


Применение HEM к микрообработке
Ниже приведена лишь одна из нескольких статей блога, посвященных высокоэффективному фрезерованию и микрообработке. Чтобы получить полное представление об этом популярном методе обработки, просмотрите любой из дополнительных постов HEM ниже!
Введение в высокоэффективное фрезерование I Высокоскоростная обработка по сравнению с HEM I Как бороться с истончением стружки I Погружение в глубину резания I Как избежать 4 основных типов износа инструмента I Введение в трохоидальное фрезерование
<час>Преимущества использования HEM с миниатюрными инструментами
Высокоэффективное фрезерование (HEM) это метод черновой обработки, в котором используется меньшая радиальная глубина резания (RDOC) и большая осевая глубина резания (ADOC) . Это замедляет скорость износа инструмента, снижает вероятность отказа и продлевает срок службы инструмента, одновременно повышая производительность и скорость съема материала (MRR). Поскольку этот метод обработки повышает MRR, миниатюрную оснастку (<0,125 дюйма) и микрообработку обычно упускают из виду при операциях HEM. Кроме того, многие мастерские также не имеют возможностей высокой скорости вращения, необходимых для того, чтобы увидеть преимущества HEM для миниатюрной оснастки. Однако при правильном использовании миниатюрная оснастка может обеспечить те же преимущества HEM, что и оснастка большего диаметра.
Преимущества HEM:
- Увеличенный срок службы и производительность инструмента.
- Сокращение времени цикла.
- Общая экономия средств
Предотвращение общих проблем в микрообработке
Использование миниатюрных инструментов для HEM, хотя и полезное при правильном выполнении, создает проблемы, о которых должны помнить все операторы. Понимание того, на что следует обращать внимание, — первый шаг к успеху.

Хрупкость и поломка инструмента из-за миниатюрных инструментов
Поломка является одной из основных проблем, связанных с использованием высокоэффективной микрообработки с помощью миниатюрных инструментов из-за хрупкости инструмента. Биение и вибрация шпинделя, отклонение инструмента, несоответствие материала и неравномерная нагрузка — вот лишь некоторые из проблем, которые могут привести к поломке инструмента. Чтобы предотвратить это, необходимо уделять больше внимания настройке станка и материалам, чтобы инструменты имели наибольшие шансы на успех.
Как правило, HEM не следует учитывать при использовании инструментов с диаметром резания менее 0,031 дюйма. Хотя это возможно, HEM все же может быть чрезмерно сложным или рискованным при диаметрах менее 0,062 дюйма, и ваше приложение и машина должны быть тщательно рассмотрены.
Методы предотвращения поломки инструмента:
- Убедитесь, что заготовка закреплена и поддерживается.
- Используйте как можно более короткую общую длину и длину обрезки.
- Проверьте биение инструмента в шпинделе и, если возможно, используйте термоусадочные держатели.
- Выберите покрытие, оптимизированное для вашего материала.
Управление чрезмерным нагревом и тепловым ударом в микрообработке
Из-за небольшого размера миниатюрных инструментов и требуемых для них высоких рабочих скоростей тепловыделение может быстро стать проблемой. Если нагрев не контролируется, на заготовке и инструментах могут возникнуть термические трещины, плавление, возгорание, нарост на кромке или деформация.
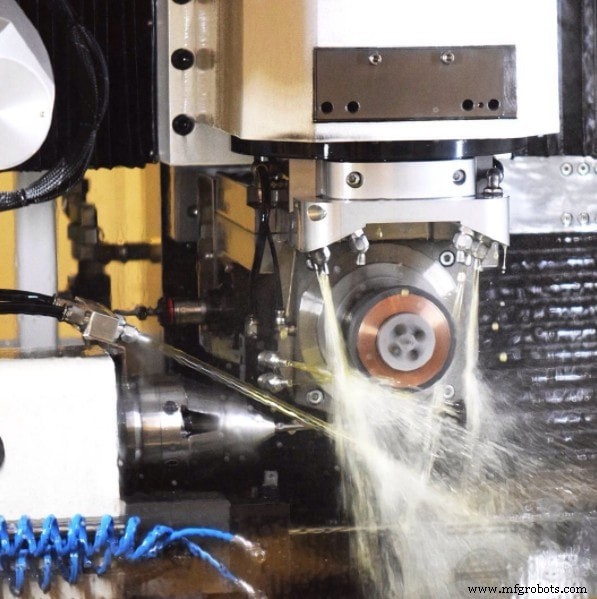
Для борьбы с высоким нагревом часто используется охлаждающая жидкость для снижения температуры поверхности материала, а также для облегчения эвакуации стружки и повышения смазывающей способности. Однако необходимо следить за тем, чтобы охлаждающая жидкость не охлаждала материал слишком быстро или неравномерно. Если используется неправильный метод подачи охлаждающей жидкости, может произойти тепловой удар. Термический удар возникает, когда материал расширяется неравномерно, создавая микротрещины, которые распространяются по всему материалу и могут расколоться, деформироваться или изменить физические свойства материала.
Методы предотвращения перегрева и теплового удара:
- Запустите инструмент с покрытием всухую или со сжатым воздухом, обеспечив достаточную эвакуацию стружки.
- Выберите покрытие, оптимизированное для вашего материала.
- Используйте инструменты с геометрией, характерной для материала вашей заготовки.
- Уменьшить скорость (об/мин).
Ключевые выводы
При правильном выполнении микрообработка миниатюрной оснастки (<0,125 дюйма) может получить те же преимущества HEM, что и обработка инструментов большего диаметра:снижение износа инструмента, ускорение производства деталей и повышение точности обработки. Однако необходимо уделять больше внимания контролю процесса обработки и предотвращению хрупкости инструмента, перегрева и теплового удара.
Посмотрите на этот пример траекторий HEM (трохоидальное фрезерование), выполняемых с помощью концевой фрезы Harvey Tool 3/16″ из алюминия.
Станок с ЧПУ
- Что такое перфоратор?
- Руководство по системе лазерной микрообработки
- Почему важен счет флейт
- Наиболее распространенные методы ввода инструмента
- Введение в трохоидальное фрезерование
- Погружение в глубину резания:периферийный, прорезной и HEM-подходы
- Марки инструментальной стали
- Микрообработка:методы, возможности и проблемы
- Как добавить новый инструмент
- Список кодов Mazak G (серия M)