


Как сделать формы для литья песка? (Для литейных цехов и DIY)
Литье в песчаные формы — это процесс металлообработки в литейном производстве, в котором в качестве формовочного материала используется песок, что позволяет производить недорогие отливки уникальных металлических форм. Формы для литья в песчаные формы являются незаменимыми частями процесса литья в песчаные формы и играют жизненно важную роль в литье в различных отраслях промышленности. В этом блоге VIC поможет вам получить больше информации о том, как сделать песчаные формы для литья металла простым и понятным способом.
Что такое песчаные формы для литья металлов?
Формы для литья в песчаные формы — это формы, используемые при литье металлов, которые используются один раз после заливки металлической жидкости и разбивания для сбора отливки. Собранная отливка, отформованная в песчаной форме, имеет низкую точность, плохое качество поверхности и большой избыток металла, который требует последующей механической обработки.

Песчаные формы выгодны при изготовлении сложных и тяжелых отливок, а также имеют низкую стоимость литья.
Чтобы изготовить формы для литья в песчаные формы для литья металлов, будь то в литейном цехе или дома, процесс формования должен выполняться в хорошо проветриваемом помещении. чтобы избежать пыли от песка и дыма от расплавленного металла.
Объясните, как сделать формы для литья металла в видео:
Что нужно подготовить перед изготовлением форм
Подготовка технических вопросов
- Технический отдел использует подробные чертежи для создания чертежей отливки, моделей, стержней и припусков, чтобы сделать модели более точными.
- Создавайте узоры, сердцевины и системы литников на основе чертежа. Узор придает внешний вид, а сердцевина придает внутреннюю форму отливке. Система литников предназначена для направления расплавленного металла и выпуска воздуха в форму.
- Определить компоненты в формовочной смеси, чтобы обеспечить свойства формы.
Каковы свойства формы для литья в песчаные формы?
- Рефрактерность :способность предотвращать затекание формы в отливку при заливке жидкого металла в форму.
- Проницаемость :В процессе литья большое количество образующегося газа необходимо выпустить из формы. Если это не так, могут быть созданы дефекты литья.
- Сила :Когда форма подвергается воздействию внешних сил, таких как перемещение, сборка или заливка расплавленным металлом, она должна сохранять как внутреннюю, так и внешнюю форму.
- Складывание :формы для литья в песчаные формы должны быть эластичными, чтобы при уплотнении объекта ему не мешала форма, что приводило к короблению и растрескиванию.
- Сплоченность :Помогает песку сохранить свою первоначальную форму после извлечения модели из формы.
Смесь для песчаных форм

Смесь форм для литья в песчаные формы включает:
- Песок :делится на песчаное покрытие и базовый песок.
- Бентонитовая глина смешивается с песком, чтобы сделать форму более прочной. Бентонит также поглощает больше воды, что повышает его связующую способность.
- Связующие (часто с использованием растительных масел, водорастворимых веществ) способствуют повышению прочности и гибкости формовочной смеси.
- Вспомогательные вещества (опилки, угольный порошок, солома) помогают увеличить воздухопроницаемость формы и в то же время помогают песочной смеси лучше сопротивляться нагреву.
Вышеуказанные вещества смешиваются в определенных пропорциях в зависимости от отливки. .
В настоящее время формовочная смесь из сырого песка очень популярна в технологии литья в песчаные формы. потому что зеленый песок имеет естественную влажность, которая увеличивает прочность формы.
Подготовка оборудования для изготовления форм для литья в песчаные формы

- Шаблон :прочитать статью о создании выкройки.
- Порошок или меловая пыль :Порошок наносится на поверхность рисунка, чтобы предотвратить прилипание песка. Так же покрывают поверхности колбы колбой и перетягивают колбу, чтобы они не слипались.
- Песочный слой :используется для покрытия рисунка, чтобы придать ему большую гибкость. Песчаная шуба находится в непосредственном контакте с жидким металлом и составляет около 10-15% песка для формовки.
- Основной песок :используется для изготовления форм или стержней. Базовый песок должен иметь высокую воздухопроницаемость, составляя 60 – 90% от общего количества песка в форме.
В настоящее время кремнеземный песок является самым популярным песком для основы. так как он легко доступен и дешевле, чем другие типы. Кроме того, он обладает всеми свойствами, необходимыми для изготовления форм, как указано выше.
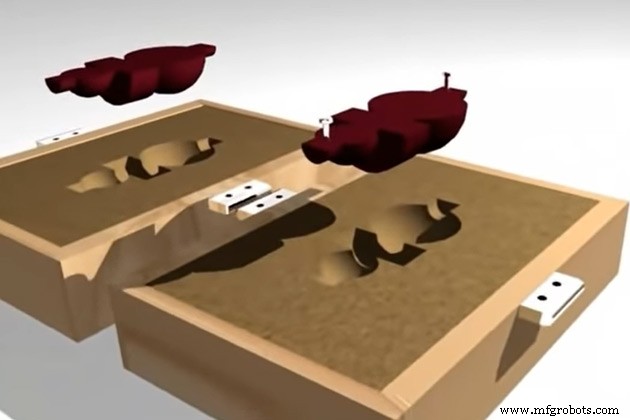
- Скопируйте колбу и перетащите колбу :это две верхняя и нижняя половины пресс-формы, разделенные линией разъема (также называемой плоскостью разъема). Фляги можно купить в интернете или сделать из дерева.
- Плесень :представляет собой металлический ящик, который помещается в форму для литья в песчаные формы, чтобы поддерживать структуру формы и гарантировать, что форма не сломается при перемещении.
- Литник :представляет собой воронку, выводящую жидкий металл из разливочной воронки в конический литник, затем по желобу, один за другим входя в ворота.
- Уплотнитель песка :используется для уплотнения песка в опоке, чтобы сделать поверхность отливки более детализированной и сократить время очистки отливки. В качестве альтернативы вы можете использовать пестик или лопату, чтобы утрамбовать песок.
- Сито для песка :фильтровать песок, чтобы он был мельче и чище.
Подготовить защитное оборудование для форм для литья в песчаные формы
- Защитные очки :защитите глаза от мусора и пыли.
- Перчатки :берегите руки от опасностей в литейном производстве, таких как порезы, ожоги, ссадины…
- Защитные сапоги :носок обуви бронирован для защиты кончиков пальцев от падения, столкновений или ударов тяжелыми предметами.
- Длинные брюки :это защитные штаны из плотной ткани для защиты ног от жары, ударов…
Как сделать песчаные формы для литья металла?
1. Изготовление пресс-форм
- Поместите выкройку на шаблонную пластину. Плоскости разъема соприкасаются с шаблонной пластиной.
- Насыпьте полстакана меловой пыли в носок или небольшой тканевый мешочек. Равномерно посыпьте поверхность узора, чтобы песок не прилипал к узору при удалении узора.
- Засыпьте песчаную основу в форму через просеиватель для песка. Удалите комок песка через сито.

- С помощью пестика или лопаты утрамбуйте песок в форме так, чтобы он был плотным и равномерным от краев к середине. На этом этапе создается механическая прочность песчаной формы, что помогает сделать форму полости формы более детализированной. Убедитесь, что все углы затянуты.
- Выровняйте верхнюю поверхность, чтобы удалить лишний песок.
- Наклонные отверстия на расстоянии 40 мм друг от друга для выхода воздуха.
- Перевернуть форму на 180 градусов.

2. Изготовление плесени
- Поместите другую половину шаблона сверху, чтобы он точно совпадал с шаблоном в колбе для перетаскивания.
- Прикрепите верхнюю форму к нижней, чтобы они совпадали с шатуном.

- Установка заливочной трубы с помощью литника для создания отверстий, ведущих в полость формы. Здесь жидкий металл будет заливаться в форму в процессе литья.
- Засыпьте песок и удалите излишки песка, как с помощью фляги.

- Отрежьте сливную воронку.
3. Удалить шаблон
Убедитесь, что фляжка находится под фляжкой.
- Поднимите отложенную колбу и поверните ее на 180 градусов. Теперь вы можете увидеть узор, помещенный в колбы.
- Перережьте грязеуловитель через выпускную трубу.
- Разгладьте часть формы, соприкасающуюся с выкройкой.
- Медленно снимите выкройку с фляги и справьтесь с флягой в вертикальном направлении.
4. Сборка форм
Если в отливке есть отверстия, стержень должен быть вставлен в форму в правильном положении (см. рисунок стержня и стержня). Сердцевину необходимо покрасить, высушить и отполировать.
- Поместите колбу поверх фляги. Они должны быть выровнены так же, как и с шаблоном.
- Прикрепите соответствующие колбы вместе. Затем осторожно извлеките обе опоки вверх, чтобы не повредить формы для литья в песчаные формы.
- Установите рубашку формы поверх песчаной формы, чтобы повысить устойчивость формы. Не затягивайте сильно, чтобы не деформировать песчаные формы.
Таким образом, комплект форм для литья в песчаные формы готов. Вам просто нужно залить жидкий металл в заливочную воронку. , затем подождите, пока он остынет. и сломайте форму, чтобы собрать грубую отливку в соответствии с разработанным шаблоном .
С помощью метода литья VIC, описанного выше, независимо от того, занимаетесь ли вы литьем своими руками или литейным бизнесом, вы все равно можете изготовить набор песчаных форм для своего литейного производства.
VIC является опытным литейным заводом, использующим различные технологии литья. Литье в песчаные формы является одной из ключевых технологий литья VIC. Чтобы установить деловое партнерство с VIC, свяжитесь с нами здесь.

Не забывайте следить за статьями VIC о кастинге. Если вы хотите использовать наши статьи в качестве справочного материала, не забудьте указать источник.
Подробнее читайте в нашей статье:
Как изготавливают гири методом литья в песчаные формы?
5 распространенных типов дефектов литья в песчаные формы и способы их устранения
Как рассчитать усадку алюминия при литье в песчаные формы?
Производственный процесс
- Введение в 3D-печать для литья в песчаные формы
- Сделай сам:мониторинг и регулирование температуры для домашнего пивоварения
- Сделай сам дешевый контроллер для перчаток и пропеллерный автомобиль
- Формовочный песок:типы и состав | Кастинг | Металлургия
- Формы для песка:определение и классификация | Кастинг | Металлургия
- Как сделать компас с помощью Arduino и Processing IDE
- Вот как 3D-печать разрушает литье в песчаные формы
- Как улучшить качество поверхности алюминиевого литья в песчаные формы?
- Быстрый прототип для литья в песчаные формы
- Литейный песок для промышленного использования