


Советы по выбору ЧПУ
Это не так страшно, как вы думаете
Как и большая часть цифровой архитектуры производства, компьютерные числовые контроллеры (ЧПУ) быстро развивались в последние годы, обеспечивая гораздо большую скорость обработки и реализуя усовершенствованные алгоритмы, и в то же время предлагая более простые и интуитивно понятные пользовательские интерфейсы. Так как же выбрать между различными типами ЧПУ? Нужно остановиться на одном? И как бы вы представили новые версии или совершенно новые ЧПУ?
Давайте с самого начала устраним одну важную проблему:вариантов, вероятно, больше, чем можно подумать. Как объяснил Гисберт Ледвон, директор по развитию бизнеса, станкостроение Heidenhain Corp., Шаумбург, Иллинойс, многие люди предполагают, что они могут получить контроль только в том виде, в котором они видели его в демонстрации станка, или в том, что представляет продавец. Но это, как правило, не так. Он приводит в пример DMG Mori, крупного производителя сложных машин. «Вы можете купить машину DMG с системой управления Heidenhain, — сказал он, — [или] получить ее с Siemens или с FANUC. Механика, литье, ШВП, сервисная поддержка и т. д. — все то же самое». Или, как выразился Пол Уэбстер, менеджер по разработке ЧПУ в FANUC America Corp., Хоффман-Эстейтс, Иллинойс:«Производитель станков решает, какое управление будет осуществляться [на его станках]. Но конечный пользователь в значительной степени влияет на это решение, указывая, что он хочет».
Соображения о простоте использования
Простота использования является главным соображением при выборе ЧПУ для многих магазинов, вероятно, из-за проблемы с поиском достаточно квалифицированной рабочей силы. «Большую часть времени, — сказал Вебстер, — им нужно то, что у них уже есть на фабрике. И возвращаясь к 70-м, 80-м и началу 90-х годов, у FANUC был самый надежный контроль и самый последовательный контроль». Хотя ведутся споры о том, насколько удобны элементы управления FANUC (подробнее об этом чуть позже), они, безусловно, вездесущи. «Пользовательский интерфейс FANUC разросся за более чем 40 лет истории, — заметил Вебстер. «И на многих заводах до сих пор стоят системы управления FANUC 6M, 6T и 10T, которым уже более 30 лет». Это также указывает на тот факт, что практически для всего на заводе, где требуется ЧПУ, имеется подходящая система управления FANUC, будь то контроллер движения вспомогательного оборудования, такого как конвейер, пробивной пресс, пятиосевой обрабатывающий центр или Индексный токарный станок с восемью независимыми шпинделями, каждый из которых выполняет свой процесс. «Это разные типы систем управления, но все они действуют и ощущаются одинаково», — пояснил Вебстер. «Таким образом, парень, управляющий станком, может без проблем подключиться к вспомогательному оборудованию и запустить его, устранить неполадки и выполнить техническое обслуживание».
Тодд Дрейн, региональный менеджер по продажам Fagor Automation – США, Элк-Гроув-Виллидж, Иллинойс, также считает полезным стандартизировать управление в различных производственных зонах. И Fagor реализует один и тот же пользовательский интерфейс от приложения к приложению. «С Fagor Automation, если вы изучаете наше токарное ЧПУ, вы также знаете наше фрезерное ЧПУ, потому что меню и методы создания и выполнения программ идентичны», — сказал Дрейн. «Конечно, на токарном станке вы вызываете другие постоянные циклы, чем на фрезерном станке, но метод их вызова идентичен. Очевидным преимуществом является то, что персонал вашего цеха более взаимозаменяем и универсален». Дрейн добавил, что Fagor также разработала ЧПУ для различных приложений, выходящих за рамки традиционных фрезерных и токарных работ, включая «шлифовальные станки, лазеры, фрезерные станки, гидроабразивные станки и приложения общего назначения для управления движением. У нас также есть возможность быстро и легко создавать собственные редакторы, экраны, страницы и подпрограммы на всех наших платформах ЧПУ, поэтому мы можем выполнить все, что нужно клиенту».

И Вебстер, и Дрейн указывают на пользовательский интерфейс или HMI (человеко-машинный интерфейс) в качестве ключевого фактора. Но, строго говоря, ЧМИ отличается от ЧПУ, и в некоторых случаях производитель станков накладывает свой собственный ЧМИ. Разработчик, скорее всего, сделает это для специализированных приложений, таких как шлифовка, и иногда они делают это, чтобы создать то, что, как они надеются, является конкурентным преимуществом по сравнению с более «общим» интерфейсом. (Ледвон отметил, что пользователи Heidenhain являются исключением в том смысле, что «весь интерфейс, клавиатура и сам сенсорный экран всегда демонстрируют функциональность Heidenhain. На самом деле у нас нет никого, кто накладывал бы это, за исключением некоторых своих собственных циклов».) варианты и то, как они были созданы, выходит за рамки этой статьи. Вместо этого мы сосредоточимся на различиях между тем, что предлагают основные поставщики станков с ЧПУ.
Вообще говоря, вездесущий элемент управления FANUC, на который мы ссылались ранее, предлагал программирование кода M&G с клавиатуры и не был очень ярким. Можно сказать, что им было легко пользоваться, потому что «все» знали, как им пользоваться. Когда дело дошло до пятиосевой обработки, инженер создал программу обработки с пакетом CAD/CAM и использовал постпроцессор для генерации кода M&G, который работал на станке. Пользователи не программировали и, как правило, до сих пор не программируют пятиосную работу управления. Ледвон сказал, что мир выходит за рамки определения линии или радиуса на абстрактном языке. Вместо этого мы движемся к диалоговому программированию с "более короткими и четкими инструкциями, которые говорят:"Я хочу запустить цикл сверления" или "Я хочу запустить цикл зачистки". Вы просто отвечаете на несколько вопросов, а система управления делает все остальное за вас. ты. Вот где мы сейчас. Он станет более интерактивным и простым». И, что неудивительно, программирование на машине будет осуществляться с помощью больших сенсорных экранов с функциями смартфона (такими как сжатие и касание), чтобы пометить, скопировать и т. д.
Эти изменения отчасти вызваны тем, что на поле выходит молодое поколение машинистов, но Ледвон сказал, что операторы старшего возраста также осваивают эти методы, хотя, возможно, немного медленнее. "По нашему опыту, через три-шесть месяцев они обычно не хотят возвращаться на другой путь", – сказал он.
Heidenhain уже давно придерживается диалогового подхода, но FANUC не дремлет. В 2016 году компания представила более удобный интерфейс с сенсорным экраном под названием iHMI, а за последние несколько месяцев были внесены значительные улучшения. Например, Джоди Майклс, национальный менеджер по продажам FANUC в Америке, сказал, что прежний интерфейс настолько усложнял кинематическую калибровку, что для этого требовался эксперт FANUC. Теперь это значок на ЧМИ. «Вы просто заполняете поле и нажимаете «Запуск цикла», — объясняет Майклс. «Очевидно, что вы должны убедиться, что такие параметры, как датчик и диаметр иглы, настроены в первую очередь, но это так просто».
FANUC также изменил некоторые процедуры измерения, чтобы пользователи могли применять их, не заходя в старые меню. Также была добавлена возможность импортировать данные инструмента (подачи, скорости, информацию о покрытии и другие описания инструментов) из внешних источников, что является общепринятой отраслевой практикой, против которой FANUC сопротивлялась.

Майклс также сказал, что iHMI FANUC теперь позволяет напрямую импортировать фактическую геометрию детали в диалоговую программу. «У нас никогда не было возможности сделать это. Теперь вы можете импортировать файл DXF или IGES или твердотельную модель, чтобы программировать без необходимости рисовать деталь на элементе управления. Для нас это большой отход». Ледвон сказал, что эта возможность широко используется в Европе, а также в Северной Америке, особенно для более простых деталей и в мастерских среднего размера. «Использование импортера CAM для преобразования файла DXF или IGES в обрабатываемую программу прямо на панели управления намного эффективнее, чем возвращаться к специалисту по CAD/CAM и ждать в очереди, потому что ему нужно накормить пять, шесть , семь, восемь или десять машин». Ледвон также рассматривает это как способ расширить возможности молодых операторов, которые используют этот подход, и предполагает, что это будет способствовать лучшему удержанию сотрудников в отрасли.
Тем не менее Вебстер предостерег от внесения радикальных изменений в пользовательский интерфейс, используя аналогию с тем, что переключение педалей газа и тормоза в автомобиле было бы катастрофой. «Нас тянут в двух направлениях, потому что люди с заводами, полными FANUC, не хотят меняться», — сказал он. «Поэтому нам нужно, чтобы все было одинаково. Но новые операторы, вышедшие из школы, привыкли к смартфонам и тому подобному, и они хотят использовать сенсорный экран и упростить его. iHMI позволяет использовать некоторые из этих новых стилей, но не уводит нас настолько далеко от существующего интерфейса, чтобы люди паниковали». Он добавил, что на подавляющем большинстве станков с ЧПУ FANUC используется человеко-машинный интерфейс FANUC только с ограниченными настройками «для специфики станка, такими как экраны обслуживания и такие вещи, как устройства смены инструмента или другие детали, которые не определяются самим ЧПУ».
Со своей стороны, Fagor внедрил как G-код, так и системы диалогового программирования на одном и том же ЧПУ, «плюс встроенные системы CAD/CAM, интерактивные редакторы и режимы помощи в сочетании с легким прикосновением непосредственно к руководствам прямо в цеху из клавиатуры, — сказал Дрейн. «Как только программист или оператор изучит и поймет эти ЧПУ, что быстро и часто менее чем за один день, мы затем добавляем дополнительные новые технологические функции поверх этой же платформы. Следовательно, операторам цеха просто необходимо изучить новые технологические функции на платформе, с которой они уже знакомы. Фактор комфорта очевиден, и мы видим, что операторы используют больше новых технологий».
Точность и другие аспекты производительности
Помимо простоты использования, другие ключевые факторы включают точность обработки, скорость и надежность. Говорят, что Heidenhain и Fagor являются единственными сборщиками элементов управления, которые могут предоставить всю систему управления движением. Как выразился Ледвон, «вы получаете от нас привод, весы, энкодеры, моторы и систему управления. Покупая что-то у стороннего производителя, вы всегда что-то упускаете, когда речь идет о микроточности и суперобработке поверхности». Он приписал этому фактору лидирующие позиции Heidenhain в требовательной отрасли изготовления пресс-форм и добавил, что «в 99% случаев», когда производитель станков выбирает систему управления Heidenhain, он использует ее для всей системы. «Иногда мы не продаем двигатель, — сказал Ледвон, — но все двигатели Siemens оснащены энкодером Heidenhain».
Вебстер отметил, что все элементы управления FANUC «все делают с точностью до нанометра. Большинство весов не имеют точности около нанометра. Потеря разрешения не в ЧПУ. Это определенно на стороне машины, а не на стороне управления. Производители весов говорят, что их весы намного точнее механических, с чем я согласен. И ребята из станков говорят, что их станки более точны, чем крепление. Ребята, занимающиеся креплением, говорят, что [их устройства] более точны, чем инструменты. Он стекает вниз. Но ЧПУ никоим образом не является ограничивающим фактором. Это даже не близко». Он добавил, что FANUC производит собственные двигатели и энкодеры, а энкодеры двигателей имеют до 32 миллионов импульсов на оборот. «Когда вы говорите об увеличении одного оборота шарико-винтовой передачи до 32 миллионов отсчетов, это большое разрешение для работы». Какой ответ? Поговорите с пользователями, которым вы доверяете, и получите подробную демонстрацию!
Переходя к скорости, все лучшие ЧПУ используют современные процессоры и больше памяти для более быстрой обработки программ. Это делает такие вещи, как высокоскоростная обработка, намного лучше, чем в прошлые годы. Но помимо большей вычислительной мощности стоит подумать о том, использует ли система управления преимущества других умных методов для повышения эффективности. Сюда входят такие функции, как адаптивное управление, которое автоматически регулирует скорость подачи в зависимости от нагрузки на инструмент, и автоматическая настройка сервопривода.
Последний часто полагался на эксперта производителя ЧПУ. Но ЧПУ от FANUC, Fagor и других теперь лучше «проверяют всю обратную связь со всеми приводами и двигателями и автоматически настраивают их на оптимальные параметры», — объяснил Майклс. Это может привести к значительному улучшению, если вы поместили необычный вес на стол тренажера или изменили настройки каким-либо иным образом.

Ледвон подчеркнул стремление Heidenhain добавить функциональность диалоговым меню. «Например, координатное шлифование теперь является одной из функций управления. Мы можем делать карманы с помощью трохоидального фрезерования. То, что вы обычно делаете в CAM-системе, теперь можно делать прямо на панели управления». Цель состоит в том, чтобы сделать больше вещей на пятиосевом станке за одну установку. «Вам не нужно переходить от пятиосевого станка к координатно-шлифовальному станку, чтобы отшлифовать определенную часть конкретной детали», — сказал он. «Теперь вы можете делать и то, и другое на пятиосевом станке, потому что многофункциональность различных технологий теперь может управляться с помощью одного ЧПУ». Ледвон также заметил, что хороший, стабильный станок, оснащенный весами Heidenhain, «почти похож на КИМ с точки зрения точности, и вы можете, по крайней мере, провести предварительную проверку станка до того, как деталь оторвется». По мнению Ледвона, это один из многих способов, которыми станок служит «нервным центром», предоставляя заводу массу полезной информации.
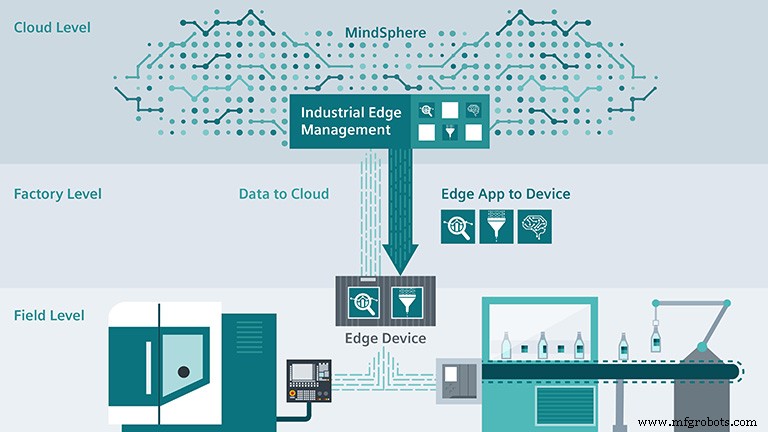
Тиансу Цзин, менеджер по продуктам Siemens Industry Inc., Элк-Гроув-Виллидж, Иллинойс, предложил другую точку зрения:периферийные вычисления. Пограничные вычисления выполняют большинство вычислений и обработки на периферийном устройстве, а не на ЧПУ, в то время как машины продолжают работать в режиме реального времени. «В прошлом разные ЧПУ были ориентированы на разные приложения, и все связанные с ними функции, включая аппаратное обеспечение, разрабатывались соответствующим образом поставщиками систем управления», — пояснил он. «Многие магазины выбрали определенный контроль из-за этой разницы». Граничные вычисления разрушают эту границу и расширяют возможности ЧПУ. «Благодаря периферийным вычислениям можно использовать различные приложения, чтобы повысить производительность машины и повысить качество резки и производительность». Цзин добавил, что при подключении ЧПУ к периферийному устройству, локальному серверу и облаку «у различных организаций появляется возможность предложить конечным клиентам свой опыт через приложения в облаке».
По этому поводу Цзин сказал, что «удаленное обслуживание становится более надежным и дешевым. Благодаря комплексному цифровому двойнику, который включает в себя не только виртуальную ЧПУ, но и виртуальную механику станков, производители станков и поставщики ЧПУ могут иметь комплексное решение для дублирования того, что используют механические мастерские, и для устранения проблем клиентов. Эта методология может значительно сократить время простоя, вызванное проблемой, и повысить производительность конечных пользователей. В то же время это значительно снизит стоимость услуг для машиностроителей».
Вещи, которые сводят с ума экспертов по ЧПУ
Оказывается, крупные поставщики ЧПУ часто обнаруживают, что их клиенты не в полной мере используют удивительную технологию, за которую они уже заплатили. По словам Майклза, ярким примером является продолжение использования метода обратного времени при пятиосевой обработке. «Наконец-то мы заставили людей использовать управление центральной точкой инструмента, контроль допусков и функцию условий обработки, где вы можете ускорить черновую обработку и замедлить чистовую обработку независимо друг от друга в программе», — сказал он. «Но потребовались годы, и все еще есть люди, которые просят свое современное программное обеспечение CAM сгенерировать программу с обратным временным кодом G93», тогда как новый метод обеспечивает как более быструю резку, так и лучшую отделку.
Ледвон сказал, что пользователи часто не в полной мере используют интегрированные циклы обработки в системе управления, которые могут быть намного более эффективными при изготовлении детали. Он привел пример клиента, который забыл, что на его сенсорном экране есть клавиша со стрелкой вправо для перехода к следующему циклу. Клиент хотел добавить цикл сверления в свою программу, поэтому он использовал свое программное обеспечение CAM, чтобы создать примерно 200 строк кода для этого, когда он мог бы просто нажать стрелку и ответить на несколько вопросов, чтобы создать цикл сверления.
«Многие считают, что система управления делает только то, что делала другая машина год или три назад, — заметил он, — но это не так. Вот почему мы продвигаем обучение».
Вебстер сказал, что нежелание использовать современное CAM-программирование, вероятно, является самой большой причиной снижения производительности. Иногда это просто неспособность использовать последний постпроцессор. «Есть полезные функции G-кода, которые люди не используют либо потому, что не знают об их существовании, либо потому, что их система CAD/CAM не поддерживает их», — пояснил он. «Мы по-прежнему видим, как многие люди публикуют программы из своих CAD/CAM-систем с прямыми G-1. [Они делают] очень маленькие линейные перемещения отрезков, несмотря на то, что существует много новых методов и функций программирования. Многие CAM-системы и постпроцессоры не так современны, как ЧПУ в полевых условиях, однако CAD/CAM сегодня очень недороги и намного проще в использовании». Иногда лучшим вложением является полное использование уже сделанных инвестиций.
Итак, что взять?
При выборе ЧПУ серьезно взгляните на свою бизнес-модель, посоветовал Ледвон. «Чтобы выполнять в основном производственную работу с большими партиями, с операторами, которые не так квалифицированы, тогда, безусловно, стандартизируйте контроль. Но я не думаю, что это способ заработать деньги. Чтобы выйти на новые сегменты рынка или получить более прибыльный бизнес с меньшими размерами партий, вам нужна гибкость в настройке». Это означает многофункциональные машины и наилучшие средства управления для приложений, которые компания решает использовать. «Потому что, если вы продолжите покупать тот же контроль, что и в ближайшем магазине, единственный способ конкурировать — это цена. Вам нужно найти способ выделиться, и это один из способов сделать это».
Система управления автоматикой
- IPS для выбора правильной службы ремонта ЧПУ
- 4 совета для начинающих фрезерных станков с ЧПУ
- Советы по безопасности на рабочем месте для станков с ЧПУ
- Простые советы по обслуживанию станков с ЧПУ
- Советы по выбору правильного станка с ЧПУ
- 7 советов по покупке фрезерного станка с ЧПУ ATC
- Советы по конфигурации и подключению корпусов панели управления
- 7 советов по выбору механического цеха
- 4 секретных совета по повышению производительности 5-осевого ЧПУ
- Краткие советы по выбору поставщика для производства