


Усовершенствования управления Hurco WinMax и функции, о которых не упоминают
За последние несколько месяцев и лет в систему управления Hurco WinMax был внесен ряд улучшений, которыми мы никогда не делимся с нашими клиентами. Система управления Hurco настолько проста в использовании и самообучении, что часто упускают из виду функции, которые могли бы быть чрезвычайно полезными и очень мощными, если бы операторы знали о них. Я подумал, что это будет отличная тема для статьи в блоге, которая поможет нашим пользователям найти и понять эти функции, если они ранее не знали о них.
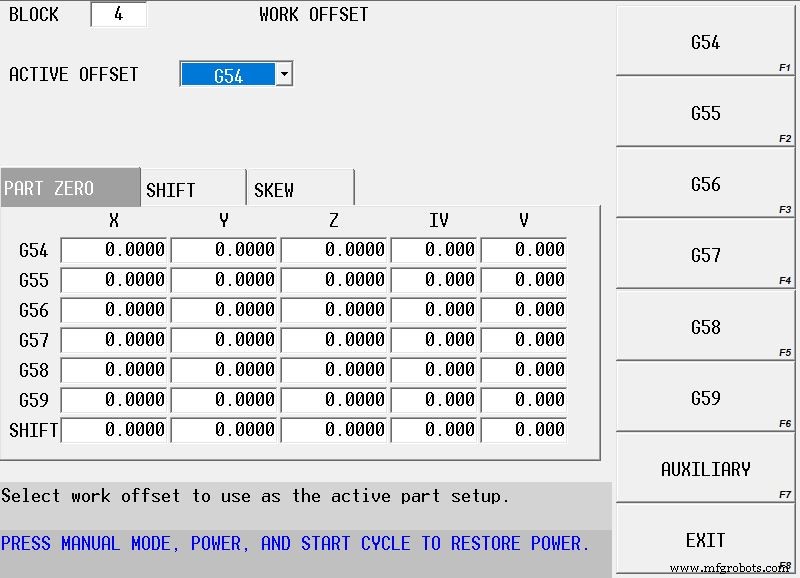
Использование рабочих смещений в диалоговых программах (G54–G59, 93 вспомогательных смещения):
Часто бывают случаи, когда необходимо переключаться между различными настройками станка, например, когда у вас есть несколько настроек операций в разных тисках на столе. Раньше оператору приходилось вводить в программу команду «Изменить настройку детали» каждый раз, когда он хотел переключиться на другую координату настройки, и еще одну, чтобы переключиться обратно. Это проблематично, потому что, если необходимо небольшое смещение, например, по оси X, то оператору нужно будет найти КАЖДОЕ ИЗМЕНЕНИЕ Настройки детали в программе, которая ссылается на это конкретное место, и внести изменение… которых легко может быть несколько десятков. мест на протяжении всей программы. Однако с помощью функции рабочих смещений изменение можно внести в одном месте (например, G55), и везде, где это конкретное рабочее смещение вызывается, изменение будет использоваться.
Блок Work Offset находится в разделе разговорного программирования на вкладке «Разное» («Разное», «Еще>», «Work Offset»).
Вкладка «Размер запасов»:
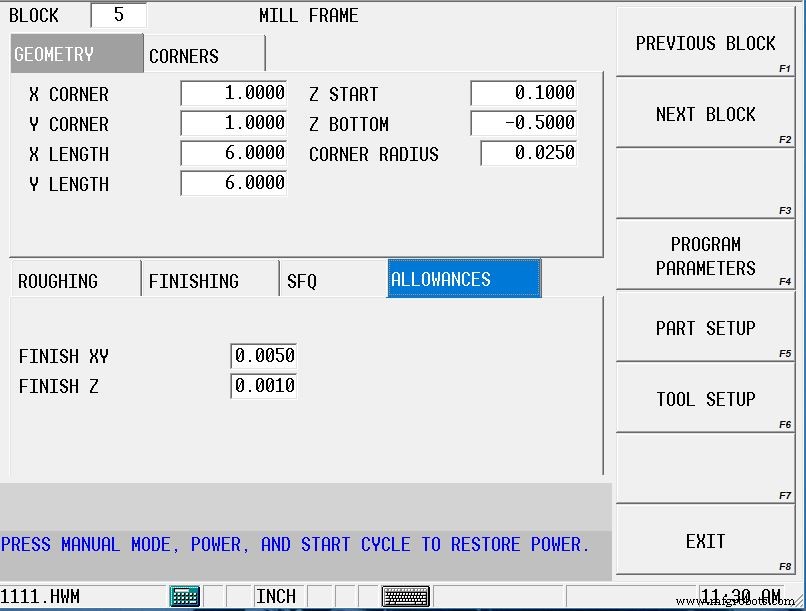
Исторически сложилось так, что в системе управления Hurco количество припуска на чистовую обработку было глобальной настройкой, которая находилась в параметрах программы для любой заданной диалоговой программы. Проблема с этой «глобальной» настройкой становится очевидной, когда вам нужно изменить количество материала, оставшегося для определенного блока, или если вы хотите оставить шлифовальный материал на элементе перед термообработкой — что означало бы, что вам нужно солгать. диаметр инструмента или размер элемента. Однако, включив вкладку Stock Allowance в параметрах программы, обе эти проблемы можно легко решить.
При активной вкладке «Припуск» вы можете установить количество материала, которое будет оставлено для чистового прохода в каждом диалоговом блоке программы независимо; и, чтобы облегчить необходимость лгать системе управления при выходе из заточного припуска, припуск НЕ будет удален, если вы не запрограммируете чистовой инструмент. Это также может быть полезно при снятии напряжения с детали во время обработки. Просто оставьте заготовку сейчас, скопируйте и вставьте блок в другое место позже в программе, а затем удалите значения допуска.
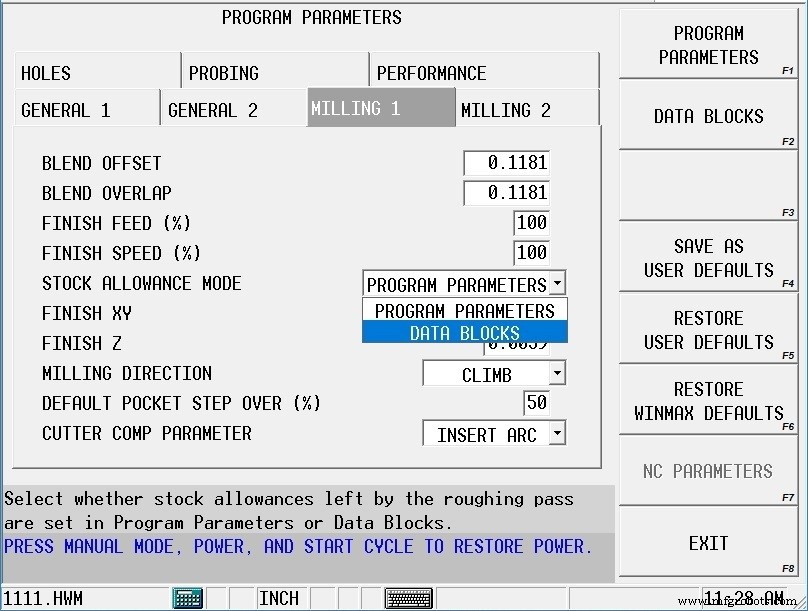
Чтобы изменить настройку, чтобы система управления позволяла использовать вкладку «Припуск», перейдите в «Параметры программы», выберите вкладку «Фрезерование 1» в верхней части страницы и установите для параметра «Режим припуска» значение «БЛОК ДАННЫХ». Не забудьте сохранить эту настройку как ПОЛЬЗОВАТЕЛЬСКУЮ ПО УМОЛЧАНИЮ, если вы хотите, чтобы она стала новой настройкой по умолчанию для будущих диалоговых программ.
Установка исходной позиции возврата для программ ЧПУ (G28):
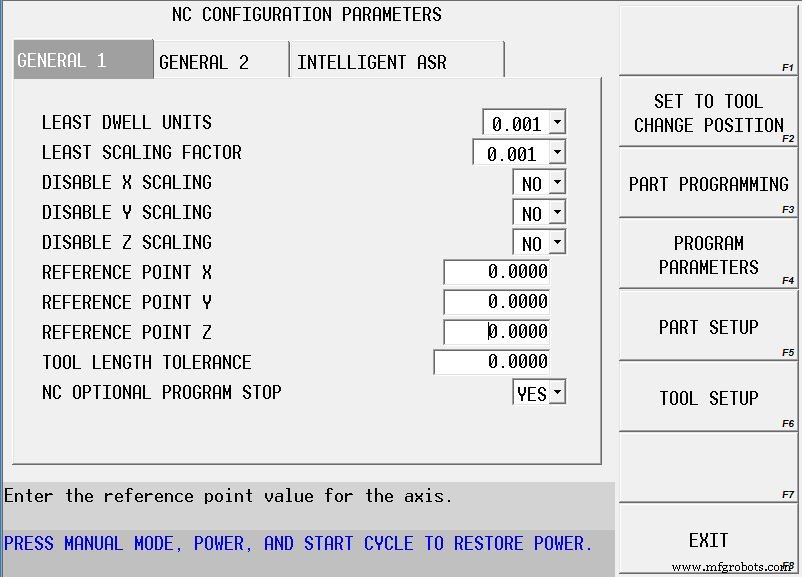
Во многих программах ЧПУ очень часто используется референтная позиция возврата G91 G28 XYZ. По умолчанию этот код отправит станок в исходное положение для каждой оси. Однако Hurco предоставила настройку в параметрах ЧПУ, которая позволит пользователю указать, куда должен двигаться станок при выполнении команды G28.
Когда программа ЧПУ активна, выберите ПАРАМЕТРЫ ПРОГРАММЫ на экране ВВОД, выберите программную кнопку ПАРАМЕТРЫ ЧПУ, выберите программную кнопку ПАРАМЕТРЫ КОНФИГУРАЦИИ ЧПУ и задайте желаемое положение для контрольных точек возврата X, Y и Z.
Смещение первого шага:
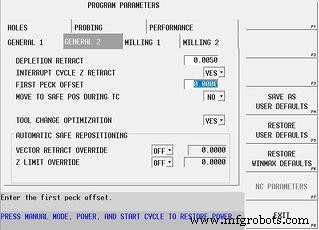
Каждый блок диалогового программирования имеет поля Z START и Z BOTTOM для обозначения быстрой точки и конечной глубины любого элемента в направлении оси Z. Эти блоки также имеют поле PECK DEPTH. Иногда, в зависимости от значений, инструмент вырезает много воздуха во время проклевывания, прежде чем он действительно соприкоснется с материалом. Установка параметра программы для FIRST PECK OFFSET может помочь уменьшить эту потерю времени.
Например, при вводе значения Z START 0,100 дюйма и глубины сверления 0,025 дюйма система управления начнет сверление в точке на 0,100 дюйма выше детали… поэтому потребуется 5 полных перемещений, прежде чем инструмент действительно начнет удалить материал. Установив параметр ПЕРВОЕ СМЕЩЕНИЕ ОТВЕРЖДЕНИЯ на значение 0,100 дюйма, система управления заставит инструмент расположиться в позиции Z START, сместить или сместить вниз значение ПЕРВОГО ОТВЕРЖДЕНИЯ СМЕЩЕНИЯ и начать выполнять отсчет с этого нового места. В нашем приведенном выше примере материал будет удален при самой первой проклевке и, следовательно, устранит потерю времени. Этот параметр можно найти на вкладке ОБЩИЕ 2 параметров программы.
Отображение обозначений осей вместо IV и V с настройкой универсального вращения по умолчанию:
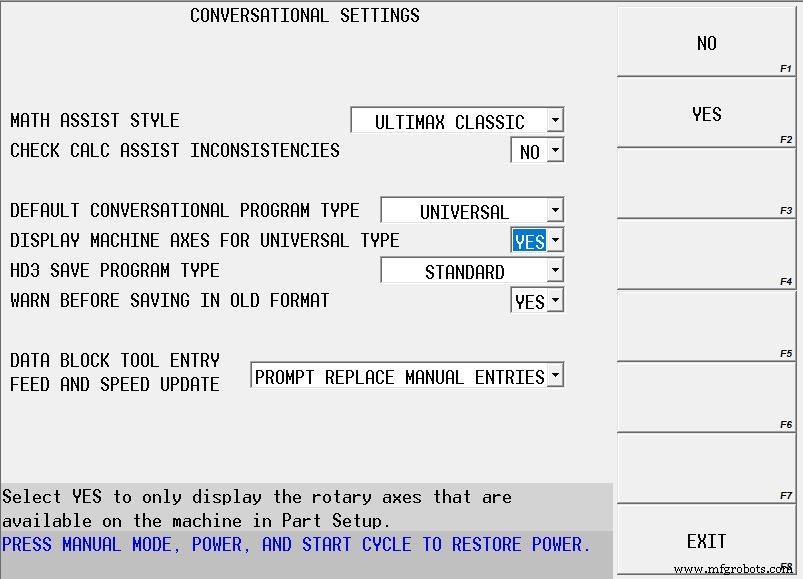
Когда вы создаете новую диалоговую программу, настройка по умолчанию для типа программы — UNIVERSAL ROTARY… именно эту настройку мы хотели бы, чтобы вы использовали по многим причинам. Однако, когда тип программы установлен на Универсальный поворотный, экран настройки детали будет отображать X, Y, Z, IV и V в качестве осей для станка… независимо от типа станка. На 5-осевых станках это может сбивать с толку, потому что не отображаются фактические оси станка, а на 3-осевых станках это сбивает с толку, потому что нет 4 th или 5 е доступна ось.
Чтобы изменить это поведение, нам нужно изменить одну из настроек предпочтений пользователя. Нажмите кнопку ДОПОЛНИТЕЛЬНО на панели управления, выберите значок ЭКРАН УТИЛИТЫ во всплывающем меню, выберите функциональную кнопку ПОЛЬЗОВАТЕЛЬСКИЕ ПАРАМЕТРЫ на экране, выберите НАСТРОЙКИ РАЗГОВОРА и установите для параметра ОТОБРАЖЕНИЕ ОСЕЙ МАШИНЫ ДЛЯ УНИВЕРСАЛЬНОГО ТИПА значение ДА.
Для 4- и 5-осевых станков это приведет к тому, что система управления будет отображать фактические обозначения A, B или C для осей, а для 3-осевых станков это полностью устранит отображение дополнительных осей. Это НЕ изменит поведение существующих программ, и никаких изменений в программировании не потребуется вносить в будущие программы. Это просто упростит отображение.
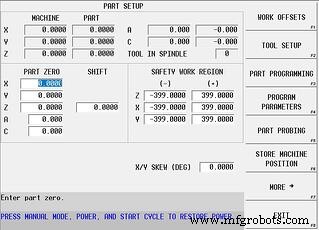
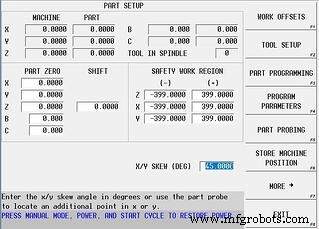
Использование поля X/Y SKEW (DEG) на экране настройки детали:
Вводя значение в соответствующее поле на экране настройки детали, можно перекосить всю программу для любой желаемой цели. Например:если программа обрабатывается в невращающейся ориентации, как обычно, но деталь должна быть размещена на станке под углом 45 градусов, чтобы она могла вписаться в нашу настройку, тогда можно ввести значение 45 градусов в указанное поле и вся программа будут выполняться с повернутой ориентацией.
Хотя это поле предназначалось для проверки детали на наличие перекоса, оно оказалось очень полезным для ручного ввода значений по причинам, аналогичным приведенным в нашем примере выше.
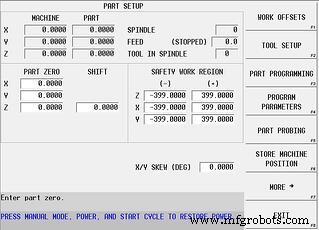
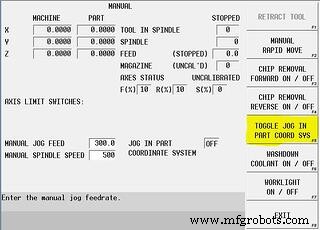
Толчок вдоль текущей (активной) рабочей системы координат:
Подобно использованию угла СКОС, упомянутому выше для программирования, также бывают случаи, когда вам может потребоваться вручную переместить станок вдоль наклонной (активной) рабочей координаты. Для этого вам просто нужно выбрать кнопку режима на экранах ручной настройки функций.
Нажмите кнопку режима MANUAL на панели управления, выберите экранную кнопку MANUAL FUNCTION SETUP и выберите экранную кнопку TOGGLE JOG IN PART COORD SYS. Теперь, когда этот переключатель активен, всякий раз, когда ось X или Y перемещается вручную с помощью поворотного колеса или кнопок толчкового перемещения, обе оси X и Y будут перемещаться соответственно... перемещая инструмент вдоль соответствующего края детали. Чтобы отключить эту функцию, просто снова переключите функциональную клавишу. Эта функция также доступна во время цикла прерывания на 5-осевом станке, когда активна плоскость преобразования.
Станок с ЧПУ
- Приложения SaaS и пробелы в функциях
- Управление датчиком и исполнительным механизмом Raspberry Pi
- НОВАЯ МОДЕЛЬ B + МАЛИНЫ PI 3 ФУНКЦИИ И ПОКУПКА
- UT переименовывает программу в Центр надежности и обслуживания
- Самая большая машина Arburg в США прибыла с новой, отмеченной наградами конструкцией и функциями управления
- Простое подключение и работа с системой управления SYNTEC
- Как прервать цикл на системе ЧПУ Hurco
- Программное обеспечение для управления запасами:возможности и преимущества
- Электроснабжение и климат-контроль
- Основы контроля качества и контроля при обработке с ЧПУ