


Банджи-шнур
<час />
Фон
Банджи-шнур состоит из одной или нескольких нитей эластичного материала, обычно резины, связанных тканевым покрытием. Он обычно используется в качестве крепления для багажа или оборудования, перевозимого снаружи автомобиля. Банджи-шнур также используется военными для поглощения удара при открытии больших грузовых парашютов при сбрасывании тяжелых грузов, таких как танки. Разработка длинного и сверхпрочного банджи-шнура для военных привело к появлению развлекательного спорта - банджи-джампинга. В этом виде спорта участник прыгает с возвышающейся конструкции, надев ремни безопасности, прикрепленные к одному концу длинного эластичного шнура, а другой конец прикреплен к конструкции.
Термин «банджи» или «банджи» считается британским сленгом, обозначающим индийский каучук. Некоторые ссылки на индийский каучук, который изначально использовался для стирания карандашных следов на бумаге, называют его «индия-банджи». Другой источник утверждает, что этот термин произошел от англо-индийского слова «bangy», относящегося к разговорному термину, обозначающему ярмо на плече с двумя равными грузами, подвешенными на шнурах спереди и сзади. В любом случае концепции эластичного материала и несущих шнуров применимы к современному эластичному шнуру.
Считается, что история прыжков с тарзанки как вида спорта или испытания на отвагу восходит к 1500 годам на острове Пятидесятницы на территории нынешней Республики Вануату в южной части Тихого океана. Согласно местной легенде, жена почувствовала жестокое обращение со стороны мужа и сбежала, укрывшись на высоком дереве. Когда ее муж в погоне за ним забирался на дерево, она тайно обвязала лозы вокруг лодыжек. Когда он попытался схватить ее, она прыгнула. Он прыгнул за ней и упал насмерть. Пружинные лозы сломали ее падение, и она выжила. После этого мужчины острова решили, что ни одна женщина больше не должна их обманывать, и начали практиковаться в прыжках с виноградными лозами. Со временем это стало испытанием на смелость, когда самые храбрые люди прыгали с высоты 80 футов (24 м), чтобы их головы коснулись земли, прежде чем лозы полностью прекратили падение.
Современный банджи-джампинг с использованием эластичных банджи-шнуров появился в конце 1970-х годов. В День дурака в 1979 году Оксфордский опасный спортивный клуб Великобритании привлек внимание публики, когда его участники прыгнули с 245-футового (75-метрового) Клифтонского моста в Бристоле, Англия. С тех пор банджи-джампинг стал коммерческим видом спорта с тысячами участников.
Сырье
Эластичный материал эластичного шнура обычно изготавливается из натурального или синтетического каучука. Натуральный каучук, иногда называемый латексным каучуком, обладает превосходной растяжимостью (способностью к растяжению), упругостью (способностью восстанавливать свою первоначальную форму после растяжения) и прочностью на разрыв (способность растягиваться под нагрузкой без разрушения). Благодаря этим свойствам он является отличным материалом для эластичных шнуров. Недостатком натурального каучука является лишь хорошая устойчивость к воздуху и ультрафиолетовому излучению солнечного света. Синтетические каучуки, такие как неопрен, обладают лучшей устойчивостью к воздуху и солнечному свету, но меньшей упругостью и прочностью на разрыв, чем натуральный каучук. Военная спецификация (mil-spec) для эластичных шнуров допускает использование натурального каучука или синтетического каучука. 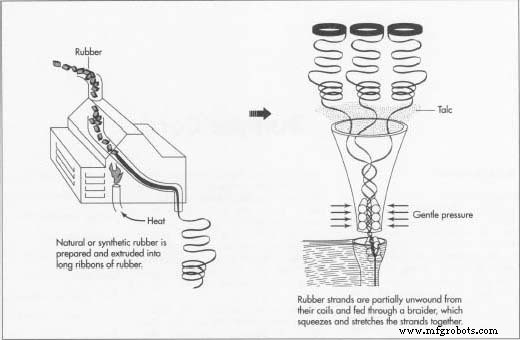 резина или их смесь. Восстановленный каучук нельзя использовать для шнуров Milspec. Натуральный каучук широко используется для изготовления шнуров, используемых в банджи-джампинге.
резина или их смесь. Восстановленный каучук нельзя использовать для шнуров Milspec. Натуральный каучук широко используется для изготовления шнуров, используемых в банджи-джампинге.
Тканевое покрытие эластичного шнура может быть сплетено из хлопковой или нейлоновой пряжи. Коммерческий эластичный шнур обычно имеет однослойное нейлоновое покрытие, которое более устойчиво к истиранию и имеет более высокую прочность на разрыв. Банджи-шнур Mil-spec должен иметь два слоя хлопкового покрытия. Некоторые шнуры, используемые для банджи-джампинга, имеют хлопковое покрытие, такое же, как шнур mil-spec. Другие специально разработанные шнуры для банджи-джампинга имеют плетеное покрытие из натурального каучука.
Дизайн
Стандартный коммерческий эластичный шнур доступен в диаметрах от примерно 0,25 дюйма до 0,62 дюйма (0,64–1,6 см). Шнур Mil-spec доступен от 0,25 дюйма до 0,87 дюйма (0,64–2,2 см) в диаметре. Эти шнуры не требуют новых дизайнерских работ, кроме случайного изменения цвета внешнего покрытия. (См. Контроль качества). Шнур для банджи-джампинга обычно имеет диаметр около 0,62 дюйма (1,6 см) и обычно разрабатывается каждой компанией, занимающейся банджи-джампингом, индивидуально в соответствии с ее спецификациями.
В особых случаях может потребоваться изготовленный на заказ эластичный шнур. Когда один производитель легких грузовиков решил продемонстрировать прочность рамы своего продукта, они отправили автомобиль на тарзанке с моста. Этот трюк был показан в рекламе по национальному телевидению, и для него потребовался набор из девяти специально разработанных банджи-шнуров, каждый 5 дюймов (13 см) в диаметре и 100 футов (30 м) в длину.
Производственный
процесс
Некоторые компании по прыжкам с тарзанки проектируют и производят свои собственные шнуры. В общем, это проприетарный процесс, который они держат в секрете. Ниже описывается типичный 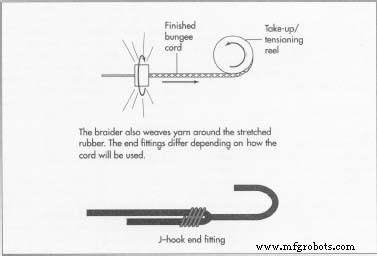 процесс производства коммерческих шнуров или эластичных шнуров milspec.
процесс производства коммерческих шнуров или эластичных шнуров milspec.
Экструзия резиновых лент
- 1 Натуральный или синтетический каучук изготавливается и прессуется в длинные резиновые ленты. Эти ленты имеют толщину приблизительно от 0,09 дюйма до 0,12 дюйма (0,24-0,32 см), ширину 0,25 дюйма (0,64 см) и длину до 100 футов (30 м). Экструдер состоит из нагреваемого цилиндра, в который помещается резина. Один конец цилиндра движется под давлением, вытесняя резину через небольшое отверстие в другом конце. Отверстие или матрица имеет форму желаемого поперечного сечения ленты. Когда резиновые ленты остынут, они наматываются и отправляются производителю эластичного корда.
Подготовка резиновых лент
- 2 Количество лент или прядей в эластичном корде определяет диаметр корда и общий показатель прочности на разрыв. Соответствующее количество резиновых прядей частично разматывается со своих витков. Чтобы отдельные пряди не прилипали друг к другу в жаркую погоду, их покрывают мелко измельченным тальком или тальком. Это происходит постоянно, поскольку пряди разматываются из бухт во время процесса плетения (шаги 3 и 4 ниже).
Плетение обложки
- 3 Свободные концы резиновых прядей соединяются и вручную пропускаются через машину, называемую плетением. На входном конце плетенки они проходят через валик или другое устройство, которое аккуратно сжимает их в пучок. На другом конце другой ролик или приемная бобина протягивает нити через машину. Регулируя давление и скорость устройств ввода и вывода, резиновые нити подвергаются натяжению и слегка растягиваются при прохождении через машину. Это уменьшает диаметр пучка резиновых прядей, что позволяет плотно наматывать тканевое покрытие.
- 4 Плетелка плетет покрывающую пряжу вокруг растянутого резинового жгута, когда он проходит через машину. Пряжа должна быть соткана достаточно плотно, чтобы предотвратить попадание грязи в зазоры между нитями пряжи, когда шнур полностью вытянут. Если требуется два и более слоев покрытия, их плетут один за другим. Пряжа внешнего покрытия может быть окрашена и соткана по узору для определения возраста или в декоративных целях. (См. Контроль качества).
Доставка
- 5 Готовый эластичный шнур обрезается по длине, скручивается в спираль и помещается в картонные коробки для транспортировки. Некоторые шнуры сначала помещают в темные пластиковые пакеты для дополнительной защиты от ультрафиолетового излучения во время обращения и хранения.
Присоединение концевых фитингов
- 6 Концевые фитинги могут быть прикреплены кем-либо, кроме производителя эластичного шнура. В случае коммерческого банджи-шнура, используемого в качестве багажа и стяжек для оборудования, другой производитель или дистрибьютор разрезает эластичный шнур на необходимую длину, удваивает каждый конец и плотно наматывает жесткую проволоку вокруг концов с помощью машины для намотки проволоки. Другой конец этой проволоки обычно загибают в виде j-образного крючка, чтобы можно было закрепить концы. Концы банджи-шнура, используемого для банджи-джампинга, могут быть согнуты вокруг неметаллического ушка и обернуты прочной вощеной веревкой, называемой хлыстом, которая плотно наматывается при натяжении шнура. Другие концевые приспособления могут включать пришивание шнура к тканевой ленте.
Контроль качества
Банджи-шнур подвергается различным уровням контроля качества в зависимости от конечного применения. Обычно они состоят из визуального осмотра, тестирования и маркировки или цветового кодирования.
Визуальный осмотр
Все эластичные шнуры во время производства проходят визуальный осмотр на предмет дефектов резиновых прядей и покрытия. К дефектам относятся оборванные пряди, неправильно сплетенное покрытие и заметные пятна на покрытии.
Тестирование
Коммерческий эластичный шнур редко требует каких-либо испытаний. С другой стороны, шнур Mil-spec должен пройти серию строгих испытаний, включая измерения размера и веса, прочности на растяжение, относительного удлинения при различных нагрузках и ряда циклов растяжения-сжатия изгиба. Например, шнур mil-spec диаметром 0,62 дюйма (1,6 см) должен весить 14 фунтов на 100 футов (или 6 кг на 30 м), поддерживать 250-350 фунтов (113-159 кг) при 100% удлинении, иметь минимальная прочность на разрыв 500 фунтов (227 кг) и способность выдерживать минимум 50 000 циклов изгиба. Производители банджи-шнура для банджи-джампинга имеют свои собственные стандарты, которые могут включать в себя выполнение ряда полных циклов изгиба шнура и измерение изменения силы по сравнению с растяжением, чтобы гарантировать, что шнур не чрезмерно растягивается.
Маркировка и цветовое кодирование
Характеристики эластичного шнура могут зависеть от возраста. Шнур, изготовленный в соответствии с военными спецификациями, должен быть отправлен конечному пользователю в течение шести месяцев с даты его изготовления. Чтобы обеспечить соответствие этому требованию, шнур, отвечающий требованиям mil-spec, имеет внешнее покрытие с цветовой кодировкой, указывающее дату изготовления. Основной цвет обозначает год следующим образом:красный (1992), синий (1993), желтый (1994), черный (1995) и зеленый (1996). В последующие годы цикл цветов повторяется, начиная с красного в 1997 году. Для дальнейшего определения даты изготовления во внешнее покрытие включается второй, второстепенный цвет:красный (январь-март), синий (апрель- Июнь), зеленый (июль-сентябрь) и желтый (октябрь-декабрь).
Некоторые компании по банджи-джампингу, которые производят свои собственные шнуры, используют другую систему цветового кодирования, чтобы определить допустимую нагрузку шнура, а не возраст. Этот цвет часто вшивается в лямку, прикрепленную к концу шнура, чтобы гарантировать, что шнур надлежащей емкости соответствует весу перемычки. Возраст кабеля контролируется периодическими проверками и регулярными циклами замены.
Цвета внешнего покрытия коммерческих эластичных шнуров не имеют значения и используются только в декоративных целях.
Будущее
Коммерческий эластичный шнур - это простой и недорогой продукт, имеющий множество применений. Его будут продолжать использовать в обозримом будущем. Аналогичным образом, военные, как ожидается, продолжат использовать нынешнюю конструкцию эластичного шнура во многих приложениях.
Банджи-шнур, используемый для банджи-джампинга, превратился в специальный продукт. Из-за опасений по поводу ответственности многие коммерческие производители больше не производят и не продают шнур для банджи-джампинга. Компании, которые продвигают банджи-джампинг как вид спорта, теперь производят свои собственные шнуры в соответствии со своими требованиями. Спецификации и производственные процессы варьируются от одной компании к другой и считаются собственностью. Первоочередной задачей, конечно же, является безопасность прыгуна. С этой целью эти компании будут по-прежнему очень жестко контролировать процесс производства, обращения, тестирования и замены своих шнуров.
Производственный процесс
- Что такое VMC Machining?
- Руководство по лазерной маркировке алюминия
- Сварка MIG против сварки TIG
- Руководство по лазерной маркировке
- Рекомендации по высокопроизводительной швейцарской обработке
- Руководство по созданию прототипов с ЧПУ
- Понимание процесса изготовления вала
- Что такое маркировка волоконным лазером?
- Электрополировка против пассивации
- Что такое пассивация нержавеющей стали?