


Зажигалка
<час />
История
Открытие табака в Новом Свете в шестнадцатом веке и открытие мирового рынка создали потребность в портативном способе разведения огня. Куски кремня и стали ударялись друг о друга, и модифицированные пистолеты были ранними устройствами. В 1903 году австрийский химик Карл Ауэр фон Вельсбах создал ручную зажигалку с ударным колесом. Во время Первой мировой войны солдаты изготавливали свои собственные изделия из пустых патронов. В 1886 году в Нью-Йорке Луи В. Аронсон открыл компанию по производству «художественных изделий из металла» для курильщиков и запатентовал автоматическую зажигалку после Первой мировой войны.
В 1931 году Джордж Блейсделл из Брэдфорда, штат Пенсильвания, увидел друга, который пытался зажечь сигарету неуклюжей зажигалкой, но та, которая сработала. Blaisdell приобрела права на распространение австрийского продукта в Америке. Он переработал корпус для удобства, улучшил дымоход (или ветрозащитный кожух) вокруг фитиля, чтобы сделать его легче ветрозащитным, и модифицировал топливную камеру. Блейсделл назвал свою зажигалку «Zippo», потому что ему нравилось звучание слова «молния», которое было еще одним новым и широко признанным устройством. Он начал производство своей зажигалки в 1933 году.
Блейсделл не рассчитал время, и затянувшаяся Великая депрессия чуть не обанкротила компанию. Его удача изменилась во время Второй мировой войны, когда солдаты обнаружили, что зажигалки Zippo работают в любых погодных условиях. Экипажи кораблей ВМФ использовали эти зажигалки со своими собственными логотипами со времен Второй мировой войны, а специальные зажигалки для солдат раздавались во время каждой войны через «Бурю в пустыне». Зажигалки можно было использовать в военное время; Солдаты нагревали порошковые пайки в касках зажигалками и могли разжигать костры в любую погоду.
Коллекционеры ищут зажигалки Zippo в первую очередь из-за того, что на их ящиках отмечаются большие и малые события. Рекламные объявления 1940-х и 1950-х годов являются ценными предметами коллекционирования, как и зажигалки, посвященные высадке на Луну в 1969 году, спортивным командам, многим корпоративным клиентам и ряду других исторических событий, личностей и особых интересов. В 1997 году на зажигалках было использовано 9000 различных изображений.
Сегодня Zippo является единственным производителем карманных зажигалок в США и производит 50 000 зажигалок в день. Остальное производство переместилось в Европу и Азию, где курение более популярно. У других крупных производителей карманных зажигалок, таких как Ronson и BIC, есть предприятия в Австрии, Франции и Азии. BIC внесла свой вклад в создание зажигалки:защищенный от детей металлический экран над искровым колесом и одноразовые миниатюрные зажигалки. BIC, Scripto и другие также производят хозяйственные (каминные) зажигалки с длинными трубками, которые заправляются бутаном. Другие фирмы производят зажигалки для сигар.
Сырье
Вся нижняя часть и части зажигалки называются узлом внешнего кожуха, а внутренний кожух (содержащий топливо и искрение) и его части называются узлом внутреннего кожуха. Сырье, используемое для производства более легких изделий, - это в основном металлы. Внешний корпус изготовлен из латуни, материала, который был разработан для винтовочных патронов. Специализированная мельница изготавливает латунные листы нужной толщины и разрезает их до ширины, требуемой производителем зажигалок. Латунь наматывается на большие рулоны или катушки, которые поставляются на завод.
Металлообрабатывающий завод обрабатывает внутреннюю часть корпуса из нержавеющей стали аналогичным образом. Он также поставляется на больших катушках, каждая из которых вмещает достаточно металла, чтобы произвести несколько тысяч зажигалок.
Производитель выпускает большинство деталей в зажигалке. Большинство мелких деталей также изготавливаются из латуни или стали, в зависимости от назначения и расположения детали в зажигалке. Кремневая трубка и наконечник пружины (содержащиеся в топливной камере) выполнены из латуни, как и винт, удерживающий их на месте и выходящий из днища обоих корпусов.
Остальные мелкие детали внутри и соединенные с внутренним корпусом выполнены из нержавеющей стали. Кулачок, кулачковая заклепка и пластина прикреплены к задней верхней части внутреннего корпуса и удерживают зажигалку закрытой. В области дымохода (ветрозащитного кожуха) и спереди кулачковая пружина и проушина, а также заклепка для кремневого колеса удерживают горящие детали. Люверсы и застежки изготавливают специализированные подрядчики.
Три неметаллических компонента также являются частями сборки внутреннего корпуса; это капиллярные шарики из хлопчатобумажной ткани и войлока. Фитиль и шары помещаются в топливную камеру. К нижней части внутреннего футляра прикреплен кусок войлока, но его передний конец можно приподнять, чтобы можно было доливать жидкость для зажигалок и новые кремни.
Другие металлы, включая никель, хром и золото, используются для покрытия латунных корпусов по запросу клиента. В гальванических ваннах корпусов используются неметаллические проводящие жидкости. Для добавления украшений на правые грани зажигалок используются многие методы:трехмерные (рельефные) эмблемы, обычно представляющие организации, могут быть прикреплены к зажигалкам, рисунки могут быть выгравированы или выгравированы на металле, а лазеры могут рисовать подробные рисунки, которые окрашивается любым из нескольких способов. Для этих изображений необходимы эпоксидные смолы, специальные чернила и порошки.
Дизайн
Основная конструкция и принцип действия карманной зажигалки мало изменились с 1930-х годов, но использование новых технологий радикально изменило многие аспекты производства. В производстве «дизайн» включает не только продукт и его части, но также внедрение и взаимодействие машин со сборкой и другими производственными процессами. Для одной новой машины или техники могут потребоваться другие.
Изменился и потребительский интерес. Когда-то зажигалки были незаменимыми карманными инструментами, но теперь их часто называют «карманным предметом искусства». Сложные техники, такие как лазерная гравировка и техниграфическая печать, являются одними из средств украшения футляров для зажигалок. Для этого требуются квалифицированные художники и инженерный опыт в художественных и производственных аспектах, а также временные и финансовые ограничения.
Производственный
процесс
- Производственный процесс начинается на заводской приемной станции, куда поступают сырье и детали от поставщиков. Персонал завода проверяет количество и качество материалов и комплектующих. Они также рассматривают чертежи и спецификации, чтобы подтвердить, что материалы и детали соответствуют требованиям инженера-проектировщика.
- Рулоны металла, используемые для внешнего и внутреннего корпуса, прокатываются на прессах в процессе, называемом «глубокой вытяжкой». Прессы пробивают края каждой зажигалки (как если бы она была развернута и сплющена), а также ключевые детали. Отверстия в дымоходе прикуривателя проделаны насквозь в стали внутреннего корпуса. Название производителя и коды даты впрессованы в днище латунных внешних корпусов.
- Детали корпуса обрезаны. Их перемещают в производственную зону, где машины сгибают и складывают их в коробчатые формы, а затем сваривают их точечной сваркой. Сварочные аппараты обладают высокой точностью и могут одновременно выполнять точечную сварку в нескольких различных положениях корпуса.
- Тем временем небольшие металлические детали перемещаются на сборочные станции для подготовки к получению готовых ящиков. Производитель зажигалок изготавливает большинство специализированных деталей, в том числе петли корпуса и латунные детали, которые удерживают и подталкивают кремень. Прецизионный станок изготавливает и приваривает петли, соединяющие крышку и дно корпуса с обеими частями, с помощью сильного процесса сварки, называемого «контактной сваркой». Другие производственные машины производят компоненты кремневой трубки.
- Латунная отделка внешних корпусов может оставаться без покрытия, но часто внешние поверхности отделаны другими металлами, включая никель, золото и хром. Это делается в процессе, называемом гальваникой, при котором небольшой электрический заряд прикладывается к зажигалкам, подвешенным на движущемся ряду вешалок, которые проходят через жидкую ванну. Эта ванна содержит неметаллический проводящий раствор, а также небольшой кусок металлического покрытия. Противоположный заряд прикладывается к ванне, и атомы металлического покрытия вытягиваются из этой металлической детали к заряженным зажигалкам. В этом процессе покрытия тонкий слой атомов электрически связан со всеми поверхностями корпуса.
- Независимо от типа металла, все ящики подвергаются окончательной отделке. Многие отполированы до сверкающего блеска. Другим придают брашированный вид или текстуру. Рабочие сборочного конвейера наносят окончательную отделку, осматривают коробки зажигалок и кладут их в приспособленные коробки для передачи на следующую сборочную станцию.
- Обработанные детали затем крепятся к верхней части внутреннего корпуса в сборе. Кулачок, выступающий из внутреннего корпуса в виде пальца, оказывает достаточное давление на крышку внешнего корпуса, чтобы держать его закрытым. Когда владелец толкает переднюю часть крышки, чтобы включить зажигалку, давление большого пальца преодолевает давление кулачка, и крышка легко открывается.
- Кулачковая пластина, которая поддерживает кулачок, приклепана на место, кулачок также прикреплен к корпусу с помощью заклепки. Отверстия для этих заклепок пробивались в том случае, когда сначала производилась глубокая вытяжка из полосы нержавеющей стали. К основанию дымохода добавлена кулачковая пружина, которая также является верхней частью коробчатой части корпуса. Винт с проушиной, проходящий через пружину кулачка, закрепляет его, а также обеспечивает отверстие для фитиля.
- Элементы сборки внутреннего корпуса вставлены в сварную оболочку. Несколько маленьких шариков из хлопкового материала помещаются внутрь топливной камеры, в которой будет находиться жидкость для зажигалок. Вставляется капля капилляра, который позже будет протянут через отверстие в дымоходе.
- искрящееся или кремневое колесо, которое трутся о кремний, заставляя
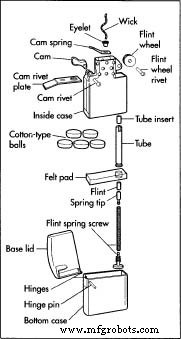 Внутренние компоненты зажигалки Zippo. Искра и зажигание топлива, также должны быть надежно прикреплены к верхней части внутреннего корпуса в сборе. К корпусу приклепывает кремневое колесо. Соединения колеса на зажигалке также были предварительно пробиты во время глубокой вытяжки.
Внутренние компоненты зажигалки Zippo. Искра и зажигание топлива, также должны быть надежно прикреплены к верхней части внутреннего корпуса в сборе. К корпусу приклепывает кремневое колесо. Соединения колеса на зажигалке также были предварительно пробиты во время глубокой вытяжки. - Ласты для образования искры необходимо удерживать рядом с кремневым колесом и поднимать по мере их износа. В отверстие в нижней части внутреннего корпуса вставляется латунная трубка. Кремень, наконечник пружины, непосредственно контактирующий с основанием кремня, и кремневая пружина проталкиваются через латунную трубку. Наконечник пружины изготовлен из латуни, а кремневая пружина - из твердой пружинной стали, устойчивой к износу.
- На дне внутреннего футляра выбита войлочная прокладка с прорезанным отверстием для кремня и жидкости для зажигалок. Капиллярный патрубок протягивается через его проушину, и узел внутреннего кожуха устанавливается во внешнем узле кожуха.
- Некоторые зажигалки отправляются на отдельные рабочие места, где их можно декорировать различными способами. Некоторые имеют рельефные (трехмерные) эмблемы справа.
 Зажигалка Zippo. стороны (более светлые отверстия смотрят вперед). Ротационная гравировка с алмазным напылением позволяет вырезать геометрические узоры или монограммы на некоторых корпусах. Два типа лазеров используются для гравировки контуров штриховых рисунков, фотографий, логотипов компаний и других рисунков на сторонах зажигалок. Третьи имеют рисунки, выгравированные на них с помощью машин для травления с компьютерным управлением.
Зажигалка Zippo. стороны (более светлые отверстия смотрят вперед). Ротационная гравировка с алмазным напылением позволяет вырезать геометрические узоры или монограммы на некоторых корпусах. Два типа лазеров используются для гравировки контуров штриховых рисунков, фотографий, логотипов компаний и других рисунков на сторонах зажигалок. Третьи имеют рисунки, выгравированные на них с помощью машин для травления с компьютерным управлением. - Многие дизайны можно залить цветом с помощью метода раскрашивания. Чтобы раскрасить более сложные конструкции, процесс сублимации передает цвет под действием тепла и давления непосредственно на покрытие поверхности. В примере этого техниграфического метода в поле презентации отображается дизайн, который распространяется на несколько зажигалок. Сцена в джунглях, охватывающая четыре зажигалки, может иметь рисунки животных и растений, которые стоят отдельно на одной зажигалке, но также может образовывать головоломку или фреску по всему набору.
- Художественный отдел также разрабатывает упаковку для максимального маркетингового эффекта. Изображение на упаковке меняется в зависимости от продукта и заказов клиентов. Коробки также демонстрируют их содержимое. Примерами могут служить пластиковые коробки, пластиковые контейнеры с блистерными карточками, роскошные деревянные ящики и изготовленные на заказ банки для коллекционеров с внешним дизайном, который дополняет прилагаемые зажигалки. Они также могут иметь индивидуальную обертку и могут быть отделаны велюром, фетром или другими тканями.
Контроль качества
Контроль качества регулируется теми же инженерными деталями, что и все производственные операции. Метод контроля качества, называемый статистическим контролем процессов (SPC), встраивает средства контроля во все аспекты проектирования, от концепции продукта до управления. Зажигалки могут показаться не очень сложными продуктами, но для их производства требуются передовые технологии и оборудование, чтобы быть конкурентоспособными на сегодняшнем рынке.
Программируемые логические элементы управления (ПЛК) позволяют машинам работать, используя информацию из обширной базы данных. Сбор данных доступен по всему предприятию. Человеко-машинный интерфейс (MMI) решает проблемы по мере их возникновения, а зажигалки с малейшими дефектами сразу же снимаются с производства. Эти интерфейсы также поддерживают работу всех машин, так что обслуживание или ремонт одной не останавливает работу других.
Механическое качество поддерживается за счет поиска лучших новых технологий, включая производственные процессы и робототехнику. Наконец, нельзя заменить индивидуальный подход. Сборщики несут ответственность за мониторинг продукта в своей области и за предупреждение руководителей, если детали не идеальны.
Побочные продукты / отходы
Процессы, необходимые для более легкого производства, были значительно улучшены, чтобы уменьшить количество отходов. Раньше для обезжиривания деталей машин использовались растворители, но в настоящее время используются только мыло и вода. В металлах глубокой вытяжки используется меньше углеводородов, и на некоторых заводах имеется полная система очистки воды, которая возвращает воду ручья в окружающую среду в более чистом, чем естественном состоянии.
Смазочные материалы используются в виде тумана, чтобы проникнуть в тонкую работу винтовых машин, но туман полностью удерживается для защиты озонового слоя и сотрудников. Тканевая пыль пылесосится и улавливается, а металлические и бумажные отходы перерабатываются.
Будущее
Производители зажигалок в основном бежали из Соединенных Штатов в Европу и Азию, где курение более приемлемо. Однако у зажигалок все же многообещающее будущее. Они удобны в качестве небольших источников света для поиска потерянных ключей и замочных скважин в темноте, а их сопротивление ветру помогает пользователям определять направление ветра, потому что сильный ветер или плохая погода не потушат пламя.
Металлические многоразовые зажигалки могут конкурировать с одноразовыми из-за их долговечности, надежности, качества и сентиментальной ценности. Однако качественные зажигалки считаются предметом роскоши, и конкуренция за потребительские доллары в этой области высока. Создатели зажигалок добавляют изображения для уникальности и адаптируют внешние футляры к другим личным аксессуарам с таким же удобством и качеством.
Где узнать больше
Книги
Шнайдер, Стюарт и Дэвид Пур. Zippo:Великая американская зажигалка. Атглен, Пенсильвания:Schiffer Publishing Ltd., 2000.
Шнайдер, Стюарт и Ира Пилософ. Справочник старинных зажигалок. Атглен, Пенсильвания:Schiffer Publishing Ltd., 1999.
Периодические издания
Дининни, Полетт. «Хранители пламени:после больших продаж во время Второй мировой войны и частей в старых фильмах, Zippos все еще существуют, часто как предметы горячего коллекционирования». Смитсоновский журнал (Декабрь 1998 г.).
Другое
Веб-страница корпорации BIC. Декабрь 2001 г.
Международная веб-страница обмена старинными зажигалками. Декабрь 2001 г.
"Легче." Веб-страница открытий и изобретений. Декабрь 2000 г.
Веб-страница Zippo. Декабрь 2001 г.
Джиллиан С. Холмс
Производственный процесс
- Что такое VMC Machining?
- Руководство по лазерной маркировке алюминия
- Сварка MIG против сварки TIG
- Руководство по лазерной маркировке
- Рекомендации по высокопроизводительной швейцарской обработке
- Руководство по созданию прототипов с ЧПУ
- Понимание процесса изготовления вала
- Что такое пассивация нержавеющей стали?
- Новый переработанный полипропилен с высокой текучестью расплава позволяет производить более тонкие и легки…
- Новая форма материалов для 3D-печати, ориентированная на более легкие, безопасные конструкции автомобилей и м…