


Цикл сверления Sinumerik 840D Код примера программирования ЧПУ CYCLE81
Пример кода программирования ЧПУ, который показывает, как оператор станка с ЧПУ может использовать цикл центрирования сверления Siemens Sinumerik 840D CYCLE81.
В приведенном ниже примере кода показаны различные методы сверления с помощью цикла сверления CYCLE81.
Краткий обзор SINUMERIK CYCLE81
15RTP – Плоскость возврата или Плоскость отвода (абсолютная)
RFP – Базовая плоскость (абсолютная)
SDIS – Безопасное расстояние (вводится без знака)
DP – Конечная глубина сверления (абсолютная)
DPR – конечная глубина сверления относительно базовой плоскости (вводится без знака)Подробное объяснение см. в Sinumerik 840D CYCLE81 «Программирование цикла центрирования сверления».
В приведенном ниже программном коде используются оба метода задания конечной глубины сверления:абсолютный (DP) и относительный к базовой плоскости (DPR).
Пример программы Sinumerik 840D Drill Cycle CYCLE81
Пример программирования Sinumerik 840D CYCLE81
23N10 Скорость сверления, направление и подача и т. д.
Инструмент N20 перемещается в начальную точку по оси Z.
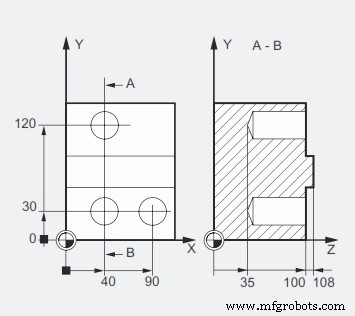
N30 Первая позиция сверления X40 Y120.
Сверло N40 быстро достигает позиции RFP + SDIS 100 + 2
и начнет бурение до тех пор, пока не достигнет DP, равного 35
и отступит до RTP, равного 110.N50 Следующее положение бурения Y30
Сверло N60 быстро достигнет позиции RFP + SDIS 102 + 0 (поскольку SDIS опущен).
и начнет бурение до достижения DP, равного 35
, и втянется в RTP, который равен 110.N70 Некоторые изменения в подаче.
N80 Позиция сверления X90
Сверло N90 быстро достигнет позиции RFP + SDIS 100 + 2
Поскольку абсолютная глубина сверления опущена
теперь ЧПУ будет рассчитывать конечная глубина сверления с использованием значения относительно опорной точки (DPR)
Конечная глубина сверления (DPR) =положение опорной плоскости (RFP) – положение конечной точки глубины 35 (см. размер на изображении выше)
DPR =100 – 35
DPR =65
Как полностью контролировать число проходов и глубину резания в цикле нарезания резьбы G76 Mori Seiki NTX1000SZM 11Axis – MacKay Manufacturing Inc.
Станок с ЧПУ
- Пример программирования станка с ЧПУ
- Программирование SINUMERIK 840D ВО ВРЕМЯ использования цикла
- Пример программирования ЧПУ Код G G02 Круговая интерполяция по часовой стрелке
- Программирование ЧПУ Sinumerik 840D
- Точение конуса с модальным циклом точения G90 – Пример кода ЧПУ
- Токарный цикл G90 Fanuc – код примера программы ЧПУ
- Пример программирования ЧПУ G75 с постоянным циклом обработки канавок
- Пример программирования ЧПУ G92 Цикл нарезания конусной резьбы
- Цикл резьбы G76 a Пример программирования ЧПУ
- G71 Пример кода цикла черновой токарной обработки – Программирование токарного станка с ЧПУ