


Борьба с графитом:руководство по обработке
Несмотря на то, что графит является более мягким материалом, он на самом деле является одним из самых сложных материалов для обработки. Когда дело доходит до обработки этих деталей, машинисты должны учитывать множество соображений в отношении инструментов, использования охлаждающей жидкости и личной безопасности. В этом посте «В лупе» будут рассмотрены свойства материала, основные методы обработки, которые следует учитывать, и советы по правильному выбору режущих инструментов для достижения успеха в этом сложном материале.
Что такое графит?
Хотя графит является аллотропом углерода, эти два термина не просто взаимозаменяемы. Углерод — это элемент, который может формироваться в несколько различных аллотропных форм, включая графит, алмаз и фуллерит. Графит оказался наиболее стабильной формой углерода и является наиболее распространенным, поскольку углерод естественным образом встречается в виде графита при стандартных условиях.
Графит наиболее известен своей превосходной проводимостью и устойчивостью к высоким температурам и коррозии. Это делает его распространенным материалом в условиях высоких температур и высокого давления в аэрокосмической, электродной, атомной, энергетической и военной промышленности.

Несмотря на то, что графит может легко справляться с интенсивными ситуациями высокого давления, на самом деле это очень мягкий, абразивный и хрупкий материал. Это может вызвать серьезные проблемы при обработке, так как графит может поглощать режущие инструменты и значительно сокращать срок службы инструмента. Однако при наличии соответствующих инструментов и методов можно оптимизировать обработку графита, чтобы сделать ее более рентабельной, чем у конкурентов.
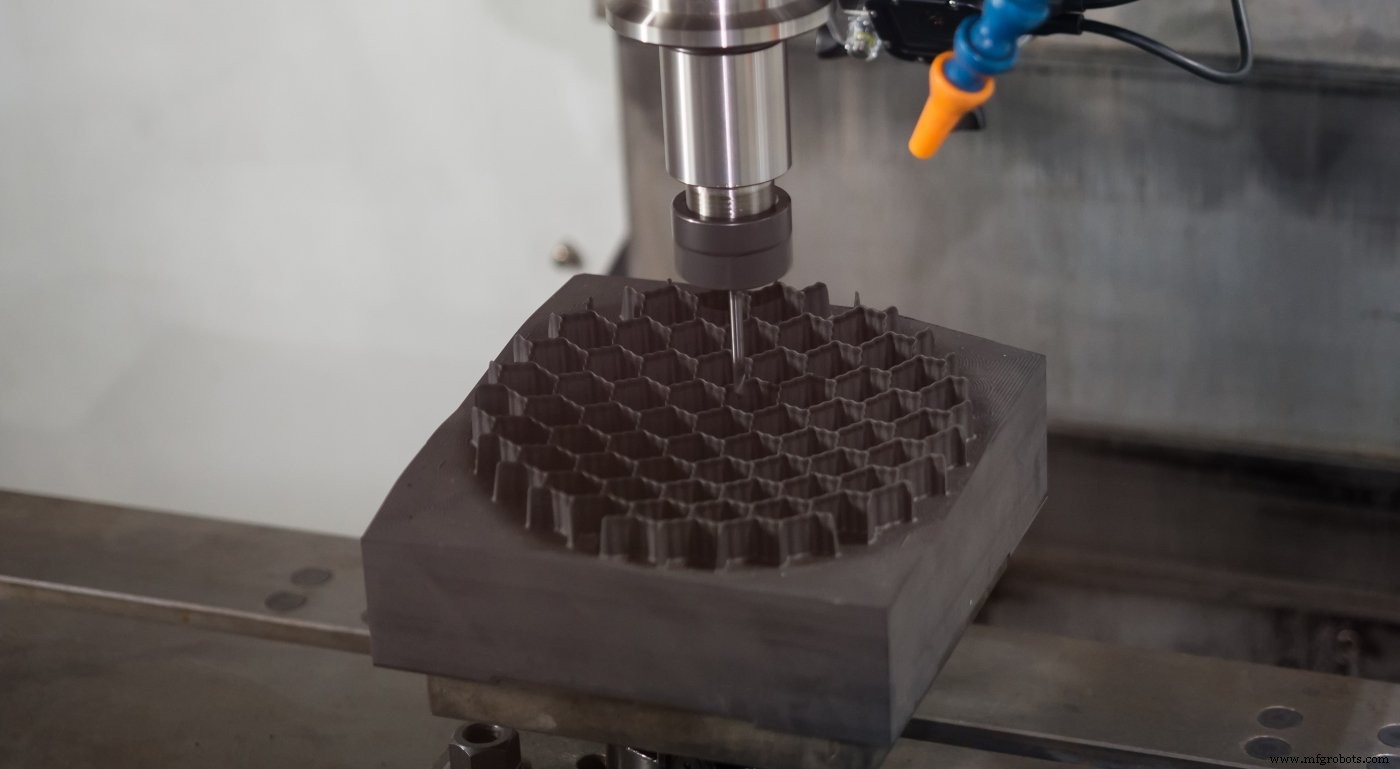
Методы обработки графита
Поскольку графит является таким мягким и хрупким материалом, при обработке необходимо уделять особое внимание, чтобы избежать его сколов. Чтобы получить хороший рез, рекомендуется использовать малую загрузку стружки и использовать более низкие скорости подачи при обработке графита. Если бы вы сделали толстый рез с высокой скоростью подачи, вы бы начали скалывать графит, что могло бы привести к его полному разрушению. Для сравнения:нагрузка стружки для графита аналогична нагрузке для алюминиевых материалов, но скорость подачи составляет менее половины скорости подачи.
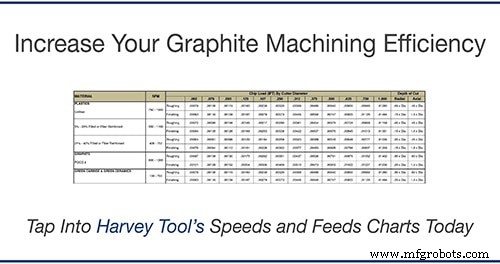
Чтобы дать вам представление о скоростях и подачах для графита, вот пример использования 1/4-дюймовой фрезы Harvey Tool с алмазным покрытием CVD, 4-канальной квадратной концевой фрезой. Если бы этот инструмент работал со стандартной скоростью 12 000 об/мин при 780 SFM, рекомендуемая нагрузка на стружку составляла бы 0,00292 для скорости подачи 140 дюймов/мин.

Что касается настройки станка, следует помнить один важный совет:всегда избегайте использования охлаждающей жидкости. Графит — довольно пористый материал, поэтому он может поглощать охлаждающую жидкость и действовать как «губка для охлаждающей жидкости», что вызовет проблемы с готовыми деталями. Внутри станка и на инструментах охлаждающая жидкость может реагировать с графитовой пылью и создавать абразивную суспензию, которая вызовет проблемы при обработке. Вакуумная система рекомендуется для очистки материала при обработке графита. В противном случае инструменты с покрытием могут работать всухую.
Еще одна вещь, которую следует учитывать при обработке графита, заключается в том, что, поскольку графит образует не стружку, а скорее облако очень абразивной пыли, он может быть вредным для операторов и машин без надлежащего ухода. Операторы должны носить защитную маску, чтобы избежать вдыхания графитовой пыли. Надлежащая вентиляция и поддержание качества воздуха в цехе также являются ключевыми факторами защиты машинистов при работе с графитом.
Поскольку графитовая пыль также обладает чрезвычайно высокой проводимостью, она может легко повредить незащитные цепи внутри вашего станка с ЧПУ, что может привести к серьезным проблемам с электричеством. Хотя использование охлаждающей жидкости не рекомендуется, вакуумная система может помочь удалить пыль, предотвратив ее чрезмерное накопление внутри машины и предотвратив серьезные проблемы.
Повысьте эффективность обработки графита – воспользуйтесь таблицами скоростей и подач Harvey Tool сегодня
Режущие инструменты для обработки графита
Как упоминалось ранее, графит является печально известным убийцей режущего инструмента из-за его чрезвычайно абразивной природы. Даже самые высококачественные твердосплавные концевые фрезы, если оставить их без покрытия, быстро изнашиваются при выполнении большинства работ. Этот экстремальный износ может привести к смене инструмента во время операции, что может привести к несовершенству детали при попытке перезапустить операцию, на которой остановился изношенный инструмент.
При выборе режущего инструмента для обработки графита наиболее важным фактором является покрытие и режущая кромка. Количество канавок, углы наклона спирали и другие ключевые особенности геометрии инструмента в конечном счете уступают покрытию при покупке инструмента.
Для обработки графита рекомендуется использовать алмазное покрытие CVD (химическое осаждение из паровой фазы), когда это возможно, чтобы максимально увеличить срок службы и производительность инструмента. Эти покрытия наносятся непосредственно на твердосплавную концевую фрезу, повышая твердость и оставляя на инструменте слой покрытия, который в 5 раз толще алмазного покрытия PVD. Алмазное покрытие CVD не имеет самой острой кромки, но благодаря более толстому алмазному слою срок службы инструмента намного выше, чем у других алмазных покрытий.
Несмотря на то, что первоначальные затраты на инструменты могут быть выше при использовании инструментов с покрытием CVD по сравнению с инструментами без покрытия, поскольку инструменты с покрытием CVD имеют значительно более длительный срок службы, чем инструменты без покрытия, это значительно снижает стоимость одной детали. При обработке сложных абразивных материалов, таких как графит, твердосплавный инструмент без покрытия прослужит короткое время, прежде чем абразивность графита полностью изнашивает режущую кромку. Инструмент с CVD-покрытием даст вам преимущество над конкурентами, сохранит работу вашего станка с меньшим временем простоя для замены инструмента и, в конечном итоге, обеспечит значительную экономию средств.

В целом, графит может быть трудным для обработки материалом, но с правильными режущими инструментами и правильными скоростями и подачами вы будете делать качественные детали в кратчайшие сроки. Harvey Tool предлагает широкий выбор концевых фрез с покрытием CVD различного диаметра, вылета и длины резания, чтобы у вас было то, что вам нужно для любой работы, которая вам предстоит.
Станок с ЧПУ
- Краткое руководство по 3D-печати с использованием струйной печати под переплет
- Изменение затрат с существующими поставщиками:руководство
- Атака на алюминий:руководство по обработке
- Руководство по выбору материалов для станков с ЧПУ
- Начало работы с ИИ в страховании:вводное руководство
- Руководство по выбору материала для ЧПУ
- Руководство по выбору пластмасс с ЧПУ
- Чего ожидать от обработки графита?
- Затраты, связанные с прецизионной обработкой с ЧПУ
- 5-осевая обработка с ЧПУ:полное руководство