


Проектирование сборок из листового металла, соответствующих производственным допускам
Сборки из листового металла часто используются при производстве крупногабаритных изделий, поскольку это очень рентабельный способ создания больших конструкций, поскольку технологическое оборудование хорошо налажено и нет необходимости создавать большие дорогостоящие инструменты, которые потребовались бы для изготовления пластиковых деталей. Однако, поскольку детали изготавливаются из сборки частей, а не формируются вместе, необходимо учитывать определенные проблемы с допусками, которых в противном случае можно было бы избежать, используя более одноразовый процесс, такой как жесткий впрыск, RIM или структурная пена. P>
Чтобы понять, почему это так, нужно лучше понимать процесс изготовления деталей из листового металла; Технологии обработки разнообразны:от волочения до резки, штамповки и гибки. Однако для конструкторов, работающих над крупными деталями с относительно небольшими количествами (<10k), большинство деталей из листового металла будет штамповаться или вырезаться с помощью прессов с ЧПУ или лазеров, а затем формоваться на полуавтоматических тормозах. Это связано с тем, что вложения в инструменты для больших штамповочных штампов и формующих инструментов никогда не окупятся в относительно небольших количествах.
Однако, поскольку эти машины обрабатывают гибки пошагово, соображения допусков не такие же, как у деталей, у которых все элементы сформированы одновременно (RIM / структурная пена, формованные детали с прогрессивной штамповкой). Таким образом, очень важно, как допускаются детали и как этот допуск учитывается; чем больше изгибов или элементов вы добавите, тем хуже будет допуск между ними. В качестве консультанта по дизайну мы видели несколько случаев, когда детали были спроектированы с соблюдением нормальных производственных допусков, но со слишком большим количеством изгибов, расположенных друг над другом, поэтому детали в конечном итоге сильно искрились или не подходили совсем.

При проектировании деталей из листового металла наиболее важно помнить, что исходная форма обычно вырезается из плоского листа за одну установку, это означает, что элементы, которые остаются в одной плоскости, будут иметь самый высокий допуск, поскольку изгибы не будут возникать. . Таким образом, при разработке частей, которые необходимо соединить вместе, рекомендуется использовать элементы, которые все находятся в одной плоскости.
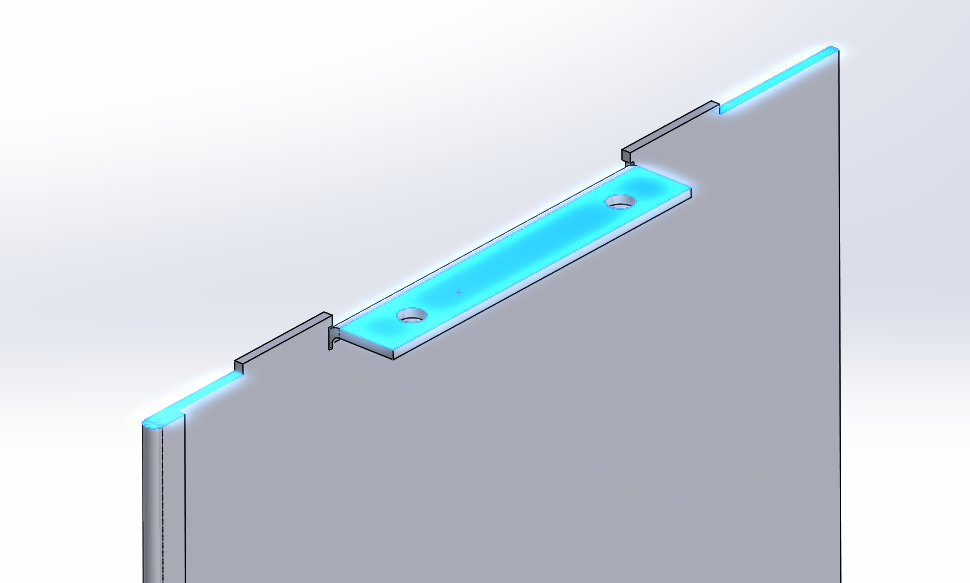
Например, при создании вертикальных перегородок для чего-то вроде приводной рейки может возникнуть соблазн попытаться расположить перегородки с помощью тех же болтов, которые будут фиксировать их на месте. Однако между двумя отверстиями для болтов будет как минимум два изгиба; поэтому допуск между ними будет довольно слабым, что приведет к наклону разделителей. Вместо этого выступы в вертикальных разделителях можно было бы вставить в прорези сверху и снизу, это обеспечило бы более жесткий допуск, поскольку все элементы, обеспечивающие выравнивание, были сформированы в виде плоского листа. Для крепления разделителя можно сформировать фланец с отверстиями увеличенного размера, при этом отверстия большего размера будут учитывать допуск, вызванный изогнутыми фланцами.
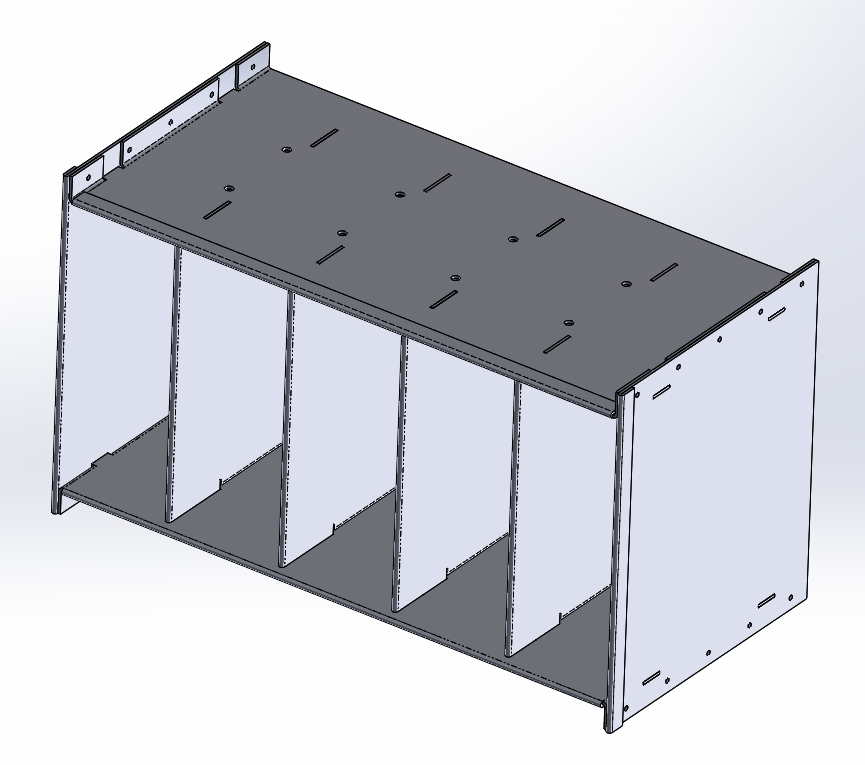
Это работает лучше, чем складывание язычков горизонтальных элементов, поскольку каждая складка будет иметь допуск относительно друг друга, который будет больше, чем допуск от прорези к прорези. Заплечик выступов всегда должен быть спроектирован так, чтобы он находился над фланцем, чтобы более точная деталь обеспечивала выравнивание.
Та же самая логика применима к размещению двух плоских частей вместе:если вы можете использовать все элементы, которые сформированы плоскими, вы получите лучшее выравнивание. Такие элементы, как зажимы Cleco (временные) или заклепки (постоянные), очень эффективны при использовании перфорированных отверстий для размещения листов относительно друг друга.

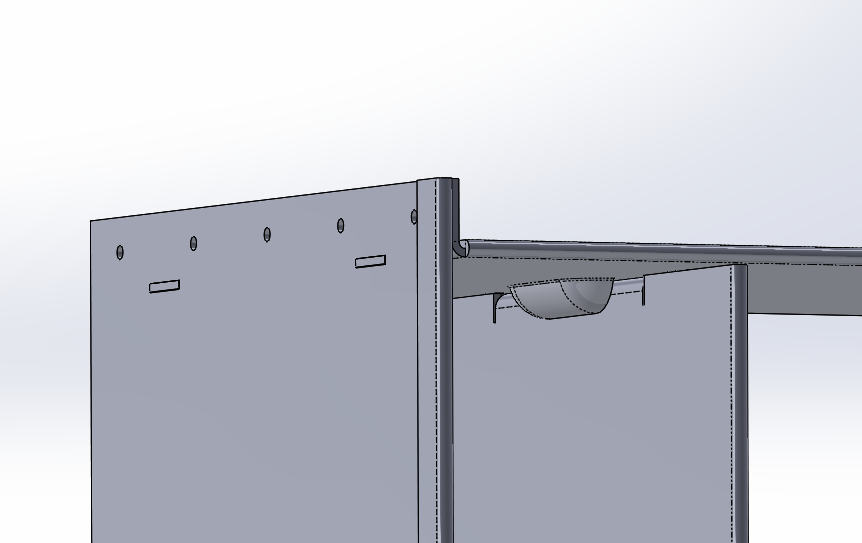
Тем не менее, склонный к механике может заметить явную проблему с предлагаемым решением для вкладок; порядок сборки совершенно неправильный. Все разделители должны быть собраны на верхнюю и нижнюю пластины перед прикреплением боковых пластин, и чтобы снять любую из них, вам придется снять боковые пластины и верхнюю пластину. Это делает устройство ужасным для сборки и обслуживания в случае необходимости. Но, как мы уже говорили, простое использование отверстий не обеспечивает достаточного совмещения из-за допуска на изгиб, так что же нам делать? В таких случаях, как эти полуножницы или прорези, могут быть очень эффективными, создав выступ в верхней и нижней пластинах, вы можете получить плотное совмещение, поскольку ножницы сделаны, когда листы плоские, поэтому вы не теряете толерантность к изгибу.
Эти ограничения допусков применяются не только при соединении двух деталей из листового металла вместе, но также при прикреплении листового металла к другим компонентам, таким как сварные детали или покрытия из пластика / конструкционной пены. Поэтому, когда это возможно, вы должны обеспечить выравнивание с высокими допусками в пределах одной плоскости листового металла, прочность может исходить от изгибов и фланцев с прорезями / отверстиями увеличенного размера, чтобы они не чрезмерно ограничивали сборку.
Помня об ограничениях производства листового металла небольшими / средними объемами, вы будете на правильном пути к проектированию деталей, которые подходят друг к другу независимо от того, где детали попадают в диапазон допусков. Тесно сотрудничая с поставщиками, вы сможете понять производственные реалии и соответствующий дизайн.
Производственный процесс
- 10 американских изобретений, которые революционизировали производство
- 5 приложений для 3D-печати металлом, которые изменят производство
- 5 способов улучшить детали из листового металла
- Экономическая эффективность штамповки листового металла
- Что такое штамповка листового металла?
- Узнайте о формовке листового металла
- Обзор тонколистового металла
- Что такое выпрямление листового металла?
- Допуски GD&T в производстве деталей
- Допуск круглости в мелких металлических деталях