


3 шага к тому, чтобы прекратить болтовню об инструментах
Режущие инструменты в процессе обработки подвергаются большим нагрузкам, что вызывает вибрации, также известные как вибрация или гармоники. Полностью избежать этих вибраций невозможно, хотя их минимизация имеет решающее значение для успеха обработки. Вибрации становятся опасными, если не соблюдаются надлежащие этапы обработки. Это приводит к сильной, частично разрушающей болтовне. В таких ситуациях на деталях появляются так называемые «следы вибрации» или отчетливые следы вибрации на поверхности детали. Инструмент может изнашиваться быстрее из-за чрезмерной вибрации.
Tool Chatter можно сдержать, выполнив три простых, но часто упускаемых из виду шага:
Заткнитесь от болтовни об инструментах с помощью инструментов Harvey Tool для конкретных материалов
Выберите правильный инструмент для своей работы
Это кажется элементарным, но выбор лучшего инструмента для вашего приложения может сбивать с толку. С таким количеством различных геометрических стилей инструментов — общая длина, длина резания, вылет, количество канавок — иногда бывает сложно выбрать один конкретный инструмент для вашей работы. Часто машинисты выбирают инструменты общего назначения, которые могут выполнять различные операции, упуская из виду вариант, оптимизированный для одного материала и задания.
Выбор инструментов для конкретных материалов полезен, поскольку каждый материал имеет разные потребности. Например, сталь обрабатывается иначе, чем алюминий. Все, от размера стружки до эвакуации стружки, отличается. Конструкции с переменной спиралью или переменным шагом помогают свести к минимуму вибрацию за счет уменьшения гармоник, вызванных повторяющимся контактом режущей кромки с заготовкой. Для уменьшения гармоник интервалы времени между контактом канавки с заготовкой варьируются.
Общая длина является еще одним важным фактором, который следует учитывать при выборе инструмента для вашей работы. Чем больше вылет или длина свисания инструмента со шпинделя, тем менее надежно соединение шпинделя с инструментом и тем больше вибрация. Чтобы свести к минимуму дребезг и гармоники, важно убедиться, что ваш инструмент имеет только ту длину, которая необходима для вашей работы. Если вы обрабатываете деталь глубоко внутри детали, выберите инструмент с досягаемостью или держатель инструмента с увеличенным досягаемостью, чтобы закрепить соединение.
Обеспечение безопасного соединения
Когда дело доходит до надежного крепления инструмента, важны как хвостовик инструмента, так и цанга. Незакрепленный инструмент, что неудивительно, имеет большую способность двигаться или вибрировать во время обработки. Имея это в виду, Helical предлагает конфигурации хвостовика для облегчения соединения, включая хвостовик ToughGRIP, который заменяет гладкую зеркальную поверхность более грубой и грубой для увеличения трения. Helical также является лицензиатом HAIMER Safe-Lock ™, добавленных канавок на хвостовике инструмента, которые работают против вращения шпинделя, надежно фиксируя инструмент на месте.
Машинисты также должны знать различные типы доступных им цанг, чтобы определить, может ли потребоваться лучшее решение. Например, гидравлические держатели инструмента или держатели термоусадочного инструмента обеспечивают более прочное соединение, чем метод механической затяжки шпинделя.
Дополнительную информацию см. в разделе Основные рекомендации по закреплению инструмента

Выберите стратегию минимизации болтовни
То, как работает инструмент, может означать разницу между блестящими результатами работы и разрушенной деталью. Это включает в себя как параметры, с которыми работает инструмент, так и направление, в котором он вращается — либо метод обычного фрезерования, либо метод попутного фрезерования.
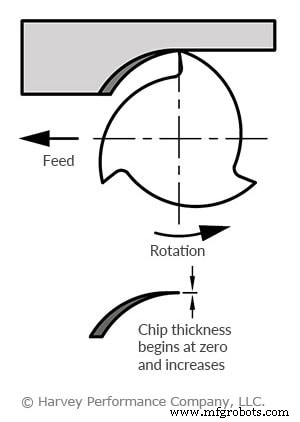
Обычное фрезерование
В этом методе ширина стружки начинается с нуля и постепенно увеличивается, что приводит к диффузии большего количества тепла в заготовку. Это может привести к усложнению работы, создав дополнительную головную боль для машиниста.
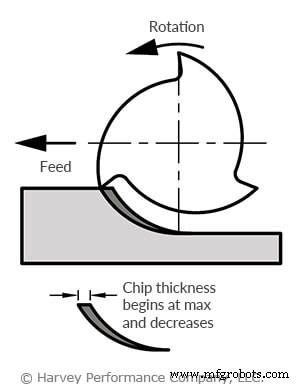
Попутное фрезерование
В большинстве современных механических мастерских используется метод попутного фрезерования, или когда ширина стружки начинается с максимального значения и уменьшается во время резания. Попутное фрезерование обеспечивает более равномерный рез по сравнению с традиционными методами и снижает нагрузку на инструмент. Думайте об этом, как о поднятии тяжестей – поднимать тяжести будет легче всего в начале тренировки. Точно так же разрез, при котором сначала удаляется самая толстая стружка, помогает инструменту сохранять свою прочность. Поскольку процесс стружкообразования стал более быстрым, вибрации сведены к минимуму.
Дополнительную информацию см. в разделе Попутное фрезерование по сравнению с попутным фрезерованием. Обычное фрезерование
В заключении
Вибрации неизбежны в процессе обработки, но их сведение к минимуму может означать разницу между успешной обработкой и бракованными деталями. Следование трем простым правилам поможет держать под контролем вибрацию и гармоники, в том числе:выбор правильного инструмента, обеспечение надежного соединения станка и использование его в стратегии попутного фрезерования. Как у Harvey Tool, так и у Helical Solutions есть инструменты, которые могут помочь, в том числе модификации хвостовика и концевые фрезы с переменным шагом или спиралью.
Станок с ЧПУ
- Что такое перфоратор?
- Почему важен счет флейт
- Наиболее распространенные методы ввода инструмента
- Введение в трохоидальное фрезерование
- 10 ключевых шагов к выбору машинного прогностического инструмента
- 7 шагов к выбору подходящего станка с ЧПУ
- Марки инструментальной стали
- Хорошая вибрация:как оптимизировать настройки машины, чтобы свести к минимуму вибрацию
- Прецизионная обработка с ЧПУ – шаги
- Как добавить новый инструмент