


Одноточечный режущий инструмент:номенклатура, угол, геометрия и подпись
Сегодня мы обсудим геометрию одноточечного режущего инструмента и способы ее обозначения. Одноточечный режущий инструмент широко используется в металлообрабатывающей промышленности для придания необходимой формы. Он используется на токарных и фрезерных станках для выполнения таких операций, как токарная обработка, торцовка, снятие фасок, расточка и т. д. Этот режущий инструмент имеет единственную режущую точку, которая разрезает заготовку, протирая ее. Сегодня мы узнаем о геометрии этого инструмента и далее поговорим о том, как его обозначать.
Инструмент для резки по одной точке:
Режущий инструмент с одной точкой состоит из боковой поверхности, торца, режущей кромки, вершины, угла зубчатой рейки, угла зазора, угла режущей кромки и т. д. Все эти части контролируют условия резания, срок службы инструмента и скорость резания инструмента. Эти части описываются следующим образом.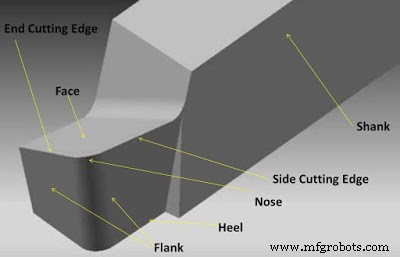
Геометрия и углы инструмента Single Point Cutting Tool:
1. Шэнк:
Основной корпус инструмента известен как хвостовик. Это задняя часть инструмента, которая удерживается стойкой инструмента.2. Начертание:
Верхняя поверхность инструмента, по которой проходит стружка после резки, называется торцом. Это горизонтальная поверхность, примыкающая к режущим кромкам.Фланг:
Иногда фланг также известен как режущая грань. Это вертикальная поверхность, прилегающая к режущей кромке. Согласно режущей кромке, есть две боковые стороны и концевая сторона.3. Нос или точка пересечения:
Точка, где встречаются обе режущие кромки, называется режущей точкой или носом. Он находится перед инструментом.4. Основание:
Нижняя поверхность инструмента известна как основание. Это просто противоположная поверхность лица.5. Пятка:
Это пересекающаяся линия лица и основания.6. Конечный угол режущей кромки:
Угол между концевой режущей кромкой или боковой поверхностью и плоскостью, перпендикулярной стороне хвостовика, известен как угол концевой режущей кромки.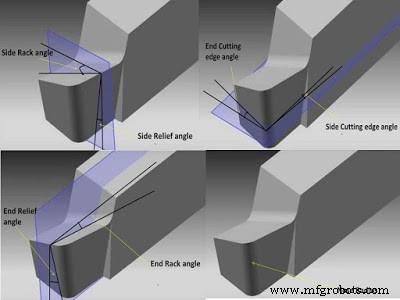
7. Угол боковой режущей кромки:
Угол между боковой режущей кромкой или боковой поверхностью и плоскостью, параллельной стороне хвостовика, известен как угол боковой режущей кромки.8. Задний передний угол:
Форма угла для плавного стекания стружки с поверхности, известная как угол зубчатой рейки. Это позволяет сгладить поток стружки. Угол задней стойки — это угол между торцом и плоскостью, перпендикулярной торцевой режущей кромке.9. Угол боковой стойки:
Угол между торцом и плоскостью, перпендикулярной боковой режущей кромке, известен как угол боковой рейки. Это позволяет стружке плавно стекать, когда материал режется боковой режущей кромкой.10. Конечный задний угол:
Он также известен как угол зазора. Это угол, который позволяет избежать износа инструмента. Это позволяет избежать трения фланга с заготовкой. Концевой режущий угол, образованный торцевой стороной к плоскости, перпендикулярной основанию.11. Боковой задний угол:
Это угол, образуемый боковой стороной к плоскости, перпендикулярной основанию. Это позволяет избежать натирания боковой поверхности заготовкой.12. Радиус носа:
Площадь пересечения обеих режущих кромок известна как нос инструмента. У него нет острого профиля. Острый профиль может вызвать царапины на заготовке, что ухудшит качество поверхности. Чтобы избежать этого и получить хорошее качество поверхности, эта область имеет некоторый радиус, известный как радиус вершины. Если радиус слишком мал, это приводит к ухудшению качества поверхности, а если он слишком велик, это приводит к ухудшению качества поверхности. Для лучшего понимания посмотрите видео, представленное ниже.
Подпись одноточечного режущего инструмента:
Согласно американскому стандарту, инструмент может быть обозначен семью параметрами, расположенными определенным образом. Он также известен как сигнатура инструмента. Этими параметрами являются все углы и радиус носа. Если инструмент показал 2, 9, 5, 5, 9, 11, 3, это означает
Угол задней стойки:2 ° Угол боковой стойки:9 ° Концевой задний угол:5 ° Боковой задний угол:5 ° Конечный угол режущей кромки:9 ° Угол боковой режущей кромки:11 ° Радиус при вершине:3 мм
Эти параметры используются во всем мире для подписи инструмента с одной точкой.
Сегодня мы узнали о номенклатуре однолезвийных режущих инструментов, угле, геометрии и сигнатуре. Если у вас есть какие-либо вопросы относительно этой статьи, задайте их в комментариях. Если вам понравилась эта статья, не забудьте поделиться ею в социальных сетях. Подпишитесь на наш сайт, чтобы получать больше информативных статей. Спасибо, что прочитали это.
Производственный процесс
- Разница между одноточечным резаком и многоточечным резаком
- Разница между передней поверхностью и боковой поверхностью режущего инструмента
- Разница между передним углом и задним углом режущего инструмента
- Разница между режущим инструментом и шлифовальным кругом
- Разница между станком, станком и режущим инструментом
- Операции на токарных станках и режущие инструменты токарных станков
- 5 способов продлить срок службы инструмента и повысить производительность
- Поломка инструмента, износ, выкрашивание, причины и решения
- Различные свойства и марки инструментальной стали
- Одноточечный поток