


Пользовательские группы для улучшения функций шариковых подшипников
Наступает время, когда ваш проект прямого цифрового производства (DDM) включает в себя определенные функции в дополнение к статическим частям конечного использования. Одна из функций может включать использование шарикоподшипников, закрепленных в деталях FDM.
Традиционно шарикоподшипники звучат и кажутся гладкими, и когда этот звук или ощущение отсутствует, мы чувствуем, что деталь повреждена. Когда шариковые подшипники используются на деталях FDM или DDM, растр, полученный при печати, дает грубую отделку и создается впечатление, что сборка повреждена.
Настоящая задача состоит в том, чтобы сделать сборочный корпус шарикоподшипников из FDM звучащим и таким гладким, как если бы он был обработан на станке, и сделать это без дополнительных операций финишной обработки.
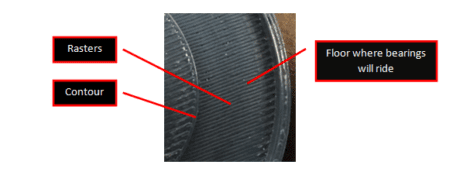
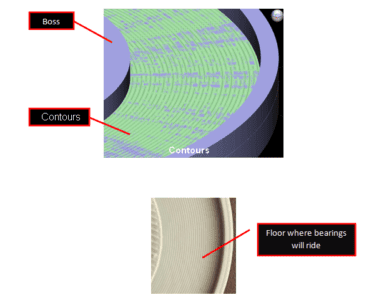
На полу, по которому будет устанавливаться подшипник, есть растры, присущие тому, что я называю традиционной печатью или широко известным как зеленый флаг.
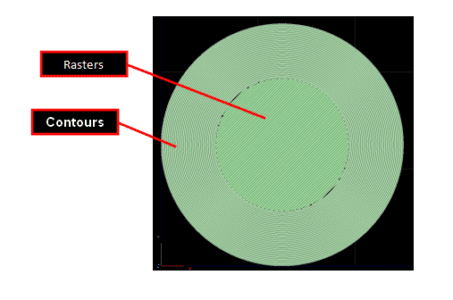
Вышеупомянутые детали были изготовлены в цифровом виде на Fortus 380mc в ASA, а файлы STL были обработаны в программном обеспечении Insight, которое позволяет использовать расширенные функции редактирования, такие как настраиваемые группы. Пользовательские группы предоставляют мощные возможности, которые помогают преобразовывать растры пола детали в контуры, которые помогают сделать поверхность гладкой для шарикоподшипников. Примечание. Контуры - это печатный материал, который повторяет очертания области, а растры заполняют внутреннюю часть от края до края.
Доступ к настраиваемым группам осуществляется из траекторий в главном меню
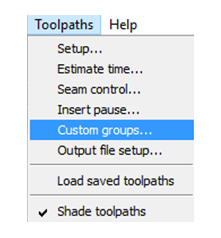
Если этот параметр выбран, справа отображается меню «Пользовательская группа».

Нажмите «Создать» и переименуйте «Группу 1» в имя, которое имеет для вас значение.

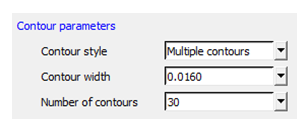
В разделе «Параметры контура» я изменил стиль контура со значения по умолчанию «Один контур» на «Несколько контуров». Я установил ширину контура на минимум, который позволяет мой параметр среза 0,010. Наконец, я установил количество контуров равным 30.
Затем выберите слой или группу слоев и нажмите «Добавить». Ваш слой (слои) станет пурпурным и не будет иметь траектории движения инструмента. Щелкните значок Z в правом нижнем углу, чтобы просмотреть траекторию инструмента.
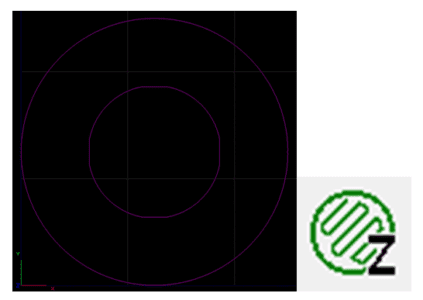
Как вы можете видеть ниже, есть некоторые проблемы, вызванные конструкцией, в которой используется плоская внутренняя поверхность, чтобы основание не вращалось. Прямо посередине пола есть воздушный зазор, по которому будет двигаться подшипник, что вызовет небольшое колебание и одиночный растр, который будет действовать как тормоз каждые 90 градусов.
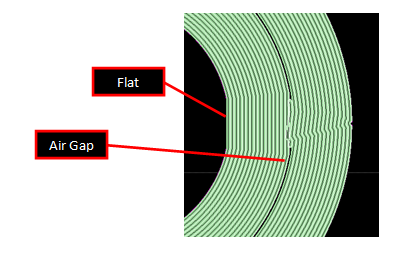
Я пробовал многочисленные комбинации настроек ширины контура и количества контуров, чтобы исправить проблемы. Придерживаясь своего оружия, чтобы иметь наименьшую ширину контура (полагая, что это обеспечит самый гладкий пол для шарикоподшипников), мне нужно было удалить этот воздушный зазор.
Еще один фактор в преодолении описанных выше проблем - это соблюдение традиционной толщины стенок. Помните, что это деталь из DDM, и правило равной толщины стенок не применяется. Поэтому лучшим решением этой проблемы было бы внесение изменений в модель САПР, а не редактирование в Insight.
После внесения изменений в SOLIDWORKS слой имеет сплошной растр и готов к применению новой настраиваемой группы. Я сохраню желаемую ширину контура и увеличу количество контуров.
Результаты этих изменений в настоящее время удовлетворительны. Контуры как минимум подходят для моего наконечника экструдера на десять тысячных долей (0,010), и у меня будет более плавное и тихое вращение шарикоподшипника. В центре есть растры, и это нормально, потому что босс собирается начать с него и покрыть его.
Хотя наши обработанные полы на шарикоподшипниках не так совершенны, как обработанные или литые детали, они оказались успешными. Звук значительно улучшен; грубый звук, производимый исходными растрами, должен удовлетворять опасения клиентов по поводу повреждения сборки. Ощущение более плавное; шариковые подшипники будут испытывать гораздо меньшее сопротивление. Когда добавляется вес, звук, ощущение и функция дают этому проекту DDM зеленый свет.
Без пользовательских групп эта часть продукта никогда не могла бы полностью раскрыть свой потенциал. Детали FDM останутся в сфере «традиционной» печати или обработки. Одно из преимуществ Insight Software заключается в том, что нам не нужно соглашаться. Мы можем добиться большего. Это не идеально, но это процесс, который мы можем создать и контролировать.
Сфера DDM имеет большой потенциал и приносит огромные выгоды. Нам есть чему поучиться и улучшить. Еще впереди:я планирую закончить эти части и опубликую результаты, когда они будут завершены.
Теги:3D-принтеры, AMG, шариковые подшипники, пользовательские группы
3D печать
- Formlabs запускает обновленную функцию 3D-упаковки для всех клиентов Fuse 1
- 3D-печать специальных захватов топливных форсунок для робота Pick and Place
- Группирует общие метрики для обслуживания и доступности
- Технический обзор:предварительная нагрузка шариковых подшипников
- 5 лучших материалов для пластиковых подшипников, используемых на металлических поверхностях
- ТПЭ медицинского класса, используемый для отмеченного наградами терапевтического мяча
- Совет Proto Tech:ручки для вашего индивидуального корпуса
- Выдвижные ящики для вашего индивидуального стоечного корпуса
- Индивидуальные датчики шероховатости поверхности для труднодоступных мест
- Почему фенольный пластик отлично подходит для подшипников