра к другому. Если вы считаете необходимым использовать разные значения компенсации длины инструмента для данного режущего инструмента в зависимости от того, какой станок используется, используйте внешнее смещение (регистр Z), чтобы указать величину несоответствия. Таким образом, режущие инструменты могут быть легко распределены между машинами.
В-четвертых, если у вас произошел сбой (сбой), вы можете обнаружить, что оси немного не выровнены, что означает, что значения присваивания нуля программы для квалифицированных настроек больше не являются правильными. Используйте внешнее рабочее смещение, чтобы указать величину смещения по каждой оси. Для описанного выше примера опорной плиты это будет так же просто, как повторное измерение расстояний по осям XY до нижнего левого отверстия и верхней части опорной плиты по оси Z.
В-пятых, вы можете увеличить регистр внешнего рабочего смещения по оси Z при работе всухую, чтобы режущие инструменты находились дальше от их конечных точек по оси Z. Это делает пробный прогон более безопасным.
Промышленное оборудование
- 5 способов, которыми 3D-печать может преобразовать электронную промышленность
- 5 способов, которыми 3D-печать может принести пользу индустрии игрушек
- Мебель Century бьет все шансы (и вы тоже можете!)
- Как технологии Интернета вещей могут помочь окружающей среде
- 5 способов, как автоматизация производственного процесса может сэкономить вам деньги
- Как программные роботы могут помочь вам взять под контроль «новую норму»
- Важность предотвращения коррозии и как полиуретан может помочь
- Почему вы можете положиться на качество кранов Demag
- 8 способов обеспечить безопасность вашего MacBook в общественном месте
- 5 проверенных способов использования роботов в индустрии пластмасс