


5-осевое программирование:программирование с векторами инструментов?
При программировании в 5-осевом режиме у нас есть две различные опции, которые мы можем использовать для управления вращательными движениями и позициями. Мы можем вывести данные, используя либо углы поворота, либо векторы инструментов. Хотя у каждого из них есть свои плюсы и минусы, я бы предпочел настроить постпроцессор для вывода этих команд вращения в виде векторов инструмента IJK вместо более распространенных углов поворота оси ABC, если есть выбор.
Использование векторов инструментов IJK делает программу независимой от какой-либо конкретной конфигурации станка. Поскольку мы не задаем какую-либо конкретную маркировку оси (A, B или C), станок может свободно использовать любые доступные оси для позиционирования инструмента в заданное положение и угол наклона. Эта свобода позволяет использовать одну и ту же программу обработки деталей на нескольких разных станках в цеху — независимо от конфигурации станка — и дает огромную свободу при планировании работ в цехе.
Векторы инструментов также могут упростить создание постпроцессора. При программировании 5-осевой траектории с использованием CAM-системы программное обеспечение автоматически вычисляет заданные перемещения с использованием векторов инструментов. Поэтому логично было бы предположить, что постпроцессор, который может просто выводить эти ранее созданные движения без необходимости их преобразования, создать гораздо проще. Если мы настроим пост так, чтобы он преобразовывал каждое движение в команду по оси A, оси B или оси C, тогда постпроцессору придется выполнять больше работы, и он, в свою очередь, будет более сложным и потребует больше времени для настройки. и протестируйте.
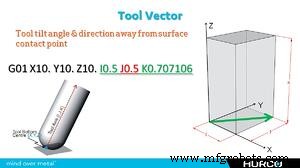
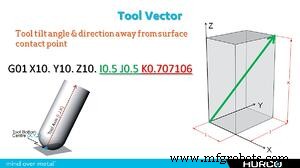
Итак, что такое вектор инструмента? Векторы инструмента — это просто значения IJK в программе, добавленные в конец положения XYZ, которые определяют, на какой угол и в каком направлении инструмент должен отклоняться от заданного положения XYZ. Например:команда вектора инструмента G01 X10. Y10. Z10. I0.5 J0.5 K0.707106 будет той же позицией инструмента и оси, что и при вызове G01 X10. Y10. Z10. В45. C45… без необходимости вызывать определенные команды оси. Вторую команду можно использовать ТОЛЬКО на машине с конфигурацией машины BC.
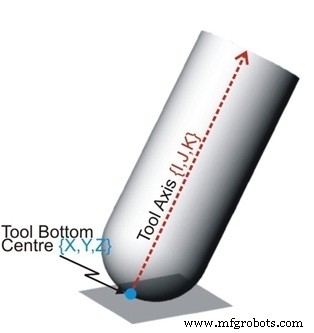
Хотя точки данных вектора инструмента НЕ являются измеренными расстояниями и не имеют связанных с ними единиц измерения, именно так я вижу их в своем воображении, пытаясь визуализировать заданный угол наклона инструмента. Три буквы, используемые в векторе, соответствуют трем осям машины… I падает по оси X, J — по оси Y, а K — по оси Z. В приведенном ниже примере, только для наглядности, давайте предположим, что каждый токен IJK измеряется в дюймах. Предположим, что точка контакта инструмента XYZ находится в пространстве на 0,50 дюйма положительной по оси X, на 0,50 дюйма положительной по оси Y и на 0,70716 дюйма вверх в положительном направлении Z. Теперь представьте себе линию, которая начинается в центре кончика инструмента и продолжается вверх через точку в пространстве, созданную токенами IJK. Это будет заданный угол наклона и направление инструмента. Это так просто!

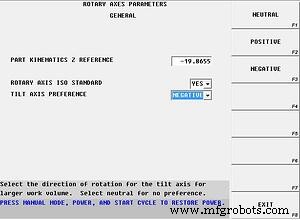
Есть еще одна вещь, которую мы должны обсудить, когда говорим об использовании векторов инструментов для программирования в 5-осевом режиме. Когда вы позволяете станку определить, как он будет использовать доступные ему оси вращения для позиционирования инструмента на заданный угол наклона, и мы признаем, что для каждой комбинации 5 осей есть как минимум два приемлемых решения, мы должны определить способ заставить систему управления выбрать ту, которая лучше всего соответствует индивидуальной конфигурации машины. Мы делаем это, применяя что-то, называемое «предпочтением оси наклона»… настройка в параметрах управления для каждого элемента управления станком, который можно программировать с вводом вектора инструмента.
Предпочтение оси наклона используется для принудительного решения текущей 5-осевой команды, которая является наиболее подходящим направлением вращения для станка, на котором выполняется программа. Например:на цапфовом станке, где ось А может наклоняться на 110 градусов в отрицательном направлении, но только на 30 градусов в положительном направлении (как и на любом из 5-осевых цапфовых станков Hurco), нам нужно сделать то, что мы можем чтобы «заставить» элемент управления всегда наклоняться в отрицательном направлении, когда это возможно… гарантируя, что у нас будет достаточно хода оси для завершения перемещения.

Станок с ЧПУ
- Указатели функций в программировании на C с примерами
- Python — программирование расширений с помощью C
- Программирование ATtiny85 с помощью Arduino Uno
- 5-осевое ЧПУ:программирование 5-осевых плоскостей преобразования с использованием векторов IJK UVW
- 5-осевое программирование:понимание осей инструмента и контроля столкновений
- Простое 5-осевое программирование с ASR
- Токарный станок с полимерной основой--SNK
- Новое изобретение токарной обработки с PrimeTurning
- Отрезка с обработкой по оси Y
- Смещение инструмента на токарном станке с ЧПУ с Fanuc Control