


Теннисная ракетка
<час />
Фон
Игра в теннис официально восходит к 1873 году, когда майор Уолтер Клоптон Вингфилд из северного Уэльса опубликовал первую книгу правил. Но у тенниса есть предшественники в играх с мячом, в которые играли рукой, которые развились в Европе до эпохи Возрождения. В эти игры сначала играли голыми руками, затем руками в перчатках, а затем руками, обмотанными веревкой. Позже была представлена деревянная бита, и первые ракетки, похоже, появились в пятнадцатом веке. Эти ранние ракетки были меньше современных теннисных ракеток, и на них были натянуты различные нити. Когда правила тенниса были стандартизированы Уингфилдом и другими последователями, форма и размер корта были определены, а также тип мяча, который можно было использовать. Однако не было никаких правил, регулирующих размер, форму или состав материала ракетки.
До 1965 года все профессиональные теннисные ракетки были деревянными. Стальная теннисная ракетка была запатентована в 1965 году французским игроком Рене Лакостом, а в 1968 году компания Spalding выпустила на рынок первые алюминиевые ракетки. Эти металлические ракетки постепенно прижились. Металлические ракетки сделали возможным изменение дизайна, позволившее расширить голову. Деревянные ракетки нельзя было сделать шире или длиннее в голове, не создавая проблем с натягиванием струн:если головка была слишком широкой, натяжение струны становилось слишком большим, и ракетка не играла хорошо. Но более прочная металлическая рама могла выдержать большее натяжение струны. Крупногабаритная алюминиевая ракетка, разработанная Ховардом Хедом в середине 1970-х годов, сначала вызвала насмешку со стороны профессионалов, но любители быстро обнаружили, что с ней они могут лучше бить. Простая зона поражения, или так называемая «зона наилучшего удара», в новых, больших ракетках увеличилась вдвое, и поэтому большинству людей ее было проще использовать. К началу 1980-х ракетки большего размера стали стандартом на всех уровнях игры.
В 1981 году Международная федерация тенниса наконец приняла правила, определяющие допустимые теннисные ракетки. В 1977 году Федерация запретила ракетки, в которых использовалась инновационная техника натягивания струн. Игроки, использующие ракетки типа «спагетти», сильно расстраивались по сравнению с высокопоставленными соперниками, и всего через пять месяцев эти ракетки были запрещены в профессиональной игре. Первые правила для ракеток позволяли изготавливать ракетку и струны из любых материалов и не ограничивали размер, вес или форму. Требовалось, чтобы струны переплетались или скреплялись в точках пересечения на расстоянии не менее четверти дюйма (0,64 см) и не более половины дюйма (1,3 см) друг от друга. Не разрешалось использование каких-либо приспособлений, которые могли бы изменить полет мяча, а распределение веса по продольной оси ракетки не должно изменяться в игре. Позже максимальная длина ракеток была ограничена до 32 дюймов (81 см). Это было изменено снова в январе 1997 года, в результате чего длина снова уменьшилась до 29 дюймов (74 см).
Средняя ракетка сейчас имеет длину около 28 дюймов (71 см) и весит от 10–14 унций (284–397 г). В последнее время появилось много инноваций в ракетных технологиях, не все из которых прижились у игроков. Один производитель продает шестиугольные ракетки, а другие выпускают ракетки с очень широким корпусом. Ракетка, сделанная из нового материала - термопластичного вязкоупругого полимера, армированного графитовым волокном, - была разработана для обеспечения переменной гибкости в зависимости от силы удара по мячу. Конструкция, облегчающая теннисный локоть, использует небольшие свинцовые подшипники, заключенные в пластиковые камеры внутри рамы головы. Предполагается, что движение подшипников при соединении ракетки с мячом смягчает вибрации, которые могут вызвать боль в руке игрока. Но самые распространенные ракетки сейчас изготавливаются из алюминия или композитов из графита, стекловолокна и других материалов.
Сырье
Алюминиевые ракетки обычно изготавливаются из одного из нескольких сплавов. Один популярный сплав содержит 2% кремния, а также следы магния, меди и хрома. Другой широко используемый сплав содержит 10% цинка, магния, меди и хрома. Цинковый сплав тверже, но более хрупок, а с кремниевым сплавом легче работать. Композитные ракетки могут состоять из самых разных материалов. Обычно они представляют собой сэндвич из разных слоев вокруг пустотелого или пенополиуретанового наполнителя. Типичные слои композитной ракетки - это стекловолокно, графит, бор или кевлар. Также могут использоваться другие материалы, такие как керамические волокна для дополнительной прочности.
Другие материалы, используемые в теннисных ракетках, - это нейлон, внутренняя или синтетическая ткань для струн, а также кожа или синтетический материал для рукоятки. Нейлон, вероятно, является наиболее распространенным материалом для струн, и лишь немногие профессионалы все еще используют кишки, которые сделаны из скрученных коровьих или овечьих кишок. Синтетическая кишка сделана из нейлона, который был скручен для достижения того же эффекта, что и натуральный. В старых деревянных ракетках обычно использовалась кожаная ручка, но в современных ракетках обычно используется замена, напоминающая кожу, например винил. Ракетки также могут иметь пластиковые детали, такие как кокетка в основании головы и колпачок в нижней части ручки.
Производственный
процесс
Большинство ракеток, продаваемых в Соединенных Штатах, производятся серийно на одном из нескольких крупных заводов в Японии или в других странах Азии. Таким образом, независимо от бренда, скорее всего, ракетка была изготовлена одним из описанных ниже методов. Ракетки с необычными характеристиками могут быть исключением. Кроме того, топовые ракетки часто продаются без струн, и покупатель натягивает их в соответствии со своими спецификациями в профессиональном магазине. Таким образом, в этом случае этап натягивания на заводе будет пропущен.
Алюминиевая ракетка
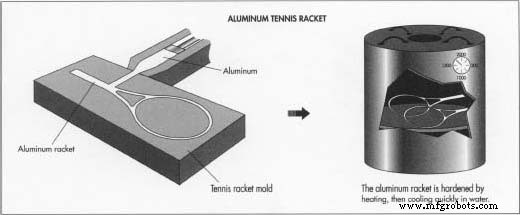
- 1 Формирование кадра. Есть два метода формирования алюминиевых ракеток. Алюминий можно расплавить и продавить через матрицу, имеющую форму рамы ракетки. Или металл можно сначала расплавить и выдавить в трубку, а затем трубку протянуть через фильеру.
- 2 Сверление и шлифование. Затем грубую ракетку помещают в сверлильный станок и просверливают отверстия для ярма - горловины, удерживающей нижнюю часть струн, - по бокам для струн и в основании палки. В буровом станке используется несколько шпинделей, каждый из которых удерживает буровое долото в нужном положении для каждой скважины. Ракетка удерживается горизонтально в центре тренажера. Затем активируются сверла, и все отверстия сверлятся одновременно. Затем рамки помещаются в шлифовальный станок, чтобы сгладить острые края, оставшиеся после сверления.
- 3 Закалка. На этом этапе ракетки подвергаются закалке, то есть подвергаются нагреву и быстрому охлаждению. Этот процесс упрочняет алюминий, придавая ракетке дополнительную прочность. Ракетки кладут на поднос в духовку и нагревают до белого каления. Затем противень вынимается из духовки и ракетки погружаются в воду. После закалки ракетки также могут быть анодированы. Их погружают в слабый раствор серной кислоты, и через ванну пропускают электрический ток. Эта обработка изменяет поверхность алюминия и придает ракеткам блестящий вид.
- 4 Нить. В паз по краю головки вставляется прокладка. Гибкая прокладка втулки, обычно пластиковая, предварительно просверлена так, чтобы ее отверстия совпадали с отверстиями для струн в головке рамы. Затем кокетка вставляется в основание головки ракетки. Теперь ракетка готова к натяжке. Каждую ракетку натягивает индивидуально рабочий, сидящий за струнной машиной. Рабочий сначала зажимает ракетку в машине, которая удерживает ее горизонтально. Рабочий проталкивает струны через отверстия с помощью мощного нитевдевателя, установленного на подвижной планке над ракеткой. Сначала протягиваются продольные струны, затем
 поперечные струны пропитаны, и натяжение регулируется.
поперечные струны пропитаны, и натяжение регулируется. - 5 Готово. Чтобы закончить ракетку, рабочий отрезает конец ручки и вставляет колпачок, называемый прикладом. Затем рабочий обматывает ручку прочной двойной липкой лентой, а затем виниловой лентой для захвата. После этого на струнах может быть нанесен логотип, а на рамке - наклейка. Инспекторы проверяют ракетку на наличие зазубрин и царапин, а также убедитесь, что она соответствует требованиям по размеру и весу. После этого ракетки могут пройти заключительную очистку. Затем рабочие помещают их в защитные чехлы, ракетки упаковываются и, наконец, отправляются на склад для распространения.
Композитная ракетка
- 6 Формируем каркас. Композитные ракетки состоят из слоев различных материалов, обычно графита и стекловолокна, и, возможно, других слоев, содержащих бор, кевлар или материал, подобный стекловолокну, который содержит керамические частицы. Производитель ракетки начинает с сборки слоев в виде плоского сэндвича. Затем сэндвич нарезают на полоски, которые скручивают в полую гибкую трубку. Затем обернутую трубку помещают в форму в форме ракетки. Трубка проходит через ракетку и подсоединяется к насосу. Затем форма нагревается, и в трубку закачивается воздух. Давление воздуха в трубке вместе с теплом связывает слои сэндвича. В качестве альтернативы полая трубка может быть заполнена пенополиуретаном. Пена расширяется при нагревании формы, уплотняя материалы.
- 7 Сверление и герметизация. Рабочие извлекают ракетки из форм и относят их в зону проверки, где все дефектные удаляются. Конец рамы обрезается, затем ракетки помещаются в сверлильный станок и просверливаются отверстия для струн, как указано выше. После высверливания ракетки смачиваются полимерным покрытием и помещаются в сушилку. Этот шаг повторяется несколько раз, после чего ракетки шлифуются. Перед окончательным покрытием наносится фирменная декаль.
- 8 Нанизывание и отделка. Следующие шаги такие же, как и для ранее описанной алюминиевой ракетки. В соответствующих пазах фиксируются прокладка и коромысло, и рабочие нанизывают ракетки по одной на струнные машины. На струнах может быть нанесен трафаретный логотип или название бренда. Рабочие вставляют прикладом колпачок, затем обматывают ручку двойной липкой лентой и липкой лентой. Затем ракетки чистятся, проверяются, упаковываются и отправляются на склад.
Контроль качества
Инспекторы проверяют ракетки на многих этапах производственного процесса. Когда рамы впервые вынимаются из форм, их осматривают визуально. Неисправные ракетки различаются, а проходящие ракетки могут быть приблизительно оценены по качеству. Алюминиевые ракетки подвергаются стресс-тестам для определения 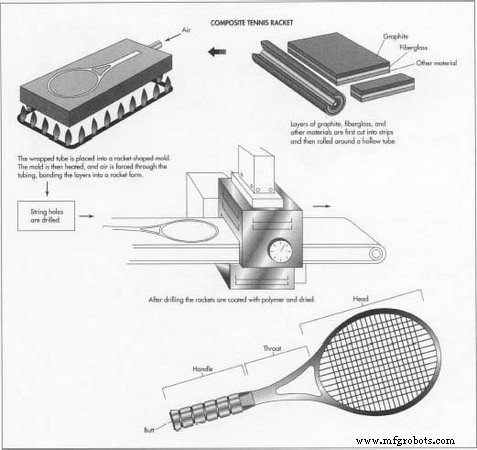 , если рамки имеют надлежащую твердость. Композитные ракетки также проходят испытания на жесткость. Инспекторы взвешивают оба типа ракеток, обычно до и после натяжки, чтобы убедиться, что они соответствуют требованиям. Они также проверяют баланс, так как это чрезвычайно важно для того, насколько хорошо играет ракетка. Он не должен быть слишком тяжелым у изголовья или в рукоятке, а должен быть сбалансирован ближе к середине (хотя некоторые модели разработаны так, чтобы умышленно утяжелять голову). Осматриваются отверстия втулки. Если они не гладкие или ровные, это может повлиять на натяжение струны, и струны могут сломаться о неровности. Детали отделки также подвергаются визуальному осмотру. Приклад должен плотно прилегать, а печать на оправе и завязках должна быть ровной и четкой. Рукоятка должна быть намотана плавно, без зазубрин и царапин. Некоторые ракетки могут быть протестированы, особенно если это новая конструкция.
, если рамки имеют надлежащую твердость. Композитные ракетки также проходят испытания на жесткость. Инспекторы взвешивают оба типа ракеток, обычно до и после натяжки, чтобы убедиться, что они соответствуют требованиям. Они также проверяют баланс, так как это чрезвычайно важно для того, насколько хорошо играет ракетка. Он не должен быть слишком тяжелым у изголовья или в рукоятке, а должен быть сбалансирован ближе к середине (хотя некоторые модели разработаны так, чтобы умышленно утяжелять голову). Осматриваются отверстия втулки. Если они не гладкие или ровные, это может повлиять на натяжение струны, и струны могут сломаться о неровности. Детали отделки также подвергаются визуальному осмотру. Приклад должен плотно прилегать, а печать на оправе и завязках должна быть ровной и четкой. Рукоятка должна быть намотана плавно, без зазубрин и царапин. Некоторые ракетки могут быть протестированы, особенно если это новая конструкция.
Будущее
Наука о теннисных ракетках удивительно сложна - это не процесс производства, а физика вибрации струны и рамы, когда мяч соединяется с ракеткой. Ракетки в настоящее время разрабатываются учеными-лабораториями, которые используют математику для расчета влияния изменения веса, размера и материала. Поскольку правила, регулирующие допустимые ракетки, очень широки, у новаторов есть большая свобода действий. Новые ракетки также производятся с использованием систем автоматизированного проектирования (CAD) и автоматизированного производства (CAM), что позволяет точно рассчитать жесткость материала и центр тяжести. Поскольку такая передовая наука расточается над теннисными ракетками, несомненно, будут продолжаться разработки новых моделей с эксцентричными характеристиками. Сегодня наблюдается тенденция к созданию более легких и больших ракеток, и они жизнеспособны благодаря передовой инженерии материалов.
Производственный процесс
- Что такое VMC Machining?
- Руководство по лазерной маркировке алюминия
- Сварка MIG против сварки TIG
- Руководство по лазерной маркировке
- Рекомендации по высокопроизводительной швейцарской обработке
- Руководство по созданию прототипов с ЧПУ
- Понимание процесса изготовления вала
- Что такое маркировка волоконным лазером?
- Электрополировка против пассивации
- Что такое пассивация нержавеющей стали?