


Каковы преимущества использования высокоскоростных шпинделей?
Миниатюрным сверлам и концевым фрезам часто не хватает оборотов шпинделя, что приводит к плохому качеству поверхности, низкой производительности и поломке режущих инструментов. Вот несколько вариантов и рекомендаций по решению этой слишком распространенной проблемы.
Как определяются «миниатюра» и «микрообработка»?
Официального ответа нет, хотя многие эксперты считают, что любое сверло или концевая фреза диаметром менее 1/8 дюйма или около того считается микроинструментом.
Что еще более важно, эти фрезы часто требуют более высоких скоростей вращения шпинделя, чем могут обеспечить большинство станков с ЧПУ, а без них результаты обычно нежелательны.
Рассмотрите рекомендуемые скорости резки для некоторых повседневных материалов.
Sandvik Coromant рекомендует станочникам начинать со скорости 492 фута в минуту (SFM) для аустенитных и дуплексных нержавеющих сталей. Гюринг говорит, что скорость 620 SFM является хорошей скоростью для черновой обработки большинства чугунов. Harvey Tool предлагает 600 SFM для низкоуглеродистой стали и 1000 SFM для кованого алюминия. Аналогичные рекомендации дают и другие производители режущего инструмента.
В первом примере концевой фрезе диаметром 3/16" требуется скорость вращения шпинделя не менее 10 000 об/мин для достижения надлежащих рабочих параметров; в последнем тот же резец должен развивать как минимум в два раза больше оборотов в минуту, чтобы соответствовать рекомендуемой скорости резания. Ситуация экспоненциально ухудшается по мере того, как инструменты становятся меньше. Например, инструмент Iscar's Tool Advisor подсчитал, что для концевой фрезы 1/32 дюйма при обработке легированной стали требуется более 56 000 об/мин.
Прежде чем все потянутся к своим калькуляторам, чтобы проверить эти цифры, сообщение становится ясным:даже высококлассный обрабатывающий центр, предназначенный для изготовления пресс-форм или оптики, не сработает при фрезеровании и сверлении в этой микросфере с живыми токарные станки и товарное оборудование с ЧПУ отстают еще больше. Этот простой факт физики обработки больше, чем что-либо другое, определяет, когда режущие инструменты считаются миниатюрными и поэтому требуют особого внимания.
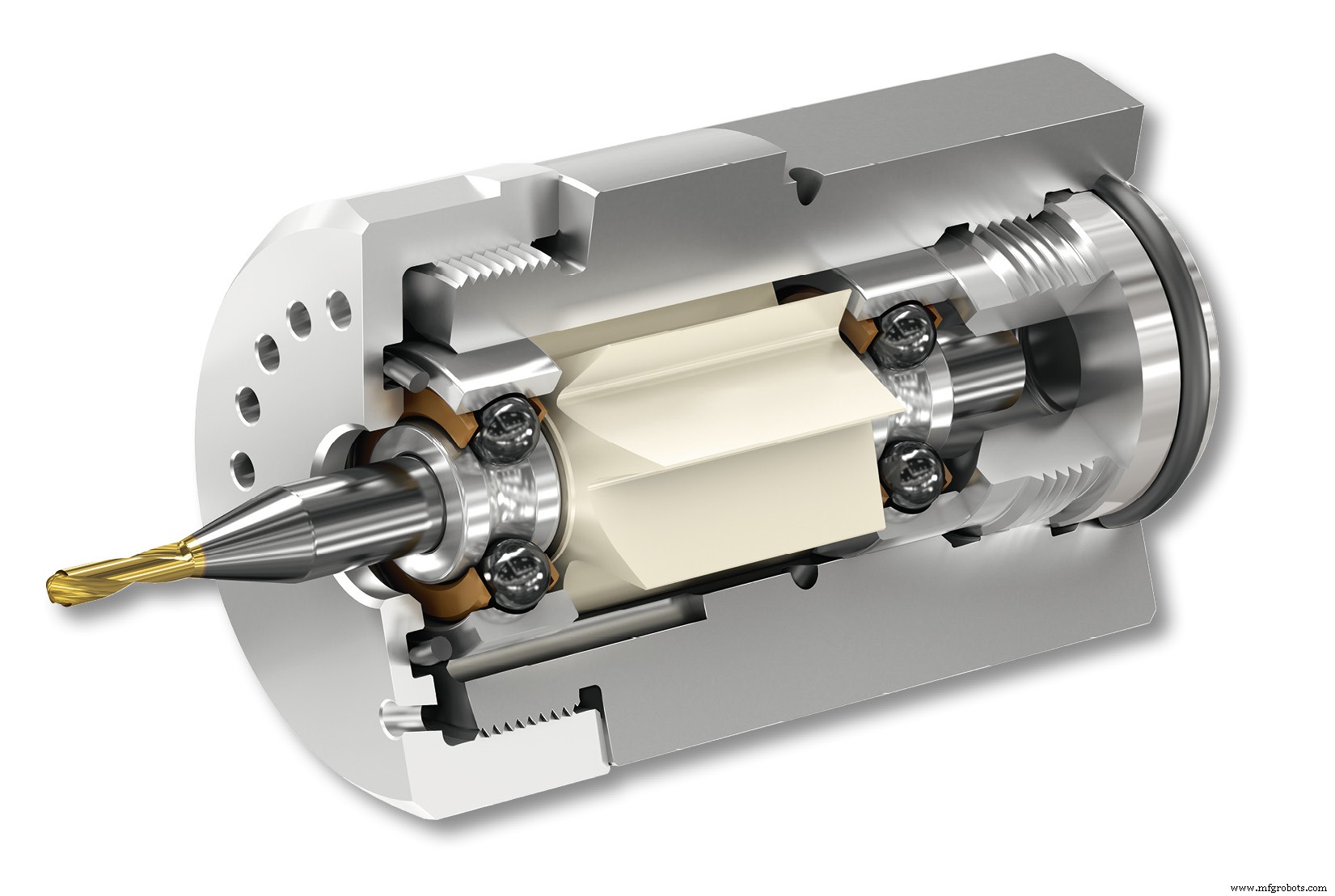
Хорошей новостью является то, что есть простой способ избавиться от хандры из-за недостаточной скорости вращения шпинделя, независимо от типа станка, материала или размера фрезы. Головки Speeder, как известно, предназначены для увеличения числа оборотов шпинделя любого станка. При этом они обеспечивают максимальную надежность и точность сверления с ЧПУ и легких фрезерных работ, особенно при чистовой обработке. Доступно несколько конфигураций, среди которых устройства с питанием от воздуха или электричества, смазочно-охлаждающей жидкостью через шпиндель или с внутренней зубчатой передачей, которая увеличивает вращение существующего шпинделя.
Преодоление хандры

Майк Гэбрис осторожно использует термин «ускоритель вращения шпинделя». Менеджер по промышленным продажам NSK America Corporation говорит, что «ускоритель» часто относится к только что упомянутому механизму с зубчатым приводом.
«Каждый раз, когда вы добавляете шестерни в уравнение, вы вносите такие свойства, как вибрация, тепло и тепловое искажение», — говорит он. «Ни одно из этих свойств не является приемлемым для высокоскоростного шпинделя».
Для сравнения, предпочтительное решение компании использует шпиндель с бесщеточным электродвигателем, который работает независимо от шпинделя станка, развивая скорость, намного превышающую скорость, обеспечиваемую чисто механическим устройством, и обеспечивая успешную микро- и нанообработку.
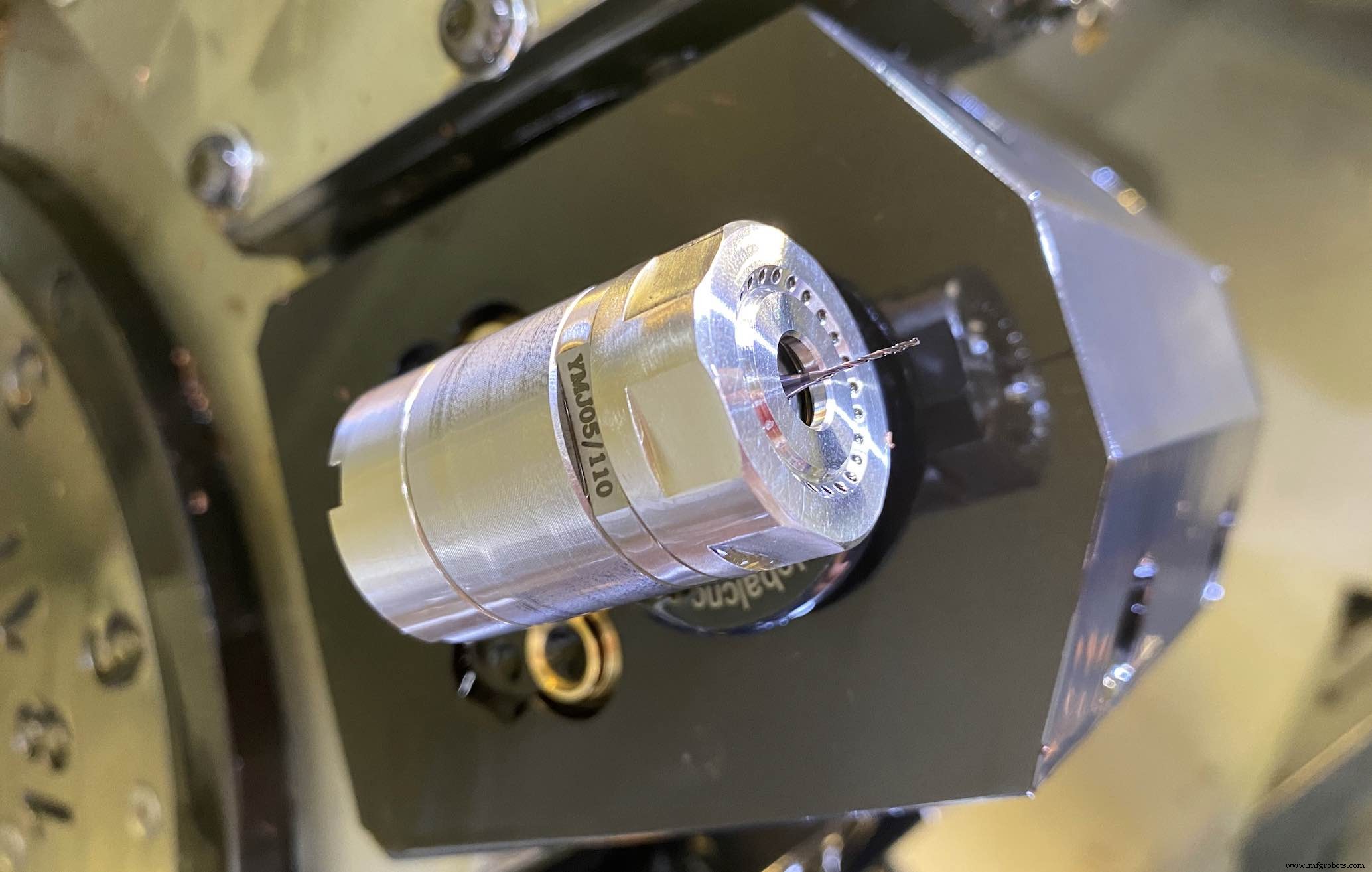
«Мы предлагаем различные высокоскоростные пневматические и электрические шпиндели, но наша последняя модель — iSpeed5, которая работает со скоростью от 60 000 до 80 000 об/мин без необходимости ручного подключения каких-либо линий или шнуров», — говорит Габрис. «Он встроен в стопорный блок, установленный на торце шпинделя, и обеспечивает подачу электричества, охлаждающего воздуха и управляющих сигналов от внешнего контроллера. Это делает его электрическим шпинделем, полностью заменяемым инструментом, что становится все более важным фактором, учитывая, что все больше и больше магазинов стремятся работать без света».
По словам Габриса, помимо стремления к автоматической обработке, целевой аудиторией iSpeed5 является любой, кто использует инструменты малого диаметра, которые он определяет как фрезы диаметром менее 1/16 дюйма. относятся к аэрокосмической и медицинской промышленности. "Многие из этих клиентов уже знакомы с другими нашими решениями для высокоскоростных шпинделей, некоторые из которых могут развивать скорость до 160 000 об/мин. iSpeed5 станет долгожданным дополнением".
Тянет вниз
Энди Джонс, специалист по высокоскоростным шпинделям в WTO USA, говорит, что предлагает более простую и менее дорогую альтернативу. CoolSpeed mini – это шпиндель с турбинным приводом, питаемый охлаждающей жидкостью, маслом или воздушным туманом из системы смазочно-охлаждающей жидкости станка. «Чем больше давление, тем выше скорость вращения шпинделя», — говорит Джонс.
«Охлаждающая жидкость или масло при 145 фунтах на кв. дюйм (10 бар) обеспечивают 40 000 об/мин, а при 870 фунтах на кв. дюйм (60 бар) — до 75 000 об/мин», — говорит он. «А система тумана, работающая при нормальном давлении воздуха в цехе (около 72 фунтов на квадратный дюйм или 5 бар), обеспечивает 50 000 об/мин. Это отличный способ оснастить любой обрабатывающий центр или токарный станок очень высокими скоростями вращения шпинделя за небольшую часть стоимости традиционных скоростных устройств».
По словам Джонса, у CoolSpeed mini уникальный дизайн. Когда режущий инструмент изнашивается, оператор снимает его вместе с запрессованными подшипниками и турбиной агрегата, затем напрессовывает новый комплект подшипников и турбины на сменный инструмент и переустанавливает то, что по сути является вращающимся узлом, обратно в головку. Он объясняет, что подшипники предназначены для одноразового использования, но при этом имеют динамическое биение 4 микрона (0,0001 дюйма) или лучше и дешевле, чем многие режущие инструменты.
Стартовый комплект включает 25-миллиметровый CoolSpeed mini, сборочное устройство, манометр, переходник для манометра на 25 мм и три сменных комплекта, каждый из которых включает пару подшипников и турбину. «Цена всего, что вам нужно, чтобы приступить к работе, составляет небольшую часть стоимости обычного ускорителя вращения шпинделя», — говорит Джонс.
«Поддерживаются хвостовики инструментов 3, 4 и 6 мм, а весь блок достаточно мал, чтобы поместиться в стандартные гидравлические или механические держатели инструментов. Нет необходимости в обслуживании, нет оборудования для установки на шпиндель станка, нет блоков управления, которые нужно установить, или линий, которые нужно запускать, — просто очень быстрая окупаемость инвестиций», — говорит он.
Продолжайте ускоряться
Каким бы ни было решение для высокоскоростного шпинделя, во время работы следует учитывать некоторые рекомендации. Возможно, наиболее важным является следующее:не соглашайтесь на недостаточное число оборотов шпинделя. Как обсуждалось в начале, современным режущим инструментам требуются скорости, намного более высокие, чем в прошлом, и без них страдает срок службы инструмента и качество деталей.
Кроме того, теряется возможность для скоростей подачи, соизмеримых с более высокими скоростями вращения шпинделя — помните, пятикратное увеличение здесь означает пятикратный или более съем металла. Вот еще несколько моментов, о которых следует помнить на пути к более быстрой обработке:
- На шпинделях с пневматическим приводом обязательно используйте регулятор давления и чистый, отфильтрованный цеховой воздух. Кроме того, держите давление в пределах рекомендаций производителя.
- Аналогичным образом шпинделям с охлаждающей жидкостью требуется смазочно-охлаждающая жидкость, не содержащая загрязняющих веществ, таких как смазочное масло и металлические частицы. При использовании системы охлаждения под высоким давлением убедитесь, что вы не превышаете возможности шпинделя.
- Имейте в виду, что высокоскоростные шпиндели не способны удалять тяжелые металлы, как и крошечные инструменты, о которых говорилось ранее. Практическим правилом здесь является малая глубина резания при ускоренной подаче.
- Несмотря на более высокие скорости подачи, существует потенциальный недостаток:могут ли система управления и сервосистема вашего станка выдерживать точные перемещения и малые длины блоков, связанные с высокоскоростной микрообработкой? В противном случае может потребоваться обновление некоторых аппаратных и программных средств. Уточните у изготовителя машины доступные варианты.
Наконец, помните, что биение инструмента имеет решающее значение для любой операции фрезерования или сверления, но вдвойне важно при высоких скоростях вращения шпинделя.
Всегда используйте самые качественные держатели инструментов и режущие инструменты, держите их в чистоте и хорошем состоянии, а также дважды проверяйте инструмент после установки (предпочтительно на станке).
Используете ли вы в своей мастерской высокоскоростные шпиндели? Какими техниками и советами вы можете поделиться? Дайте нам знать в комментариях ниже.
ПОДГОТОВКА:оценка состояния производства в США:
Промышленные технологии
- Каковы преимущества фрезерного станка с ЧПУ из пенопласта
- Каковы ключевые преимущества станков для резки волоконным лазером?
- Каковы преимущества гидроабразивной резки?
- Каковы преимущества нержавеющей стали для производственных проектов?
- В чем преимущества порошковой окраски металлоконструкций?
- Каковы преимущества пескоструйной обработки?
- Производство механически обработанных деталей:каковы преимущества высокоскоростной обработки?
- Каковы преимущества горизонтально-расточного станка для промышленных деталей?
- Каковы преимущества покупки плоских алюминиевых шорт?
- Каковы уникальные преимущества легких металлов?