


Как бороться с истончением стружки
Ниже приведена лишь одна из нескольких записей в блоге, посвященных высокоэффективному фрезерованию. Чтобы получить полное представление об этом популярном методе обработки, просмотрите любой из дополнительных постов HEM ниже!
Введение в высокоэффективное фрезерование I Высокоскоростная обработка по сравнению с HEM I Глубина резания I Как избежать 4 основных видов износа инструмента I Введение в трохоидальное фрезерование
Определение утончения стружки
Утончение стружки — это явление, которое происходит при различной радиальной глубине резания (RDOC) и связано с толщиной стружки и подачей на зуб. Хотя эти два значения часто ошибочно принимают за одно и то же, они являются отдельными переменными, оказывающими непосредственное влияние друг на друга. Подача на зуб напрямую зависит от скорости подачи вашего инструмента и обычно называется дюймами на зуб (IPT) или нагрузкой на стружку.
Загрузите бесплатное руководство по высокоэффективному фрезерованию объемом более 50 страниц сегодня
Толщина чипа
Толщина стружки часто упускается из виду. Это относится к фактической толщине каждой стружки, срезанной инструментом, измеренной в ее наибольшем поперечном сечении. Пользователи должны быть осторожны, чтобы не путать толщину стружки и подачу на зуб, так как каждая из них напрямую связана с идеальными условиями резания.
Как происходит истончение стружки
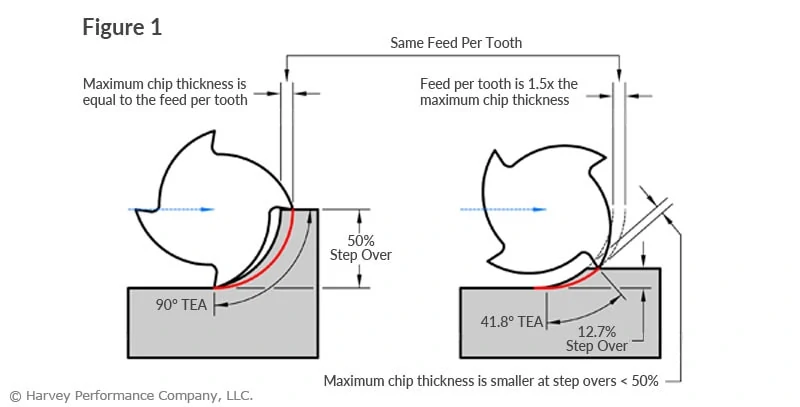
При использовании шага 50% (левая часть Рис. 1 ), толщина стружки и подача на зуб равны друг другу. Каждый зуб будет зацепляться с заготовкой под прямым углом, обеспечивая наиболее эффективное режущее действие и максимально избегая трения. Как только RDOC упадет ниже 50 % от диаметра фрезы (правая часть рис. 1 ), максимальная толщина стружки уменьшается, что, в свою очередь, приводит к изменению идеальных условий резания. Это может привести к плохому качеству обработки деталей, неэффективному времени цикла и преждевременному износу инструмента. Правильная настройка рабочих параметров может значительно уменьшить эти проблемы.
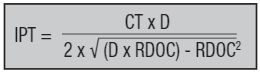
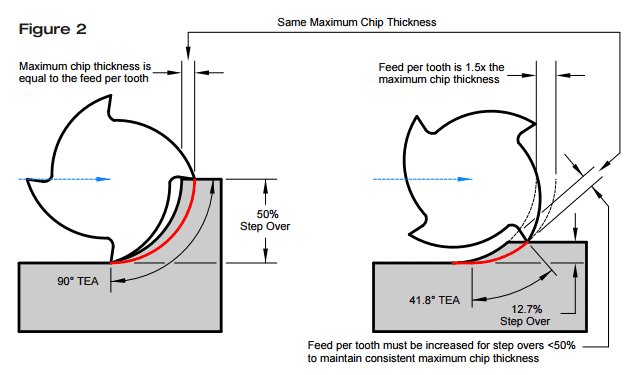
Цель состоит в том, чтобы добиться постоянной толщины стружки, регулируя скорость подачи при резании с разным RDOC. Это можно сделать с помощью следующего уравнения, используя диаметр инструмента (D), RDOC, толщину стружки (CT) и скорость подачи (IPT). Для толщины стружки используйте рекомендуемое значение IPT с шагом 50 %. Найти скорректированную скорость подачи так же просто, как ввести нужные значения и решить для IPT. Это поддерживает постоянную толщину стружки при различной глубине резания. Настройка показана на рис. 2.
Дюймы на зуб (регулировка утончения стружки)
Постоянные преимущества
Подводя итог, можно сказать, что цель этих настроек прореживания стружки — максимально использовать возможности вашего инструмента. Сохранение постоянной толщины стружки гарантирует, что инструмент выполняет максимально возможную работу в рамках любого заданного прохода. К другим преимуществам относятся:уменьшение трения, увеличение скорости съема материала и увеличение срока службы инструмента.
Станок с ЧПУ
- Как найти подержанный станок с ЧПУ
- Как очистить подержанный станок с ЧПУ
- Насколько горячий плазменный резак?
- Как машинное обучение может помочь производителям в борьбе с изменением климата
- Как наука о данных помогла в борьбе со вспышкой коронавируса
- Как измерить толщину паяльной маски
- Толщина печатной платы
- Как увеличить производительность станка:утончение стружки
- Как сделать RFID-чип еще меньше
- Как конкретные навыки могут противостоять росту автоматизации