


Достижение успеха в деревообработке с ЧПУ
Разработка стратегии успешного направления резки
Существует ряд факторов, которые могут повлиять на методы механической обработки древесины в деревообработке. Одним из важных моментов для некоторых твердых пород дерева является направление резания, особенно в отношении текстуры древесины. Древесина является анизотропным материалом. Это означает, что разные свойства материала проявляются в разных направлениях резания. Что касается пиломатериалов, существуют различные структурные сорта древесины, связанные с ориентацией волокон. Если среднее направление волокон целлюлозы параллельно сторонам куска пиломатериала, то волокна называются прямыми. Любое отклонение от этой параллельной линии и доски считается «поперечным зерном». На рисунке 1 ниже показана в основном прямая доска со стрелками, указывающими разные оси. Каждая из этих осей демонстрирует различные наборы механических свойств. Из-за этих различий необходимо учитывать траекторию движения инструмента при деревообработке и минимизировать количество сил резания, воздействующих на фрезу, чтобы максимально увеличить срок службы инструмента.
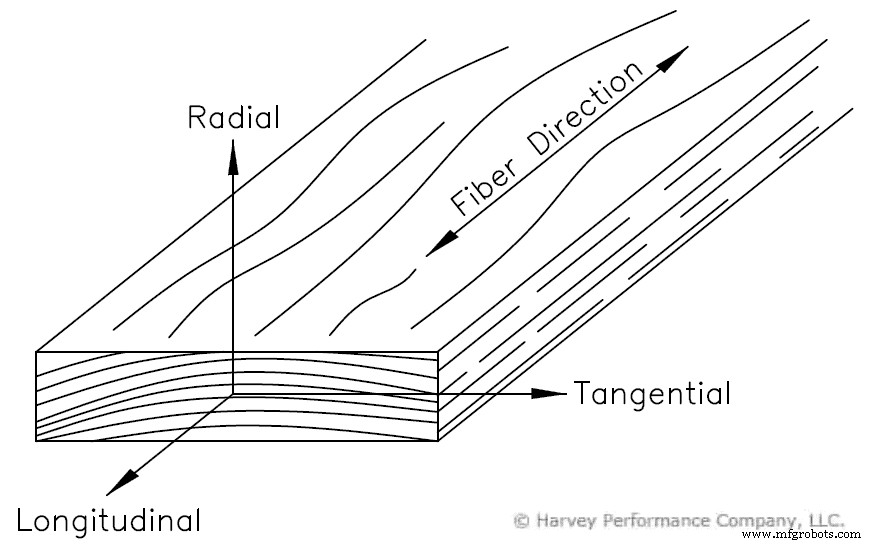
Резка перпендикулярно волокнам известна как резка «поперек волокон» в деревообработке. На Рисунке 1 выше это будет считаться разрезанием в радиальном или тангенциальном направлении. Резка параллельно волокнам известна как резка «вдоль волокон» (продольно с точки зрения рисунка 1). Чем ближе вы будете резать под углом 90° к волокнам древесины в любом направлении, тем больше будет сила резания. Например, инструмент с центральной осью, параллельной тангенциальному направлению, и траекторией инструмента вдоль продольного направления будет иметь меньший износ, чем инструмент с той же центральной осью, но движущийся в радиальном направлении. Второй тип ориентации инструмента заключается в резании по большему количеству границ зерен и, следовательно, дает большую силу резания. Тем не менее, вы должны быть осторожны при резке вдоль волокон, так как это может привести к разрывам и ухудшению качества поверхности.
Правильное формирование древесной щепы с помощью деревообработки с ЧПУ
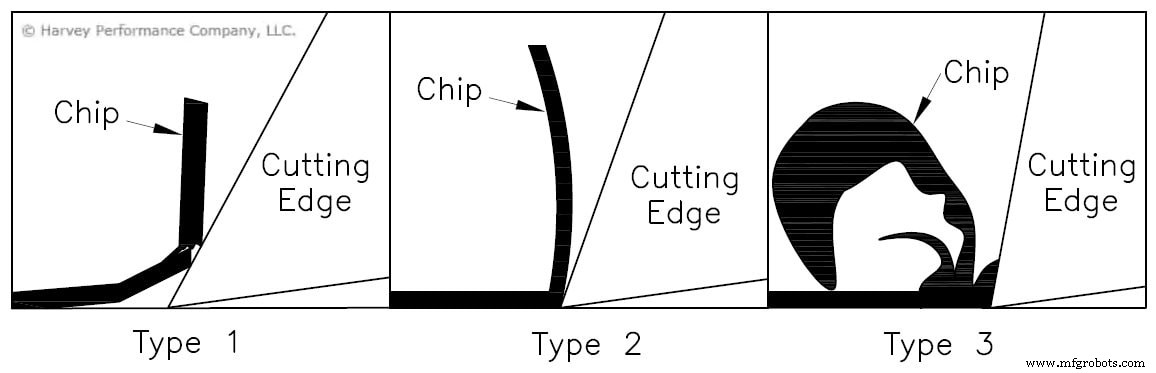
При резке древесины параллельно волокнам образуются три основных типа стружки. При резании перпендикулярно волокнам типы стружки обычно попадают в те же 3 категории, но с гораздо большим разнообразием из-за широкого диапазона свойств древесины в зависимости от направления волокон.
Чипы типа 1
Стружка типа 1 образуется, когда древесина раскалывается перед режущей кромкой через раскол до тех пор, пока не произойдет разрушение при изгибе в виде консольной балки. Создается большая сила, перпендикулярная плоскости сдвига, в результате чего древесина перед режущей кромкой раскалывается, образуя эту крошечную консольную балку. Когда восходящая сила, наконец, превышает силу этого крошечного луча, он ломается. Эти типы стружки вызывают сравнительно небольшой износ по сравнению с типами 2 и 3, так как материал расщепляется до того, как соприкоснется с заостренной кромкой. Концевые фрезы либо с очень большим передним углом, либо с очень малым передним углом часто производят стружку типа 1. Это особенно важно при обработке с наклоном зерна более 25°. Древесина с содержанием влаги менее 8% образует прерывистую стружку и подвержена более высокому риску вырывания.
Чипы типа 2
Чипсы типа 2 являются наиболее желательными из трех типов с точки зрения чистоты поверхности. Они возникают в результате разрушения материала вдоль диагональной плоскости сдвига, простирающейся от режущей кромки до поверхности заготовки. Стружка типа 2 образуется, когда существует правильный баланс между свойствами древесины, параметрами резания и геометрией фрезы. Древесина с содержанием влаги от 8 % до 20 % имеет гораздо больше шансов на образование непрерывной стружки типа 2, сохраняя при этом хорошее качество поверхности.
Чипы типа 3
Последний тип стружки образуется, когда передний угол фрезы слишком мал. В этом сценарии сила резания почти параллельна направлению движения. Это приводит к тому, что мягкий материал, такой как древесина, скорее раздавливается, чем срезается, что приводит к ухудшению качества поверхности. Как правило, оставшаяся поверхность выглядит как крошечные пучки деревянных элементов, дефект поверхности, широко известный как «нечеткое зерно». Этот тип стружки чаще встречается в хвойных породах, поскольку в древесине с низкой плотностью ситуация смятия усугубляется.
Увеличение срока службы инструмента при деревообработке
Практические правила скорости и подачи
Существует несколько различных категорий износа инструмента, которые возникают при обработке дерева с ЧПУ. Общие правила механической обработки остаются в силе, так как число оборотов в минуту оказывает наибольшее влияние на скорость износа. Чрезмерная подача может увеличить износ инструмента в геометрической прогрессии, а также привести к поломке инструмента. Как и в большинстве операций механической обработки, баланс между этими двумя факторами очень важен. Если вы хотите повысить производительность за счет увеличения скорости, вы должны пропорционально увеличить подачу, чтобы сохранить баланс, обеспечивающий правильное вовлечение инструмента в материал.
Правильное управление теплом
Когда режущие инструменты подвергаются воздействию высоких температур, они начинают изнашиваться еще быстрее из-за коррозии. Кобальтовое связующее в большинстве твердосплавных инструментов на рынке начинает окисляться и отрываться от режущей кромки. Это запускает цепную реакцию, так как при удалении связующего карбид вольфрама также отделяется. Различные породы дерева и типы инженерной древесины имеют различное коррозионное поведение при высоких температурах. Это наиболее постоянный вид износа, который наблюдается при механической обработке МДФ или ДСП. Износ происходит из-за солей хлора и сульфатов, содержащихся в клеях, которые ускоряют высокотемпературную коррозию. Как и в случае с алюминием, при увеличении содержания кремнезема в древесине увеличивается и ее коррозионная активность.
Как правило, повышенный износ инструмента наблюдается в древесине с повышенной влажностью. Эта черта связана с повышенным электрохимическим износом, вызванным экстрактивными веществами в древесине. Содержание влаги в древесине включает такие вещества, как смолы, сахара, масла, крахмалы, алкалоиды и дубильные вещества в присутствии воды. Эти молекулы реагируют с металлическими составляющими режущего инструмента и могут затупить режущую кромку. Твердый сплав более устойчив к этому типу износа по сравнению с быстрорежущей сталью.
Лучшие покрытия для увеличения срока службы инструмента по дереву
Если вам нужен инструмент с более длительным сроком службы, который сохранит свою острую режущую кромку (а кто нет), вы можете рассмотреть возможность покрытия аморфным алмазом. Это чрезвычайно стойкое к истиранию покрытие, предназначенное для операций с цветными металлами, при которых температура в зоне резания не превышает 750 °F. Этот тип покрытия является одним из самых тонких покрытий Harvey Tool, что сводит к минимуму риск скругления кромки и увеличивает ее долговечность.
Как избежать распространенных ошибок при деревообработке
Вырвать
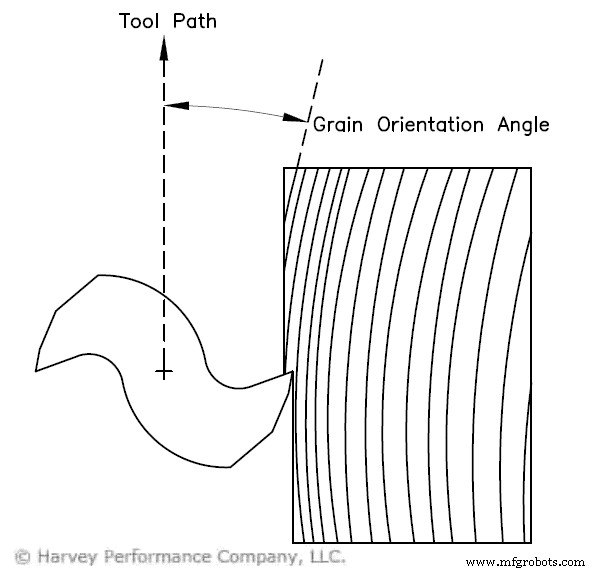
Вырыв, иногда называемый сколом зерна или расщеплением, — это когда кусок обрабатываемого древесного материала отрывается от основной заготовки и оставляет непривлекательный дефект там, где он был раньше. Это один из самых распространенных дефектов при механической обработке изделий из дерева. Существует множество различных причин, по которым происходит выпадение. Следует учитывать характеристики материала. Вырывание более вероятно, если ориентация волокон менее 20° относительно траектории движения инструмента, содержание влаги в древесине слишком низкое или плотность древесины слишком низкая. На рис. 4 показан угол ориентации зерна относительно траектории движения инструмента. С точки зрения параметров обработки, это также может произойти, если слишком велика нагрузка на стружку, глубина резания или передний угол.
Отделка с нечеткой зернистостью
Нечеткое зерно выглядит как небольшие куски древесины, прикрепленные к только что обработанной поверхности, и возникает, когда древесные волокна не разделены должным образом. Низкий передний угол или тупые режущие инструменты вдавливают волокна до тех пор, пока они не вырываются из своего естественного рисунка внутри, вызывая образование стружки типа 3, что приводит к плохой отделке. Это может усугубляться низкой подачей или глубиной резания, поскольку инструмент неправильно зацеплен и вспахивает материал, а не срезает его должным образом. Мягкая древесина с меньшим количеством волокон более подвержена этому типу дефекта. Известно, что молодая древесина особенно склонна к ворсистости волокон из-за высокого содержания влаги.
Следы выгорания
Следы прогара — это дефект, который особенно важен в случае обработки дерева, поскольку обычно не вызывает беспокойства при обработке других материалов. Слишком долгое нахождение на одном месте, недостаточное вовлечение концевой фрезы в рез или использование тупых инструментов создает чрезмерное количество тепла из-за трения, которое оставляет следы ожогов. Некоторые виды древесины (такие как клен или вишня) более подвержены ожогам, поэтому траектории движения инструментов для этих типов следует программировать разумно. Если у вас много проблем с прижогами во время конкретной операции, вы можете попробовать распылить на концевую фрезу коммерческий смазочный материал или восковую пасту. Будьте осторожны, чтобы не использовать слишком много, так как избыток влаги может привести к деформации. Увеличение зацепления инструмента или уменьшение числа оборотов также может помочь в борьбе со следами пригара.

Знаки чипа
Следы сколов представляют собой неглубокие вмятины на поверхности древесины, которые были нанесены распылением или вдавлены в поверхность. Эти дефекты могут разбухнуть при увеличении влажности, что еще больше ухудшит отделку. Этот тип дефекта обычно возникает из-за плохой эвакуации стружки и обычно может быть устранен путем подачи СОЖ на область резания во время операции.
Выращенное зерно
Рифленая текстура, еще один распространенный дефект древесины, возникает, когда одна или несколько частей заготовки немного ниже остальных. Этот дефект представляет собой особую проблему при обработке мягкой древесины тупыми инструментами, поскольку волокна будут рваться и деформироваться, а не быть аккуратно срезанными. Этот эффект усиливается при обработке на медленных подачах и при высокой влажности древесины. Различия в набухании и усадке между поврежденными и неповрежденными участками древесины усугубляют этот недостаток. Именно по этой причине приподнятое зерно является обычным явлением в обветренных лесах. Удерживающие устройства, которые установлены слишком туго, также могут вызвать поднятие зерна.
Различие концевых фрез Harvey Tool для резки дерева и пластика

https://www.harveytool.com/products/material-specific-end-mills/woodМашинисты часто используют пластиковые режущие концевые фрезы для деревообработки, так как этот инструмент имеет внутреннюю геометрию, очень похожую на концевую фрезу для дерева. Оба инструмента имеют большие канавки и острые режущие кромки, что удобно при обработке как пластика, так и дерева. Основное отличие фрезы по пластику Harvey Tool от фрезы по дереву – угол клина (сочетание основного рельефа и переднего угла). Леска дровосека имеет более низкий передний угол, но все же имеет высокий задний угол для сохранения остроты режущей кромки. Нижняя грабли спроектирована так, чтобы не быть такой «захватывающей», как пластиковые фрезы при работе с деревом. Он предназначался для резки древесины и получения качественной поверхности, не вызывая разрывов.
Предложение Harvey Tool по концевым фрезам для дерева включает в себя как прямые, так и прямые фрезы. Опция Upcut предназначена для фрезерования натуральной и искусственной древесины, имеет форму с двумя канавками и угол клина, разработанный для резки материалов из древесного волокна, не вызывая разрывов и не оставляя нечеткой текстуры. Предложение для прямого реза оптимизировано для фрезерования натуральной и искусственной древесины и помогает предотвратить подъем на вакуумных столах.
Для получения дополнительной помощи в достижении успешной операции обработки или дополнительной информации о концевых фрезах для дерева, предлагаемых Harvey Tool, свяжитесь с командой инженеров Harvey Tool по телефону 800-645-5609.
Станок с ЧПУ
- Руководство по созданию прототипов с ЧПУ
- Руководство uick по резке с ЧПУ
- Основы инструментальной обработки с ЧПУ для лучшей резки и резьбы по дереву
- Лучший фрезерный станок с ЧПУ для деревообработки
- Глоссарий битов для маршрутизатора ЧПУ 2
- Полное руководство по режущим станкам с ЧПУ
- Выведите деревообработку на новый уровень с помощью фрезерного станка с ЧПУ
- Сравнение токарного станка по дереву с ЧПУ и традиционного токарного станка по дереву
- Чем выгоден фрезерный станок с ЧПУ для деревообработки OMNI?
- Как вырезать акрил на фрезерном станке с ЧПУ?