


Языки программирования ЧПУ — G-код и M-код
Аббревиатура ЧПУ в термине станок с ЧПУ означает Компьютерное числовое управление. Обычно, когда мы думаем об обработке с ЧПУ, мы представляем станок с ЧПУ, но на самом деле современные станки с ЧПУ представляют собой более широкий термин. Промышленные роботы и некоторые управляемые компьютером измерительные машины также являются станками с ЧПУ.
Это был 1952 год, из-за необходимости точной обработки деталей в авиационной промышленности, когда Джон Т. Парсонс в сотрудничестве с IMB (International Business Machines Corporation) и MIT (Массачусетский технологический институт) разработал первую фрезерную машину с ЧПУ. машина. С тех пор более интеллектуальное промышленное производство получило широкое распространение, а обработка с ЧПУ стала доступной для всех отраслей промышленности, наряду с появлением и использованием языков программирования ЧПУ — G-кода и M-кода.
Что такое G-код и M-код?
На протяжении всей 70-летней истории развития станков с ЧПУ для их программирования использовались различные языки программирования не только G-код и М-код. Так, вначале станок-первопроходец Парсонса программировался с помощью просверленных лент, а позже, в 1956 году, был разработан специальный язык программирования (язык программирования APT) для обработки с ЧПУ.
RS-274 или более известный как G-код, о котором также рассказывается в этой статье, был создан в том же десятилетии. G-код разработан на языке программирования APT, который содержит данные о расположении или геометрии фрезы (инструмента), а также другие негеометрические функции станка, такие как скорость вращения шпинделя, охлаждение и т. д. Функции RS-274 (коды G и M) наследуют основы из языка программирования APT с небольшими изменениями, которые сделали программы короче и удобнее для блока управления станком.
| APT | Коды G и M |
| ПЕРЕХОД К {X, Y, Z} | G1, G2, G3 {X, Y, Z} |
| ФЕДРАТ | F |
| Шпиндель по часовой стрелке / против часовой стрелки | S M3/M4 |
| ОХЛАЖДЕНИЕ ВКЛ/ВЫКЛ | M8 M9 |
| ФИНИ | M30 |
Язык программирования RS-274 часто называют «G-кодом», поскольку он в основном состоит из G-функций (G-кодов). Но он сам по себе также содержит не менее важные М-функции (М-коды). По этой причине необходимо дать определение этим терминам, т.е. четко и прямо ответить на следующие вопросы:
- Что такое G-коды?
- Что такое M-коды?
- В чем разница между G-кодом и M-кодом?

Что такое G-коды?
G-код, то есть G-функции, отличающиеся от M-кода, в первую очередь связаны с определением геометрии. Очевидно, что «G» в названии «G-код» означает слово «Геометрия». Таким образом, G-коды будут включать в себя функции выбора системы координат, рабочей плоскости, единиц программирования, установки режима программирования (абсолютного или пошагового), перемещения инструмента в ускоренном и рабочем режимах и т.д.
Что такое M-коды?
М-коды или М-функции относятся к функциям, связанным с работой машины. Можно сказать, что «М» в термине «М-код» означает слово «Машина». Обычно при программировании станков с ЧПУ в эти функции могут быть включены следующие функции:включение или выключение главного шпинделя, включение или выключение охлаждения, автоматическая смена инструмента и т.д.
В чем разница между G-кодом и M-кодом?
Как мы представили, G-коды строго относятся к геометрии процесса обработки детали, а М-коды — к отдельным функциям станка. Можно сказать, что G-коды показывают «Как инструмент перемещается по отношению к заготовке», а M-коды «Что делает станок в процессе обработки».
В дополнение к основным функциям G-кода и М-кода в языке программирования RS-274 существует множество вспомогательных функций:
- X,Y, Z – координаты точки позиционирования
- I,J, K — координаты расстояния между начальной точкой и центром окружности (в следующих примерах — «СС»)
- F-скорость интерполяции
- S-скорость шпинделя
- Т-номер инструмента
- H-номер смещения высоты инструмента
- D-номер смещения радиуса инструмента
Список основных G-кодов
| Основные функции | Описание | Вспомогательные функции |
| G0 | Быстрое позиционирование (линейное) | X, Y, Z |
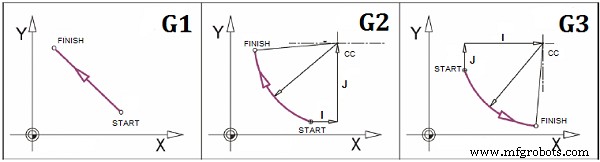
| G1 | Линейная интерполяция | X, Y, Z, F |
| G2 | Круговая интерполяция по часовой стрелке | X, Y, Z, I, J, K, F |
| G3 | Круговая интерполяция против часовой стрелки | X, Y, Z, I, J, K, F |
ПРИМЕР 1:
Предложение в G-коде:G1 X10 Y50 F100
Объяснение:Инструмент перемещается линейно к нужной точке (Координаты:X=10 мм, Y=50 мм) со скоростью 100 миллиметров в секунду.
Предложение в G-коде:G2 X10 Y50 I10 J40 F100
Объяснение:Инструмент перемещается по кругу (по часовой стрелке) в нужную точку (координаты:X=10 мм, Y=50 мм) со скоростью 100 миллиметров в секунду; Положение центра окружности относительно начальной точки:+10 мм по оси X и +40 мм по оси Y
Предложение в G-коде:G02 X50 Y10 I40 J-10 F75
Объяснение:Инструмент перемещается по кругу (по часовой стрелке) в нужную точку (координаты:X=50 мм, Y=10 мм) со скоростью 75 миллиметров в секунду; Положение центра окружности относительно начальной точки:+40 мм по оси X и -10 мм по оси Y.
| Основная функция | Описание | Вспомогательные функции |
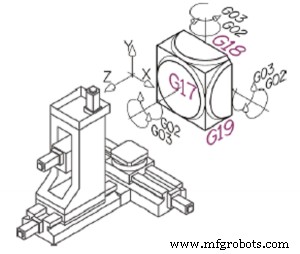
| G17 | Выберите XY для рабочей плоскости | / |
| G18 | Выберите ZX для рабочей плоскости | / |
| G19 | Выберите YZ для рабочей плоскости | / |
| G20 | Единицы:дюймы (дюймы) | / |
| G21 | Единицы:миллиметры (мм) | / |
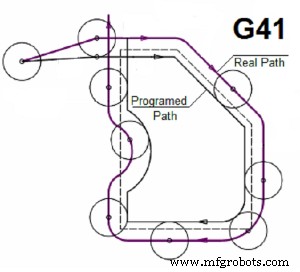
| G41 | Компенсация радиуса инструмента – слева | Д, Х, Г, Я |
| G42 | Компенсация радиуса инструмента – справа | Д, Х, Г, Я |
| G40 | Компенсация радиуса инструмента – выкл. | / |
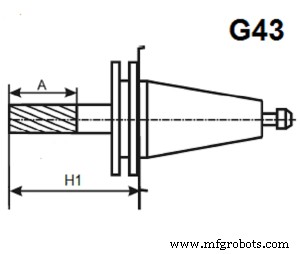
| G43 | Компенсация смещения высоты инструмента | Ч, Я |
| G49 | Компенсация смещения инструмента по высоте – выкл. | / |
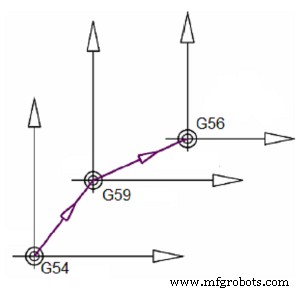
| G54 | Система координат станка | / |
| G55 | Системы рабочих координат | / |
| G56 | Системы рабочих координат | / |
| G57 | Системы рабочих координат | / |
| G58 | Системы рабочих координат | / |
| G59 | Системы рабочих координат | / |
ПРИМЕР 2:
<и> Предложение в G-коде: G21 G17 G55
Объяснение:установка единиц программирования в миллиметры; Выбор рабочей плоскости XY; Выбор системы координат G55
Предложение в G-коде: G43 H1 Z100
Объяснение:установка компенсации смещения высоты инструмента на H1 («H1» — это позиция, в которой значение высоты инструмента сохраняется в памяти станка с ЧПУ) и выбор новой позиции (координата:Z=100 мм)
Предложение в G-коде: G41 D1 X15
Объяснение:установка компенсации радиуса инструмента слева на D1 («D1» — это позиция, в которой значение радиуса инструмента сохраняется в памяти станка с ЧПУ) и выбор новой позиции (координата:X=15 мм); Пока инструмент перемещается в требуемое положение, он медленно перемещается влево, поэтому, когда инструмент достигает требуемого положения, компенсация радиуса инструмента завершается.
Предложение в G-коде: G40 G49
Объяснение:Отмена компенсации радиуса инструмента; Отмена компенсации смещения высоты инструмента
| Основная функция | Описание | Вспомогательные функции |
| G90 | Абсолютное программирование:координаты относительно рабочей системы координат | / |
| G91 | Инкрементальное программирование:координаты относительно системы координат i в текущей позиции | / |
Список базовых M-кодов
| Основная функция | Описание | Вспомогательные функции |
| М00 | Остановка программы | / |
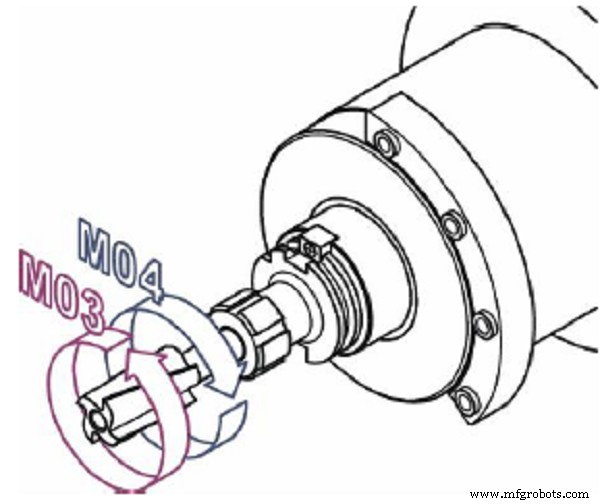
| М03 | Шпиндель включен (по часовой стрелке) | С |
| М04 | Шпиндель включен (против часовой стрелки) | С |
| М05 | Шпиндель выключен | / |
| М06 | Изменение инструмента автоматизации | Т |
| М08 | Охлаждение включено | / |
| М09 | Охлаждающая жидкость выключена | / |
| М30 | Конец программы | / |
| М98 | Вызов подпрограммы | «Имя подпрограммы» |
| М99 | Возврат из подпрограммы | / |
Как запрограммировать станок с ЧПУ
Программирование ЧПУ — это буквенно-цифровое форматирование данных (коды G и M) по геометрии и технологии деталей, которые необходимо обрабатывать на таком станке, а также другое программирование, которое обычно выполняют производители станков.
Программирование станков с ЧПУ с использованием G-кода в основном основано на предложениях, что можно увидеть в предыдущих примерах, где объяснение G-функций было выполнено как интерпретация предложений программы, написанной в G-коде. Существует несколько методов программирования ЧПУ, т.е. генерация кодов G и M:
- Ручное программирование,
- Программирование в работе и
- Программирование с использованием систем CAD (автоматизированное проектирование)/CAM (автоматизированное производство).
Ручное программирование
При ручном программировании ЧПУ программист, основываясь на собственных знаниях и опыте, а также имеющейся информации о станках, инструментах, принадлежностях станков, режимах обработки, применяя инструкции по программированию, вручную записывает геометрическую и технологическую информацию, необходимую для выполнения буквенно-цифровой программы. Ручное программирование можно организовать в виде следующих основных действий:
- Определение планов обработки, базирования и инструментов,
- Перевод геометрической информации с помощью рабочего чертежа для планирования маршрута.
- Инструменты и объединение их в блоки в соответствии с порядком обработки,
- Написание и завершение программ в виде листа программ (G-код) и
- Перенос информации из листа программы в память блока управления
Программирование в работе
Чтобы постоянно совершенствовать метод программирования ЧПУ, а также из-за желания поставить программирование на сам станок, чтобы еще больше и проще применять ЧПУ, некоторые производители предлагают блоки управления, которые поддерживают программирование непосредственно на станке. сам. Хотя с самого начала применения ЧПУ существовала возможность непосредственного программирования на станке в так называемом режиме MDI (ручной ввод данных), программирование в работе представляет собой совершенно новый метод программирования.
С помощью этого метода блок управления, который его поддерживает, интегрировал дополнительные функции, которые избегают классического программирования с использованием G-кода. Программирование здесь сводится к интерактивному диалогу между оператором и блоком управления через клавиатуру и графический интерфейс пользователя, который может генерировать простые контуры обработки, а также типизированные циклы обработки. Блок управления на основе введенных запросов выполняет необходимые расчеты траектории инструмента и автоматически генерирует G-код.

Программирование с использованием систем CAD/CAM
Геометрия деталей, используемых, например, в аэрокосмической, военной и других отраслях промышленности, очень сложна с поверхностями второго порядка, которые требуют многоосевой обработки (3-осевая, 4-осевая и 5-осевая обработка с ЧПУ). . Сложные программы для обработки таких поверхностей требуют несколько тысяч блоков (предложений), написание которых очень сложно и занимает много времени. Поэтому необходимо было использовать компьютеры для технологической подготовки, т.е. программирования станков с ЧПУ для обработки вышеуказанных деталей на основе G-кода и М-кода.
Программирование CAD/CAM можно классифицировать как компьютерное программирование ЧПУ. Интеграция CAD и CAM привела к улучшениям в программировании ЧПУ, особенно с точки зрения упрощения программирования. Теперь программисту не нужно думать об определении геометрии, этим занимается программное обеспечение CAD/CAM. Программисту остается то, что путем активного взаимодействия с системой в программу он добавляет другую техническую информацию, такую как захваты, базирование, зажим, режущий инструмент, режимы обработки. Следует подчеркнуть, что существует интеграция CAD/CAM и CAPP (Computer Aided Process Planning), которая также разрабатывает решение для этих требований.
Вот как выглядит Процедура программирования станка в среде CAD/CAM:
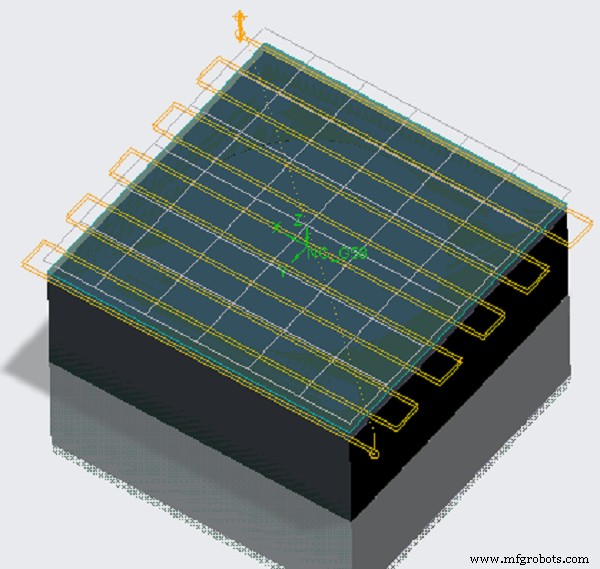
- Моделирование моделей CAD,
- Планирование обработки с использованием доступных CAM-стратегий для обработки и расчета траекторий движения инструмента и получения файла CL (расположение резца),
- Имитация траектории инструмента и имитация удаления материала для проверки программы и обнаружения возможных ошибок и столкновений,
- Постобработка файла CL и получение G-кода с помощью постпроцессора для выбранного компьютера,
- Перенесите G-код на блок управления. Подготовка инструментов и заготовок. Установите заготовку на станок,
- Проверьте условия и режимы обработки, проверьте скорости и ускорения, которые могут существенно повлиять на качество обработки и
- Обработка заготовки на станке.
Заключение
Хотя сегодня существуют методы программирования, которые не требуют знания функций G и M (Программирование в работе и программирование ЧПУ CAD/CAM), программист должен их знать, потому что в особых ситуациях иногда требуется программирование вручную. Положительным моментом является то, что коды G и M языка программирования можно назвать универсальными, а это значит, что зная коды G и M можно запрограммировать все станки с ЧПУ, с минимальными различиями в синтаксисе, которые очень быстро осваиваются, если знать основы Коды G и M. Вы беспокоитесь о том, чтобы найти профессионального программиста ЧПУ для вашего проекта? Не волнуйтесь, WayKen — производитель с более чем 20-летним опытом работы в сфере обработки с ЧПУ, с передовыми технологиями производства и опытными инженерами с ЧПУ, готовыми удовлетворить ваши потребности в дизайне продукта. Получите мгновенное предложение сегодня!
Станок с ЧПУ
- станков с ЧПУ
- Различия между G-кодом и M-кодом
- Понимание кодов G и M как профессионал [Полное руководство]
- Введение в G-код ЧПУ
- Циклы программирования ЧПУ или стандартные циклы ЧПУ плюсы и минусы
- Принципы и приложения программирования ЧПУ
- Методы программирования ЧПУ:руководство по эффективным методам и приложениям для опытных пользователей
- Бесплатная загрузка руководств по программированию и обслуживанию ЧПУ Hurco
- G71 Пример кода цикла черновой токарной обработки – Программирование токарного станка с ЧПУ
- Основы программирования ЧПУ – учебные пособия с примерами программного кода