


Когда следует и не следует использовать допуск на отверстие
Фрезы типа «ласточкин хвост» — это режущие инструменты, которые создают трапециевидную форму или канавку типа «ласточкин хвост» в детали. Из-за формы этих инструментов необходимо уделять особое внимание для достижения длительного срока службы инструмента и превосходных результатов. Это особенно верно при обработке канавок под уплотнительные кольца, так как эта операция требует опускания инструмента в деталь, чтобы начать резку. Использование соответствующего метода ввода инструмента, особенно понимание того, когда припуск на отверстие необходим (и не нужен), важно для предотвращения распространенных ошибок типа «ласточкин хвост».
Что такое Drop-Hole?
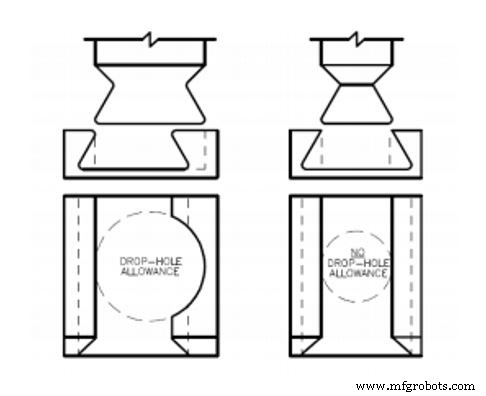
При проектировании деталей с канавками для уплотнительных колец учет допусков на отверстия для капель является ключевым первым шагом. Отверстие — это смещенное от центра отверстие, профрезерованное во время операции черновой/долбёжной обработки. Эта функция позволяет использовать значительно больший и более жесткий инструмент. Это связано с тем, что фреза больше не должна входить в паз, а должна входить в отверстие, диаметр которого больше диаметра фрезы.
Зачем стоит добавить Drop-Hole?
По сравнению с инструментами без припуска на отверстие, инструменты с припуском на отверстие имеют гораздо большее отношение диаметра шейки к диаметру фрезы. Это делает инструменты с откидными отверстиями намного прочнее, позволяя инструменту работать с большой радиальной глубиной резания и с меньшим количеством переходов. Использование откидного отверстия позволит использовать более прочный инструмент, что повысит производительность и срок службы инструмента.
Операция обработки с припуском на отверстие

Требуется максимум 4 радиальных прохода на сторону.
Когда нельзя бросать дыру
Отверстия иногда не допускаются в конструкции из-за дополнительной точки концентрации напряжений, которую они оставляют. Типичные примеры того, где нельзя использовать дырку, включают:
- Применения в условиях высокого давления
- В уплотнениях, требующих высокой надежности
- Где используются опасные или опасные жидкости
Проблема с допуском на отводное отверстие заключается в том, что дополнительный зазор, используемый для входа инструмента, может создать слабое место в уплотнении, которое затем может быть нарушено при определенных условиях. В конечном счете, допустимое отклонение требует одобрения со стороны клиента, чтобы гарантировать, что приложение допускает это.
Операция обработки без припуска на отверстие

Требуется максимум 20 радиальных проходов с каждой стороны.
Размещение дырок
При добавлении отверстия в деталь важно убедиться, что элемент размещен правильно, чтобы обеспечить максимальную целостность уплотнения. Согласно приведенному ниже рисунку, отверстие для капель должно располагаться не по центру канавки, гарантируя, что будет затронута только одна сторона канавки.
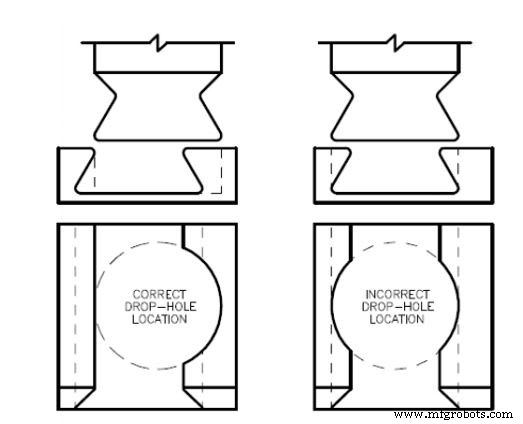
Также необходимо следить за тем, чтобы элементы с отверстиями располагались на правильной стороне канавки. Поскольку уплотнительные кольца используются в качестве уплотнения между давлениями, важно, чтобы перепускное отверстие граничило с зоной высокого давления. По мере того, как давление изменяется от высокого к низкому, уплотнительное кольцо будет прижиматься к полностью поддерживаемой стороне, обеспечивая надлежащее уплотнение (см. изображение ниже).

Станок с ЧПУ
- Анкеры для гипсокартона:как они работают и когда их использовать
- Как использовать токарный станок по дереву для начинающих?
- Когда ремонт - это не ремонт?
- Датчик инструмента фрезерного станка с ЧПУ по дереву, как им пользоваться?
- Вращательное протягивание:быстрый и простой способ просверлить квадратное отверстие
- FR4:Когда вы можете его использовать, а когда нет
- Материалы для литья под давлением и когда их использовать
- Распространенные типы фрезерных станков и когда их использовать
- Повышение точности станка с ЧПУ и позиционирования
- Предустановка инструмента с ЧПУ и измерение инструмента с ЧПУ. Введение