


Техника сборки печатной платы ноутбука
С расцветом и широким распространением ноутбуков стало важно улучшать качество продукции и эффективность производства, а ключевая технология и контроль качества продукции в процессе производства ноутбуков привлекли наибольшее внимание. На основе анализа ключевых методов проектирования печатных плат, техники сборки миниатюрных компонентов, проектирования производственных линий и очистки печатных плат в этой статье рассматриваются способы повышения эффективности автоматической сборки машин и выхода продукции. Благодаря корректировке дизайна продукта и основных методов, а также эффективному контролю качества автоматическое оборудование способно удовлетворить требования к функциям сборки ноутбука, чтобы обеспечить эффективную гарантию качества при применении автоматических устройств в индустрии ноутбуков.
Дизайн печатной платы
• Выбор компонентов
Большинство ноутбуков на современном рынке настолько ультратонкие, что их печатная плата должна быть покрыта микрокомпонентами, что предъявляет более высокие требования к сборке. Поэтому важно выбрать подходящий пакет компонентов при проектировании печатной платы. Основываясь на требованиях к технике, оборудованию и общему дизайну, форма и структура корпуса SMT выбираются для компонентов, чьи электрические характеристики и функции были определены, что играет решающую роль в плотности конструкции схемы, технологичности и тестируемости. У каждого типа компонента есть множество пакетов, каждый из которых может быть выбором для инженеров, поэтому лучше узнать о спецификациях компонентов и точности компонентов, доступных на рынке, до принятия решения.
• Выбор материала печатной платы
Основываясь на производстве сборки печатных плат для ноутбуков, обычно выбирается плата с медным покрытием уровня FR4 A1 с такими преимуществами, как относительно высокие механические свойства, отличная термостабильность и сопротивление влаге, отличная обрабатываемость. Свойства уровня FR4 A1 показаны в таблице ниже.
| Предмет | Параметр |
| Горизонтальная ударная вязкость | ≥230 кДж/м |
| Сопротивление изоляции после замачивания | ≥5x108 Ом |
| Вертикальная электрическая прочность | ≥14,2 МВ/м |
| Горизонтальное напряжение пробоя | ≥40кВ |
| Относительная диэлектрическая проницаемость | ≤5,5 |
| Коэффициент диэлектрических потерь | ≤0,4 |
| Гигроскопичность | ≤19 мг |
| Горючесть | FV0 |
| Плотность | 1,70–1,09 г/см 3 |
Техника сборки микрокомпонентов
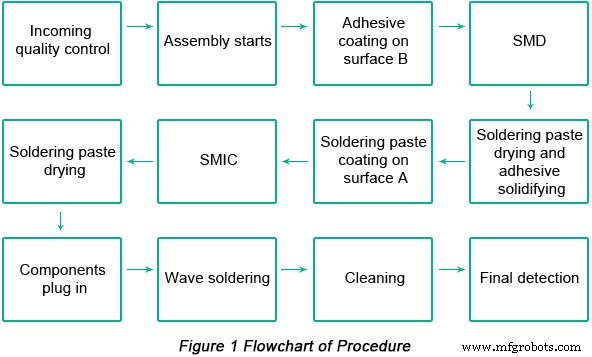
Постоянная миниатюризация компонентов приводит к повышению требований к технике сборки компонентов. Перед сборкой форма сборки должна быть определена в соответствии с расположением компонентов на печатной плате ноутбука. Из-за высокой целостности печатных плат в ноутбуках микрокомпоненты составляют большую часть компонентов на печатных платах, которые обычно представляют собой многослойные печатные платы. В этом исследовании применяется метод смешанной сборки с двумя поверхностями с приведенной ниже схемой процедуры.
• Оборудование для сборки компонентов на производственной линии
а. Принтер паяльной пасты. Расположенный в передней части производственной линии SMT, он применяется для печати паяльной пастой или клеями SMD, а также для печати правильной пропускной печати на контактных площадках или соответствующих позициях печатной платы. Интерактивная операционная система Windows NT имеет такие преимущества, как удобство работы, высокая скорость, высокая точность и превосходная повторяемость печати. Точность позиционирования достигает ±15 мкм. Размер печати от 50 x 50 мм до 460 x 360 мм.
б. Автоматический монтажник. Он играет роль руки робота, способного в соответствии с запрограммированной процедурой извлекать компоненты из упаковки и устанавливать их на соответствующие позиции на печатной плате. Функция монтажа и производственная мощность производственной линии SMT зависят от функции и скорости монтажника. В установщике применяется операционная система Windows XP, отличающаяся гибкостью, практичностью, надежностью и обслуживанием. Подобраны камера MNVC и многочисленные фидеры, подходящие для монтажа небольших чипов (0201), тонких чипов и QFP. Скорость монтажа достигает 12500 копий в час (лазер) и 3400 копий в час (изображение), что подходит для непрерывной печати QFP с мелким интервалом и SOP. Точность монтажа достигает ±0,05мм при монтажных размерах в диапазоне от 50х30мм до 330х250мм.
в. Печь оплавления. Он размещается после монтажа на производственной линии SMT, играя роль в обеспечении среды нагрева и плавления оловянной пасты, которая заранее распределяется по площадке печатной платы. Его можно рассматривать как паяльное устройство, надежно соединяющее компоненты SMT с контактной площадкой печатной платы с помощью паяльной пасты из олова. Диапазон регулировки рельса устройства находится в диапазоне от 50 мм до 400 мм, контроль температуры от комнатной температуры до 300 ° C, точность контроля температуры ± 1,5 ° C, время повышения температуры 30 минут. Средства передачи печатных плат лежат в цепочке + сетке.
д. Аппарат для пайки волной припоя. Он осуществляет массовую пайку через контакт между непрерывно текущей волной под воздействием плавящейся паяльной пасты и поверхностью пайки платы с собранными компонентами. Он в основном применяется в традиционной технике сборки печатных плат со вставными отверстиями и смешанной технике сборки, включающей поверхностную сборку и вставные компоненты в сквозные отверстия.
е. Детекторное оборудование. Он играет роль в определении качества сборки и качества пайки печатных плат, включая увеличительное стекло, микроскоп, автоматический онлайн-инспектор, внутрисхемный тестер, систему обнаружения рентгеновского излучения и детектор функций.
ф. Оборудование для переделки. Он играет роль при доработке проблемной печатной платы с помощью паяльника и ремонтной станции.
грамм. Чистящее оборудование. Он играет роль в устранении препятствий, влияющих на электрические характеристики от печатных плат и загрязняющих веществ при пайке, таких как флюс, который вреден для здоровья людей. Его можно закрепить на устойчивом месте.
Проектирование производственной линии
• Включить производственную линию
Питание должно быть стабильным с общим требованием однофазного переменного тока 220 В (220 ± 10%, 50/60 Гц), трехфазного переменного тока 380 (220 ± 10%, 50/60 Гц). Если требования не выполняются, необходимо настроить регулируемый источник питания и мощность должна быть в 1 раз больше, чем энергопотребление устройства. Сила монтажника должна быть подключена к земле независимо, и обычно следует применять метод разводки 3-фазной и 5-линейной.
• Источник воздуха на производственной линии
Напряжение источника воздуха должно быть настроено в соответствии с требованиями устройств. Может применяться заводская мощность, а безмасляная машина сжатого воздуха может быть настроена независимо. Общее требование заключается в том, что напряжение должно быть более 7 кг на квадратный метр, а очищенный воздух должен быть чистым и сухим.
• Окружающая среда производственной линии
Вытяжной вентилятор настраивается в зависимости от требований устройств. Для полностью горячей жаровни обычное требование состоит в том, что минимальный объем потока в вытяжном канале составляет 500 квадратных дюймов в минуту. Рабочее место должно содержаться в чистоте, без пыли и агрессивных газов при температуре окружающей среды в пределах 23°С±3°С, относительной влажности от 45% до 70% относительной влажности.
• Требования к электростатической защите
Должна быть установлена рабочая площадка с электростатической защитой, состоящая из рабочей платформы, антиэлектростатического коврика для стола, интерфейса ремешка для запястья и линий заземления. На ковре стола должно быть два интерфейса для ремешков, один для оператора, а другой для техника и детектора. Запрещается размещать на рабочей поверхности предметы, способные генерировать статическое электричество, такие как пластиковые коробки, резиновые, картонные и стеклянные коробки, а файлы для рисования следует помещать в антиэлектростатические пакеты для файлов. Рабочие, которым необходимо напрямую контактировать с компонентами, чувствительными к электростатическому электричеству, должны носить антистатические браслеты. Между браслетом и кожей должен поддерживаться отличный контакт.
Полезные ресурсы:
• Три аспекта проектирования, обеспечивающие электромагнитную совместимость печатной платы ноутбука
• Всестороннее введение в печатную плату
• Общий процесс сборки печатных плат
• Полнофункциональная услуга по производству печатных плат от PCBCart — Множество дополнительных опций
• Усовершенствованная услуга сборки печатных плат от PCBCart — от 1 штуки
Промышленные технологии
- Что нужно знать о сборке печатных плат
- Толщина печатной платы
- Как разбить платы на панели для сборки
- Распространенные ошибки при размещении заказа на сборку печатной платы
- Определение всех ключевых терминов сборки печатных плат
- Важные аспекты сборки печатной платы
- Сборка печатных плат в медицинской промышленности:список основных проблем
- 4 причины выбрать единую сборку печатной платы
- Раскрыты некоторые интересные факты о сборке печатных плат под ключ
- Пошаговый процесс сборки бессвинцовой печатной платы