


Как организовать положение процесса термообработки в прецизионной обработке
Чтобы повысить жизнеспособность и конкурентоспособность предприятий точной обработки, среди многих факторов ключевым является использование передовых технологий. С развитием современной промышленности все больше и больше компаний стали обращать внимание на мастерство. Ремесленные документы являются основой предприятий точной обработки, и их правильность очень важна. Всего один символ и одно данные в файле процесса очень важны, например, требования к размеру в файле технологии механического производства, требования к геометрическим допускам, символы и коды программы обработки с ЧПУ и т. д. Специально для обработка прецизионных механических деталей, использование правильности технологических документов напрямую влияет на качество обработки и безопасность производства продукта. Иногда из-за небрежности мастера даже небольшие ошибки могут также привести к браку точных механических деталей, что нанесет предприятию определенные экономические убытки.

В процессе прецизионной обработки для эффективного улучшения характеристик изделия необходимо следить за тем, чтобы большая часть оставшихся деталей была удалена при организации места проведения процесса термообработки. Это не только гарантирует, что детали могут быть закалены и закалены, но и что есть запас для последующей обработки, так что качество продукта может быть лучше обеспечено. Термическую обработку в процессе прецизионной обработки можно условно разделить на предварительную термическую обработку и термическую обработку в зависимости от цели применения. Целью предварительной термической обработки является улучшение механических свойств, устранение внутренних напряжений и подготовка к термической обработке. Он включает в себя отжиг, нормализацию, закалку и отпуск, а также обработку старением.
1 <сильный>. Предварительная термообработка
Целью предварительной термической обработки является устранение внутренних напряжений, возникающих в процессе изготовления заготовки, улучшение режущих свойств металлических материалов и подготовка к окончательной термической обработке. Предварительная термическая обработка включает закалку и отпуск, отжиг, нормализацию и т. д., которые обычно проводят до и после черновой обработки. Подготовка перед черновой обработкой может улучшить характеристики резания материала. Размещение после черновой обработки полезно для устранения остаточного внутреннего напряжения.
Место процесса для отжига и нормализации
Как правило, это делается после производства заготовок и перед процессом резки.
Для прецизионных деталей, чтобы устранить остаточное напряжение в процессе резки, отжиг для снятия напряжения также должен быть организован между процессом резки.
Позиция процесса закалки и отпуска
Этот вид термической обработки может применяться как окончательная обработка, а также может подготавливать организацию к последующей поверхностной закалке или общей закалке легкодеформируемых деталей. Обычно его устраивают после черновой обработки и перед чистовой или получистовой обработкой.
2. Окончательная термообработка
Окончательную термообработку обычно следует проводить после черновой обработки, получистовой обработки, а также до и после чистовой обработки. Термическая обработка с большой деформацией, такая как науглероживание и закалка, закалка и отпуск и т. д., должна быть организована перед отделкой, чтобы скорректировать термическую обработку во время отделки. Деформированный. Термическая обработка с меньшей деформацией, такая как азотирование, может быть организована после отделки. После такой термообработки твердость деталей выше и должна быть как можно ниже. Как правило, они располагаются после получистовой обработки и перед шлифовкой.
Общая схема расположения процесса закалки и закалки поверхности в основном одинакова.
Деформация, окисление и обезуглероживание закаленных деталей должны быть устранены во время шлифования, поэтому должен быть зарезервирован припуск на шлифование (например, для закаленных деталей диаметром 200 мм или меньше и длиной 1000 мм припуск на шлифование обычно составляет 0,35). ~0,75 мм).
Для поверхностно-упрочненных деталей, чтобы улучшить механические свойства сердечника и получить поверхностно-закаленную структуру мелкозернистой мартенситной структуры, часто необходимо сначала выполнить нормализацию или закалку и отпуск. Поскольку деформация деталей с поверхностной закалкой невелика, припуск на шлифование также должен быть меньше, чем у закаленных деталей в целом.
Для Пример:
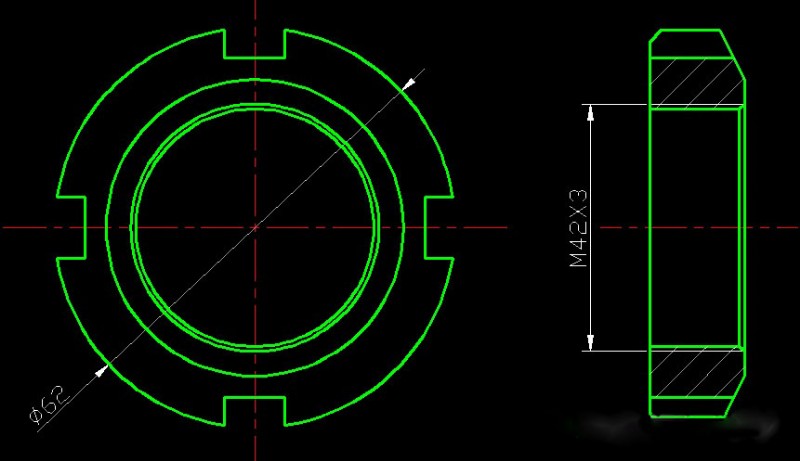
На изображении выше изображена стопорная гайка из стали 45, требуемая твердость надреза составляет 35~40 единиц по шкале Роквелла. Если насечка и внутренняя резьба обработаны, а затем закалены и отпущены как единое целое, несмотря на то, что твердость насечки может соответствовать требованиям, внутренняя резьба деформируется, и точность не может быть гарантирована; если его резать после термической обработки, твердость будет выше, а обрабатываемость будет плохой. .
Если метод термической обработки и последовательность обработки изменить на:закалку и отпуск-обработку надрез-надрез высокочастотную закалку-обработку внутренней резьбы, можно выполнить технические требования и уменьшить деформацию деталей.
3. Лечение старения
Целью обработки старением является устранение внутренних напряжений и уменьшение деформации заготовки. Лечение старения делится на три категории:естественное старение, искусственное старение и лечение холодом. Обработку старением обычно проводят после черновой обработки и перед чистовой обработкой. Для деталей с более высокими требованиями к точности обработка старением может быть организована после получистовой обработки. Обработка холодом льдом обычно проводится после закалки, после отделки или в конце процесса.
4. Обработка поверхности
Для антикоррозионной обработки поверхности или ее отделки иногда требуется покрытие или воронение поверхности. Эта обработка поверхности обычно проводится в конце процесса.
Вышеизложенное является соответствующим содержанием точной обработки и организации места процесса термообработки, я надеюсь, что оно может быть вам полезно.
Производственный процесс
- Как работает процесс CMC
- Металлургические основы термической обработки сталей
- Различные технологии прецизионной обработки
- Сертификация NADCAP и ее применение в отрасли точной обработки
- Термообработка прецизионных деталей
- Понимание того, как выполняется процесс стрижки
- Понимание термообработки на раствор, отжига, азотирования
- Процесс термической обработки стали
- 3 стадии процесса термообработки
- Прецизионная обработка с ЧПУ – шаги