


Тип инструмента и тип процесса, необходимые для фрезерования поверхности
От чего зависит формирование поверхности фрезерования? Полученная фрезерованная поверхность может быть осевой поверхностью, радиальной поверхностью или сложной поверхностью, в зависимости от типа используемого инструмента и процесса.
Тип инструмента для фрезерования поверхности
01. <сильный> Аксиально сгенерированная поверхность
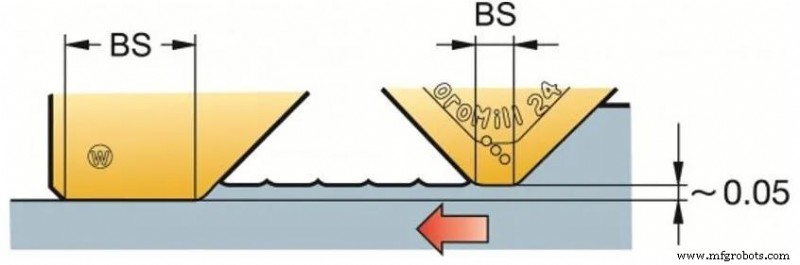
Форма нижней части лезвия определяет качество получаемой поверхности. Дуга вершины инструмента (RE) иногда образует выступ. Размер шпиля зависит от радиуса дуги и подачи.
Пластины с параллельными режущими кромками (BS) позволяют обрабатывать плоские поверхности. В соответствии с осевым допуском и биением фрезы наиболее выступающая пластина создает окончательную поверхность.

Чтобы обеспечить наилучшее качество поверхности фрезерования, важно убедиться, что подача на оборот (fn =fz×zn) составляет менее 80 % от BS.
По мере увеличения диаметра фрезы (и для фрез со сверхплотными зубьями) увеличивается количество зубьев и подача на оборот, что требует большего размера BS. Как только подача за оборот превышает ширину параллельной кромки, осевое биение фрезы повлияет на качество поверхности.
Чтобы получить наилучшее качество поверхности фрезерования:
1) Используйте пластины Wiper (wiper) с размером BS как минимум на 25 % больше, чем fn, или другие фрезерные пластины с Wiper
2) Использование лезвий из металлокерамики позволяет получить более качественную отделку
3) Используйте смазочно-охлаждающую жидкость, чтобы избежать прилипания
Щетка стеклоочистителя
Щетки стеклоочистителя или длинные параллельные лезвия позволяют достичь чистовой обработки большего диаметра. Лезвие стеклоочистителя выше, чем стандартное лезвие, чтобы гарантировать, что лезвие стеклоочистителя формирует окончательную поверхность. Максимальное fn не должно превышать 80 % от BS.
Круглое лезвие
Круглые лезвия или лезвия с большим радиусом при вершине могут обеспечить чрезвычайно высокую производительность, но не могут производить высококачественные поверхности. Чем больше диаметр фрезы, тем хуже качество поверхности.
02 . Радиально сгенерированная поверхность
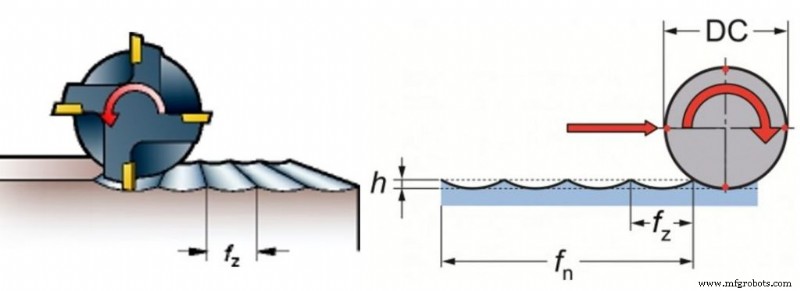
При использовании концевых фрез, фрез для уступов или торцевых фрез создаются радиальные поверхности. Для поверхностей, созданных в радиальном направлении, профиль обрабатывается на кромке со стороны инструмента.
Каждый зуб обрабатывается вершиной (h), где ширина вершины равна подаче на зуб fz, а глубина вершины определяется соотношением диаметра фрезы и fz. Размер шпиля, полученный теоретическим расчетом, наименьший.
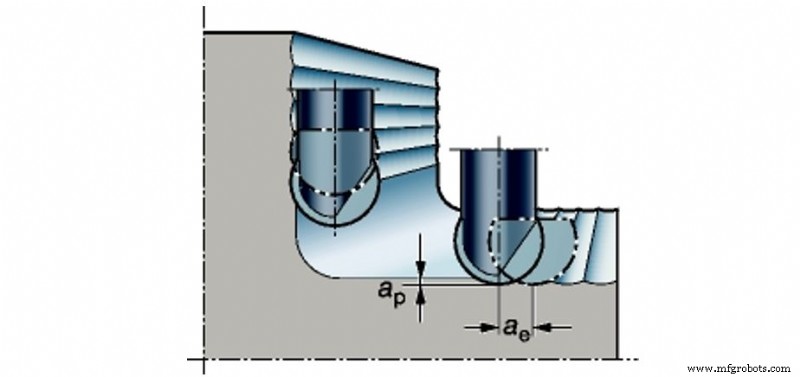
03 <сильный>. Создание сложной поверхности
При использовании концевой шаровой фрезы создается сложная поверхность.
Процесс фрезерования поверхности
В соответствии с методом фрезерования поверхности его можно разделить на три категории:метод траектории кончика инструмента, метод формирующего инструмента и метод генерации.
Метод траектории кончика инструмента основан на траектории движения кончика инструмента относительно поверхности заготовки для получения геометрии поверхности, необходимой для заготовки, такой как поворот внешнего круга, строгание плоскости, шлифование внешнего круга, токарная обработка поверхность с мастером и т. д. Траектория зависит от относительного движения режущего инструмента, обеспечиваемого станком и заготовкой.
Метод формовочного инструмента сокращенно называют методом формования. Он использует формовочный инструмент, который соответствует конечному профилю поверхности заготовки, или формовочный круг и т. д., для обработки формирующей поверхности, такой как формовочное точение, формовочное фрезерование и формовочное шлифование. Из-за сложности изготовления формообразующих инструментов он обычно используется только для обработки коротких формообразующих поверхностей.
Генерирующий метод также называется методом черчения. Это относительное движение режущего инструмента и заготовки во время обработки, а мгновенная центральная линия инструмента и заготовки выполняет чистую прокатку друг с другом, поддерживая определенное соотношение скоростей между ними, а обрабатываемая поверхность огибающая поверхность лезвия в этом движении, зубофрезерование, формирование зубчатых колес, бритье зубчатых колес, хонингование зубчатых колес и шлифование зубчатых колес являются частью генеративного процесса. Некоторые процессы резания имеют характеристики как метода траектории кончика инструмента, так и метода формирования инструмента, например, нарезание резьбы.
Производственный процесс
- Что такое фрезерный станок и для чего он нужен?
- Свойства стальных материалов и инструментов, используемых для пуансонов
- Качественные пуансоны и матрицы для изготовления инструментов
- Фрезерование и обработка с ЧПУ:для чего это используется?
- Услуги по шлифованию поверхностей:процесс и точность
- Марки инструментальной стали для пуансонов и матриц
- Эффективные средства устранения проблем с выкрашиванием пуансонов и штампов
- Понимание процесса производства штампов, пуансонов и лезвий для штамповочных и ножничных машин
- Понимание ударопрочных инструментальных сталей для изготовления пуансонов и штампов
- Методы фрезерования с ЧПУ и станки