


Настройки Haas — токарный станок с ЧПУ
Полный список настроек Haas для операторов ЧПУ, работающих на токарных станках Haas.
Введение в настройки Haas
Настройки Haas — это условия станка Haas, влияющие на его работу. Как правило, настройки позволяют оператору или наладчику блокировать, включать или задавать функции.
Настройки Хаас
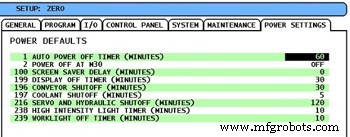
Настройки токарного станка Haas
- 1 — Таймер автоматического отключения питания.
- 2 – отключение питания на M30
- 3 – 3D-графика
- 4 — Графика Rapid Path
- 5 – Графическая деталь
- 6 — Блокировка передней панели
- 7 — Блокировка параметров
- 8 – Блокировка памяти программ.
- 9 – Размеры
- 10 – Ограничить ускорение на уровне 50 %.
- 11 – выбор скорости передачи
- 12 – выбор по четности
- 13 – стоп-бит
- 14 – Синхронизация
- 16 — Блокировка пробного запуска
- 17 – Опция блокировки остановки
- 18 — Блокировать Удалить Блокировка
- 19 — Блокировка коррекции скорости подачи
- 20 — Блокировка обхода шпинделя.
- 21 — Блокировка быстрого обхода
- 22 – Может выполнять цикл Delta Z.
- 23 — Блокировка редактирования программ 9xxx
- 24 — Лидеру предстоит нанести удар
- 25 — Шаблон EOB
- 26 — серийный номер
- 28 – Can Cycle Act без X/Z
- 31 – Сбросить указатель программы
- 32 — Блокировка охлаждающей жидкости.
- 33 — Система координат
- 36 — Перезапуск программы
- 37 – биты данных RS-232
- 38 — номер дополнительной оси
- 39 — звуковой сигнал в M00, M01, M02, M30
- 41 – Добавить пробелы RS232 Out
- 42 — M00 после смены инструмента
- 43 – Тип компенсации резца.
- 44 — Мин. F в TNC радиуса, %
- 45 — Зеркальное отображение по оси X
- 47 — Зеркальное отображение по оси Z
- 50 – Синхронизация вспомогательной оси
- 51 — Блокировка переключателя удержания двери (блокировка аварийного выключателя)
- 52 – G83 Отвод выше R
- 53 — Толчковая подача без возврата к нулю
- 54 – скорость передачи по вспомогательной оси.
- 55 – включить DNC из MDI.
- 56 – M30 Восстановить G по умолчанию.
- 57 — Точная остановка X–Z
- 58 — Компенсация резца
- 59 – смещение датчика X+
- 60 — смещение датчика X-
- 61 – Смещение датчика Z+
- 62 – Смещение датчика Z-
- 63 – ширина зонда инструмента.
- 64 – T. OFS Meas использует работу
- 65 – масштаб графика (высота)
- 66 – Смещение графики по оси X
- 68 – Смещение графики по оси Z
- 69 – Ведущие пробелы DPRNT
- 70 — DPRNT Open/Clos DCode
- 72 – можно циклически изменять глубину резания.
- 73 – можно циклически втягивать
- 74 – 9xxxx PROGS Trace
- 75 – 9xxx PROGS, одиночный ЧЕР
- 76 — Блокировка ножной педали
- 77 — Масштаб целого числа F
- 81 – инструмент в режиме автоматического отключения
- 82 – Язык
- 83 — M30 сбрасывает блокировку
- 84 – Действие по перегрузке инструмента
- 85 – максимальное скругление углов
- 86 — Припуск на чистовую обработку резьбы
- 87 — TNN сбрасывает переопределение
- 88 — Сброс сбрасывает настройки
- 90 – нулевое положение на графике Z
- 91 — Нулевое местоположение графика X
- 92 — Зажим патрона
- 93 — Зазор X задней бабки
- 94 — Зазор Z задней бабки
- 95 – Размер фаски резьбы
- 96 – угол скоса резьбы
- 97 — Направление смены инструмента
- 98 — число оборотов шпинделя в толчковом режиме.
- 99 – минимальный обрез резьбы.
- 100 – задержка заставки.
- 101 — Отмена подачи -> Быстрая
- 102 – диаметр оси C
- 103 — CYC Start/FH Тот же ключ
- 104 — Ручка толчкового перемещения до SNGL BLK
- 105 — Расстояние отвода ТС
- 106 — Расстояние продвижения ТС
- 107 – Точка удержания TS
- 109 – время прогрева в минутах.
- 110 – расстояние разминки X
- 112 – расстояние по оси Z для прогрева
- 113 — Метод смены инструмента
- 114 — Время цикла конвейера (минуты)
- 115 — Время включения конвейера (минуты)
- 118 — M99 натыкается на M30 CNTRS
- 119 — Блокировка со смещением.
- 120 – Блокировка VAR для макросов
- 121 – Тревога TS педали
- 122 — Зажим патрона из нержавеющей стали
- 131 — Автоматическая дверь
- 132 – Пробежка или домой перед TC
- 133 – Повторить жесткое постукивание.
- 134 – тип подключения
- 135 – тип сети.
- 136 – сервер
- 137 — имя пользователя
- 138 – пароль
- 139 – Путь
- 140 — TCP/IP-АДРЕС
- 141 — Маска подсети
- 142 – смещение допуска CHNG
- 143 – Сбор машинных данных
- 144 — Коррекция подачи->Шпиндель
- 145 – TS вместо CS
- 156 — Сохранить смещение с помощью PROG
- 157 — Тип формата смещения
- 158 159 160 – Винтовая термокомпенсация, %
- 162 – плавающие по умолчанию
- 163 – отключить скорость бега 0,1
- 164 – максимальное число оборотов при включении SP
- 165 – Вариант SSV
- 166 – ЦИКЛ SSV (0,1) СЕК
- 167–186 Периодическое техническое обслуживание
- 187 — Эхо машинных данных
- 196 – Отключение конвейера
- 197 — Отключение охлаждающей жидкости
- 198 — Цвет фона.
- 199 — Таймер подсветки.
- 201 — Показать только используемые смещения заготовки и инструмента
- 202 Масштаб живого изображения (высота)
- 203 Смещение X в реальном времени
- 205 Live Image Offset Z
- Размер отверстия под приклад 206
- 207 Z Stock Face
- Стандартный наружный диаметр 208
- 209 Длина запаса
- Высота челюсти 210
- 211 Толщина челюсти
- Зажим 212
- 213 Высота шага челюсти
- 214 Показать живое изображение Rapid Path
- 215 Показать живое изображение пути фида
- 216 — Отключение сервопривода и гидравлики
- 217 Показать челюсти патрона
- 218 Показать последний проход
- 219 Автомасштабирование до части
- Центральный угол 220 TS
- Диаметр задней бабки 221
- Длина задней бабки 222
- Диаметр заготовки 224 перевернутой детали
- Длина запасной части 225 дюйма
- Стандартный диаметр из нержавеющей стали 226
- Длина приклада из нержавеющей стали 227
- Толщина губок из нержавеющей стали 228
- Зажим из нержавеющей стали 229
- Высота захвата из нержавеющей стали 230
- Высота шага челюсти из нержавеющей стали 231
- 232 G76 P-код по умолчанию
- Точка зажима из нержавеющей стали 233
- Рапид-Пойнт, 234 СС
- Машинная точка из нержавеющей стали 235
- 236 FP Z Stock Face
- Стандартная поверхность 237 SS Z
- 238 — Таймер освещения высокой интенсивности (минуты)
- 239 – Таймер выключения рабочего освещения (минуты)
- Предупреждение о сроке службы инструмента 240
- 241 Сила удержания задней бабки
- 242 — Интервал продувки воздухом и водой (минуты)
- 243 — Время включения продувки воздухом и водой (в секундах)
- 900 — сетевое имя ЧПУ
- 901 Получить адрес автоматически
- IP-адрес 902
- 903 — Маска подсети
- 904 — Шлюз
- 905 — DNS-сервер
- 906 – имя домена/рабочей группы.
- 907 — имя удаленного сервера
- Путь к удаленному общему ресурсу 908
- 909 – имя пользователя.
- 910 — пароль
- 911 — Доступ к CNC Share (Выкл., Чтение, Полный)
- 912 — вкладка "Диска" включена
- 913 — вкладка "Жесткий диск" включена
- 914 — вкладка USB включена
- 915 — Чистая доля
- 916 – включена вторая вкладка USB
Трезка мягких губок токарного станка с ЧПУ для захвата внутреннего диаметра — видео от Haas
Настройки Haas — фрезерный станок с ЧПУ
Станок с ЧПУ
- О токарных станках с ЧПУ
- Стандартные детали для токарных станков с ЧПУ
- Токарные станки с ЧПУ разных типов
- Токарный станок с ЧПУ
- Токарный станок с ЧПУ(2)
- ОПЕРАЦИИ НА ТОКАРНЫХ СТАНКАХ С ЧПУ
- Токарные кулачки с ЧПУ
- Скачать руководство по токарному станку с ЧПУ Haas бесплатно
- Смещение инструмента на токарном станке с ЧПУ с Fanuc Control
- Викторина Haas по настройкам станков с ЧПУ – проверьте свои знания настроек Haas