


Цикл растачивания Fanuc G85 – Программирование фрезерного станка с ЧПУ
Цикл растачивания Fanuc G85 также называется циклом развертывания Fanuc G85.
Поскольку цикл растачивания Fanuc G85 можно использовать для операции развертывания.
Цикл растачивания Fanuc G85 — Цикл развертывания
Инструмент перемещается на конечную глубину с подачей и отводит плоскость отвода с подачей.
Формат цикла расточки Fanuc G85
G85 X Y Z R F K
X Y – Положение отверстия
Z – Глубина растачивания (абсолютная).
R – Исходное положение инструмента над отверстием.
F – Скорость рабочей подачи
K – Количество повторов (при необходимости) )
Цикл сверления Fanuc G85
Цикл сверления Fanuc G85
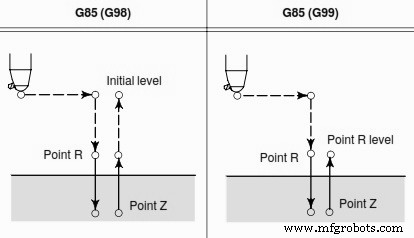
1 – После позиционирования по осям X и Y выполняется ускоренный ход до точки R.
2 – Растачивание/развёртывание выполняется от точки R до конечной точки глубины Z с заданной подачей F.
3 – После прохождения глубины Z с подачей F инструмент возвращается с той же подачей F.
Плоскость возврата зависит от G-кодов G98, G99.
Если указан G98 с циклом растачивания G85, инструмент возвращается на начальный уровень.
Если указан G99, инструмент возвращается на уровень R.
Пример программы цикла расточки Fanuc G85
M3 S100 G90 G99 G85 X300. Y–250. Z–150. R–120. F120. Y–550. Y–750. X1000. Y–550. G98 Y–750. G80 G28 G91 X0 Y0 Z0 M5
Станок с ЧПУ
- Цикл нарезания резьбы ЧПУ Fanuc G76
- Пример программы станка для обработки канавок Fanuc G75
- Пример программирования ЧПУ с циклом чернового точения Fanuc G71 и G70
- ЧПУ Fanuc G72 Постоянный цикл облицовки
- Цикл обработки канавок на ЧПУ Fanuc G75
- Цикл повторения шаблона ЧПУ Fanuc G73
- Список G-кодов Fanuc
- Цикл нарезания резьбы ЧПУ Fanuc G92
- Пример программирования токарного станка с ЧПУ Fanuc
- Цикл растачивания ECS G85