


Что такое Узор? Различные типы паттернов — объяснение
Типы шаблонов :Шаблон является основным инструментом в процессе литья. Его можно определить как модель чего-либо, сконструированную так, чтобы ее можно было использовать для создания отпечатка, называемого плесенью, во влажном песке или другом подходящем материале. Когда эта форма заполняется расплавленным металлом, и металлу дают затвердеть, он формирует репродукцию рисунка и известен как литье. Процесс создания узора называется изготовлением узора.
Типы шаблонов
Типы шаблонов выбор для конкретного литья будет зависеть от нескольких условий. Одним из них является ожидаемая легкость или сложность предстоящей операции формования. Другими факторами являются необходимость небольшого или большого количества отливок, тип процесса формования и другие факторы, которые могут повлиять на ситуацию из-за свойств, присущих отливке. Перечислены некоторые из наиболее часто используемых типов шаблонов.
и описано ниже:
- Модель из цельного куска
- Разделить шаблон
- Подобрать рисунок пластины
- Скопировать и перетащить шаблон
- Закрытый шаблон
- Выкройка со свободными деталями.
- Шаблон развертки
- Шаблон скелета
- Сегментный шаблон
- Шаблон оболочки
- Составленный шаблон
- Шаблон в коробке
- Шаблон отставания
- Левый и правый шаблон
1. Цельная деталь или сплошной узор
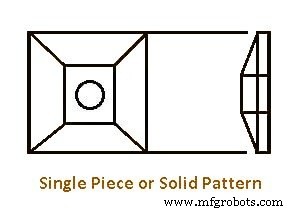
Виды узора, выполненного без стыков, проборов и каких-либо незакрепленных деталей в его конструкции, называются цельным или сплошным узором. Цельный узор не находится на раме или пластине, поэтому его иногда называют свободным узором. Эти модели дешевле. При использовании таких шаблонов формовщику приходится самостоятельно вырезать полозья и питающие ворота и стояки. Эта операция занимает больше времени, и они не рекомендуются, за исключением ограниченного производства. Штучные модели обычно используются для крупных отливок простых форм.
2. Разделить шаблон
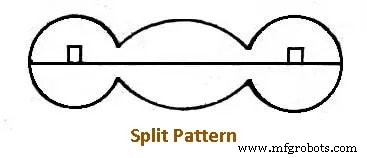
Раздельная выкройка. Многие выкройки невозможно изготовить из одной детали из-за трудностей, возникающих при их формовании. Чтобы устранить эту трудность, а также для отливок сложной конструкции или необычной формы, для формирования формы используются разъемные модели. Эти шаблоны обычно изготавливаются из двух частей, как показано на рис., так что одна часть будет производить нижнюю половину формы, а другая — верхнюю половину.
Две части, которые могут иметь или не иметь одинаковый размер и форму, удерживаются в своих надлежащих относительных положениях с помощью штифтов, закрепленных в одной части, и установочных отверстий, просверленных в другой. Поверхность, образованная на линии разделения двух частей, обычно на центральной линии рисунка, называется поверхностью разъема или линией разъема. Это также будет разделяющая поверхность пресс-формы.
Иногда бывает необходимо построить выкройку для сложной отливки, требующей трех или более деталей вместо двух для получения законченной выкройки. Этот тип узора известен как составной узор. Трехкомпонентный шаблон может потребовать использования опоки, состоящей из трех частей, хотя можно формовать некоторые типы трехкомпонентных шаблонов в двухкомпонентной опоке.
3. Образец совпадающей пластины
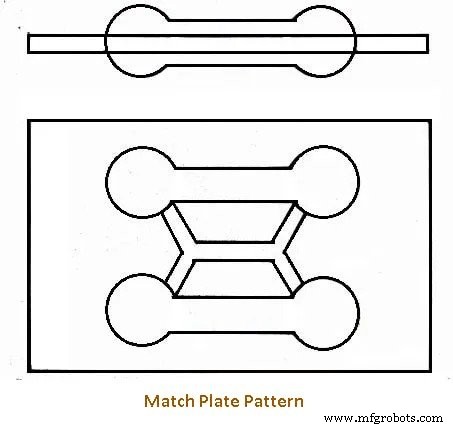
Когда разъемные шаблоны монтируются так, что одна половина находится на одной стороне пластины, а другая половина находится прямо напротив, на другой стороне пластины, такой шаблон называется шаблоном совпадающих пластин. Один рисунок или несколько рисунков могут быть установлены на стыковочной пластине. Выкройка выполнена из металла, а пластина, образующая линию разъема, может быть как деревянной, так и металлической.
Алюминий обычно используется для металлических пластин. Шаблоны для ворот и бегунков крепятся к скользящей стороне пластины в правильном положении от полной стыковочной пластины. Когда форма нарисована, все узоры нарисованы, и верхняя часть или верхняя половина формы идеально совпадают с перетаскиванием или нижней половиной формы. Ворота и направляющие также собираются за одну операцию.
На рисунке показана такая пластина, на которую насажены шаблоны для двух маленьких гантелей. Шаблоны согласованных пластин используются для производства небольших отливок в больших количествах на формовочных машинах, которые обеспечивают точное и быстрое производство. Они дороги в строительстве, но первоначальная стоимость оправдана, когда требуется массовое производство.
4. Шаблон копирования и перетаскивания
При производстве крупных отливок формы в сборе слишком тяжелые, чтобы с ними мог справиться один оператор. Поэтому для облегчения этой проблемы и эффективной работы используются шаблоны типа «управляй» и «перетаскивай». Выкройки изготавливаются пополам, разделяются по удобной линии стыка, а отдельные выкройки и перетяжки строятся и монтируются на отдельные пластинчатые доски.
Такое расположение позволяет одному оператору или группе операторов подготавливать верхнюю половину пресс-формы, в то время как другой оператор или группа работают над другой половиной. Такое планомерное распределение труда значительно увеличивает производство.
5. Закрытый шаблон
Для получения качественной отливки необходимо обеспечить поступление расплавленного металла в каждую часть формы в полном объеме. Обеспечение легкого прохода протекающего металла в форму называется литниковым затвором, который не может быть выполнен вручную при больших объемах производства, особенно из-за затрат времени.
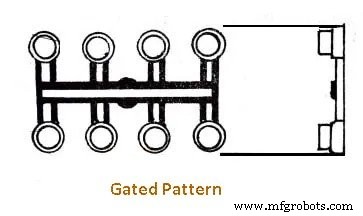
В массовом производстве ряд отливок изготавливают в одной многогнездной форме путем соединения группы моделей, а литники или желоба для расплавленного металла формируются соединительными деталями между отдельными моделями. При таком расположении формовщик обычно тратит время на вырезание ворот и рисование шаблонов. Эти типы паттернов с формирователями ворот, прикрепленными к собственно паттерну, называются стробируемыми паттернами, как показано на рис.
Лотковые модели могут быть изготовлены из дерева или металла и используются для серийного производства мелких отливок.
6. Свободный узор
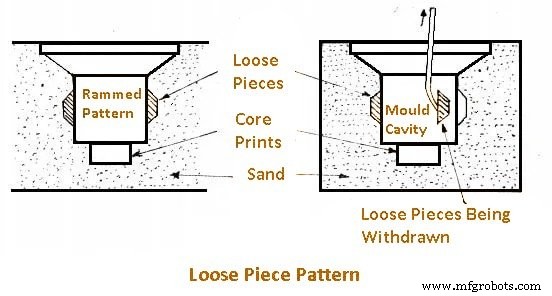
Некоторые типы узоров изготавливаются в виде сборок отдельных частей. Шаблоны отдельных частей необходимы, когда деталь такова, что шаблон не может быть удален как единое целое, даже если он разделен и линия выполнена более чем в одной плоскости.
В этом случае основной рисунок обычно удаляется первым. Затем удаляются отдельные детали, которые, возможно, придется поворачивать или перемещать, прежде чем их можно будет вынуть. Готовые модели этого типа обычно требуют большего ухода и медленнее формируются. На рис. 11.6 показан образец незакрепленной детали.
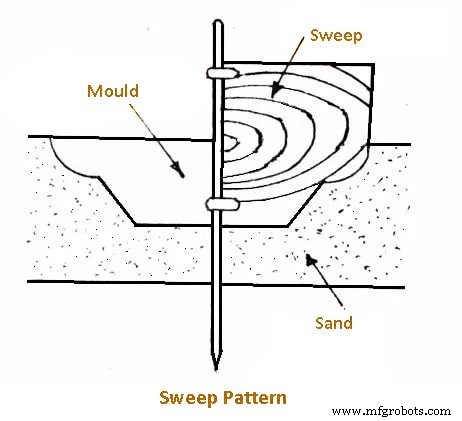
7. Шаблон развертки
Симметричные формы и стержни, особенно больших размеров, иногда придают форму закруглениями. Схема развертки Sweep состоит из доски, имеющей форму, соответствующую форме желаемой отливки, и приспособленной для вращения пресс-формы вокруг центральной оси, как показано на рис.
Песок утрамбовывается на месте, а подметальная доска перемещается вокруг своей оси вращения, чтобы придать формовочной смеси желаемую форму. Развертки и используются для формования деталей, имеющих круглые сечения. Изогнутую зачистку можно использовать для формирования части формы для большого чугунного котла, а прямую зачистку - для любой формы, канавки или выступов. Основное преимущество этих типов шаблонов заключается в том, что они устраняют необходимость в дорогостоящем построении шаблонов.
8. Шаблон скелета
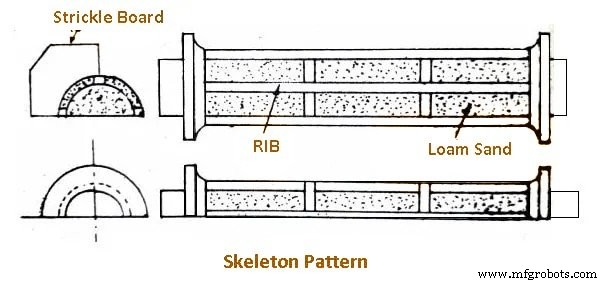
Выкройки для очень больших отливок потребуют огромного количества древесины для полной выкройки. В таких случаях для придания общего контура и размера желаемой отливки можно использовать шаблон скелета, показанный на рис. Это ребристая конструкция с большим количеством квадратных или прямоугольных отверстий между ребрами, которые образуют скелетный контур изготавливаемого узора.
Каркас заполняется и утрамбовывается глиной, песком или суглинком, а для удаления лишнего песка из промежутков между ребрами используется отбойная доска, известная как доска Stickle, чтобы поверхность была ровной с внешней стороной рисунка. . Обычно он состоит из двух частей:одна для верха, а другая для перетаскивания.
Грунтовые и водопроводные трубы, отводы труб, корпуса клапанов и коробки — вот несколько примеров отливок, которые изготавливаются путем создания шаблонов каркаса.
9. Сегментный шаблон
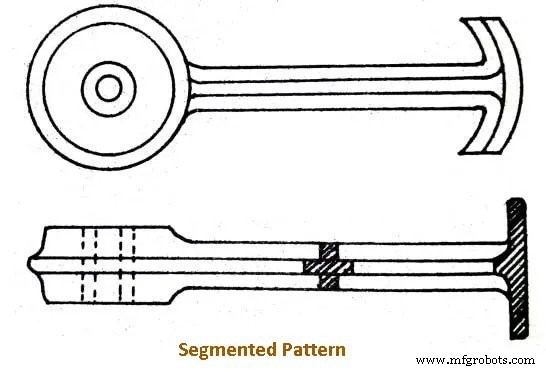
Сегментные узоры или узоры деталей обычно применяются к круговым изделиям, таким как кольца, ободья колес, шестерни и т. Д. Они представляют собой участки узора, расположенные таким образом, чтобы образовывать полную форму путем перемещения для формирования каждой секции формы. При изготовлении пресс-формы по этой схеме вертикальный шпиндель прочно закрепляется в центре опоки тяги (рис. 11.9).
Дно формы утрамбовывается и выметается по уровню. Затем сегментный узор крепится на веретено. Формовочный песок утрамбовывается между наружной частью выкройки и опокой, а также внутри, но не по торцам выкройки. После трамбовки одной секции она переходит к следующей секции для трамбовки; и так далее, пока не будет заполнен весь периметр пресс-формы.
10. Шаблон оболочки
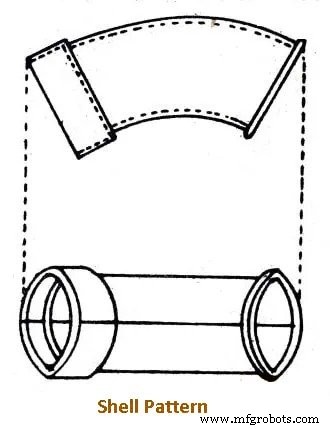
Шаблон оболочки используется в основном для дренажных фитингов и трубопроводов. Типичный пример показан на рис. Обычно выкройку изготавливают из металла, устанавливают на пластину и разделяют по центральной линии, при этом две секции аккуратно скрепляются штифтами. Эти короткие изгибы обычно формуют и отливают попарно. Шаблон оболочки представляет собой полую конструкцию, похожую на оболочку, и внешняя форма используется в качестве шаблона для изготовления формы, а внутренняя часть используется в качестве стержневого ящика для изготовления стержней.
Иногда шаблон всей формы отливки называется шаблоном оболочки, а шаблон, имеющий требуемую форму снаружи, но имеющий внутреннюю часть, называется блочным шаблоном.
11. Узор в коробке
В коробчатом узоре доски или полоски дерева соединяются вместе клеем, гвоздями или шурупами, так что узор получается как коробка. Этот метод не только экономит древесину для больших узоров, но и делает их легче по весу. Коробчатая конструкция используется при изготовлении многих моделей специально для отливки правильного очертания и прямоугольной формы.
12. Составной узор
Как следует из названия, сборные узоры или узоры с проборами — это типы узоров, состоящие из двух или более частей. Выкройки для специальных шкивов представляют собой набранные отрезки деревянных реек. Эти сегменты изготавливаются путем нарезки деревянных полос до требуемой кривизны, а желаемая толщина создается путем склеивания их слоями.
Аналогично делаются и фланцы. Построение иногда требует поворота или опоры, потому что трудно создать сложную форму на деревянном блоке для построения узора, но легче построить форму, склеивая или соединяя несколько сегментов вместе.
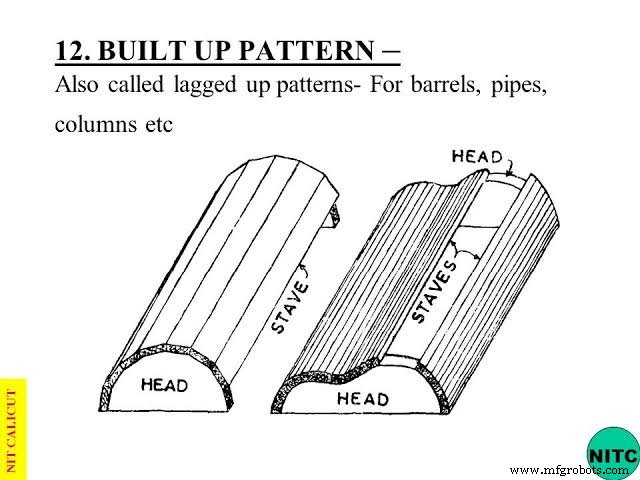
13. Паттерн с отставанием
Цилиндрические изделия, такие как цилиндры, трубы или колонны, состоят из лаг или досок, что обеспечивает постоянство формы. Лаги или клепки представляют собой продольные планки из дерева, которые скошены с каждой стороны, чтобы сделать соединение герметичным снаружи, и приклеены и прибиты гвоздями или привинчены к торцевым кускам дерева, называемым «головками».
Иллюстрация на рис. показывает клепки, прикрепленные к головкам, которые представляют собой половину правильного многоугольника, цель состоит в том, чтобы сделать цилиндр или бочонок, который должен быть разделен продольно через центр. Такая конструкция дает максимальную прочность и позволяет строить близко к законченному контуру или шаблону, так что нужно удалить сравнительно небольшой лишний припуск, чтобы привести его к требуемой форме.
14. Лево-право Узор
Многие типы рисунков необходимо делать попарно, а когда их форма такова, что их нельзя перевернуть, и у них центры ступиц, бобышек и т. д. расположены напротив и на одной линии, их необходимо делать право- и левосторонними. . J-образные вешалки для верхней линии вала, ножки для токарного станка по дереву, садовой скамьи или швейной машины с лопастным типом, а также кронштейны для багажных полок в железнодорожных вагонах - вот несколько примеров, где пара правосторонних и левосторонних моделей требуется.
В таких случаях создателям моделей во многих случаях предоставляются чертежи, на которых показано правое или левое литье. Из этого просят изготовить выкройку оборудования как для правой, так и для левой руки. Это часто представляет значительные трудности, особенно на более сложных рисунках, в том, что составляет разницу между левосторонними и правосторонними узорами.
Скобка, показанная в позиции A на рисунке, является примером левого и правого шаблонов. Следует заметить, что единственные различия между этими двумя шаблонами заключаются в их плохой позиции. Однако, если бы рисунок можно было сделать с основанием, равным с каждой стороны вертикальной части fig , необходимость в двух шаблонах отпала бы.
Металлический узор
Эти типы моделей используются для крупносерийного производства отливок, и они редко требуются в виде свободных моделей. Поскольку модели отлиты, нет необходимости делать соединения или сегменты. Однако способ изготовления сложен и требует огромного мастерства.
Модельщик должен практиковаться в методах резки металла, отделки и изготовления в дополнение к технике контроля. Металлические модели, когда они используются, обычно устанавливаются на одной или обеих сторонах шаблонной пластины. Если рисунки маленькие, на одну пластину можно установить несколько рисунков.
С учетом выкройки
Выкройки не делают точно такого же размера, как желаемое литье по нескольким причинам. Такие типы узоров приведут к получению отливок меньшего размера. Поэтому необходимо учитывать усадку, уклон, отделку, искажение и встряхивание.
1. Допустимая усадка
Когда металл затвердевает и охлаждается, он сжимается и сжимается в размерах. Чтобы компенсировать это, выкройку делают крупнее готовой отливки за счет припуска на усадку или усадку. При прокладке мерок для выкройки модельер допускает это, используя усадочную или усадочную линейку, которая немного длиннее, чем обычная линейка той же длины.
Например, при построении выкройки для литого льва изготовитель выкройки использует усадочную линейку, размер которой примерно на 10 мм длиннее на метр, чем у обычной линейки, поскольку чугун дает усадку на 10 мм на метр. Различные металлы имеют разную усадку, поэтому для каждого типа металла, используемого в отливке, существует правило усадки. Шаблон-шаблон, из которого отливаются металлические модели, может иметь двойной припуск на усадку.
2. Разрешение на черновик
Когда рисунок вычерчивается из формы, всегда существует некоторая вероятность повреждения краев формы. Эта опасность значительно снижается, если вертикальные поверхности рисунка слегка сужаются внутрь. Этот небольшой конус внутрь на вертикальных поверхностях рисунка известен как уклон.
Осадка может быть выражена в миллиметрах на метр стороны или в градусах, и необходимое количество в каждом случае зависит от 1) длины вертикальной стороны, (2) сложности рисунка и (3) метода лепки. В нормальных условиях осадка составляет от 10 до 20 мм на метр на наружных поверхностях и от 40 до 60 мм на метр на внутренних поверхностях. На рис показано, как обеспечивается черновик в шаблоне.
3. Припуск на обработку
Шероховатые поверхности отливок, подлежащие механической обработке, изготавливают по размерам, несколько превышающим указанные на чертеже, приведенном в выкройке. Дополнительный объем металла на обрабатываемых поверхностях называется припуском на чистовую обработку, а края этих поверхностей обозначаются меткой V или F.
Количество, которое должно быть добавлено к выкройке, зависит от (1) вида используемого металла, (2) размера и формы отливки и (3) метода литья. Стандартный припуск на чистовую обработку различных литых металлов в мм для ручной формовки приведен в таблице.
4. Допуск на искажение или изгиб
Некоторые отливки из-за своего размера, формы и типа металла имеют тенденцию сворачиваться или деформироваться в период охлаждения. Это происходит из-за неравномерной усадки и из-за неравномерной толщины металла или из-за того, что одна поверхность более открыта, чем другая, что приводит к более быстрому охлаждению. Таким образом, форма рисунка изгибается в противоположном направлении, чтобы преодолеть это искажение.
Эта функция называется допуском на искажение или развал. Например, отливка в форме буквы U будет искажена, а ножки расходятся, а не параллельны. К
компенсировать это условие, шаблон выполнен таким образом, что
ноги сходятся, но по мере остывания отливки после ее извлечения из формы ноги выпрямляются и остаются параллельными.
Хотя искажение в опубликованной форме данных отсутствует, допуск на искажение варьируется от стандартного припуска на чистовую обработку до 20 мм, если рассматриваются крупные отливки.
5. Пособие по рэпу
Когда образец простукивается в форме перед ее извлечением, полость в форме немного увеличивается. Во всех случаях, когда отливки должны быть однородными и соответствующими шаблону, допускается встряхивание или встряска путем создания шаблона немного меньше фактического размера, чтобы компенсировать встряхивание формы.
Материалы шаблонов
Выбор материала для выкройки зависит прежде всего от следующих факторов.
- Требования к обслуживанию, например количество, качество и сложность отливки, то есть минимальная желаемая толщина, требуемая степень точности и отделки.
- Тип производства литья и тип процесса литья.
- Возможность изменения дизайна.
- Количество отливок, которые необходимо произвести, т. е. возможность повторных заказов.
Каким должен быть хороший в своем роде шаблонный материал:
- Легко обрабатывается, формуется и стыкуется;
- Легкий вес;
- Прочный, твердый и долговечный, поэтому он может быть устойчивым к износу и истиранию, коррозии и химическому воздействию;
- стабильность размеров в любой ситуации;
- Легко доступен по низкой цене;
- Поддается ремонту и повторному использованию;
- Возможна хорошая отделка поверхности.
Широкий спектр металлических материалов, отвечающих этим характеристикам, включает древесину и изделия из дерева; металл и сплавы; пластыри; пластмассы и каучуки; и воск.
Дерево :- Дерево является наиболее распространенным материалом для выкройки, поскольку оно удовлетворяет многим из вышеперечисленных требований. Он прост в работе и доступен. Древесину можно резать и изготавливать в различных формах путем склеивания, гибки и изгибания; он легко шлифуется до гладкой поверхности и может быть сохранен с помощью шеллака, который чаще всего используется для отделки деревянного рисунка.
Металл :- металл используется, когда требуется большое количество отливок из металла или когда условия слишком тяжелые для деревянного образца. Металлические узоры не меняют своей формы во влажных условиях. Еще одним преимуществом металлического рисунка является свобода от заворачивания при хранении.
Металлические модели очень полезны при машинном литье из-за их точности, долговечности и прочности. Обычно металлический образец сам по себе отливается из деревянного образца, называемого мастер-образцом. Когда металлические модели должны быть отлиты из эталонных моделей, должна быть разрешена двойная усадка.
Например, если металлический шаблон должен быть изготовлен из латуни, а отливка должна быть из чугуна, допустимая усадка на деревянном эталонном шаблоне должна составлять 14 мм на метр для латуни, плюс 10 мм на метр для чугуна. , что составляет в общей сложности 24 мм мм м для шаблона, включая чугун, сталь, латунь, алюминий и белый металл.
Чугун :- Чугун используется для некоторых узкоспециализированных типов узоров. Он прочный, дает хорошую гладкую поверхность формы с острыми краями и устойчив к действию песка. А вот чугунные модели тяжелые и легко ломаются. Железные модели слишком сильно ржавеют и требуют сухого места для хранения.
Латунь :- В выкройках используется латунь, особенно когда металлические выкройки маленькие. Он прочен, не ржавеет, имеет лучшую чистоту поверхности, чем чугун, и
способны противостоять износу формовочной смеси. Но латунные узоры
тяжелее чугуна. Вот почему они ограничены шаблонами небольшого размера.
Алюминий :- Алюминий, вероятно, лучший универсальный металл, потому что он плавится с
относительно низкая температура, мягкий и простой в работе, легкий вес и
устойчивы к коррозии. Алюминий, будучи довольно мягким, может быть поврежден
при грубом использовании.
Белый металл :- Белый металл редко используется для изготовления узоров, но является лучшим материалом.
которые можно использовать для создания сложных и изящных форм. Эти сплавы используются
в большинстве литейных производств и поэтому часто называются литьем под давлением
сплавы. Они имеют низкую температуру плавления, около 200°С, и мало
заметная усадка. Сравнительная оценка этих металлов дана как
Таблица 11.1.
Пластик :- Пластмассы теперь находят свое место в качестве современного образца.
материала, потому что они не впитывают влагу, прочны и габаритны
стабильны, устойчивы к износу, имеют очень гладкую и блестящую поверхность и
легкий вес. Благодаря глянцевой поверхности его можно снять с
плесень очень легко, не повреждая плесень, без сухого или жидкого разделения
соединение необходимо. Кроме того, пластиковый материал имеет очень низкую
солидная усадка.
Когда требуется пластиковая выкройка, сначала изготавливается деревянная выкройка.
служить мастер-моделью, которая формирует форму, в которую пластиковая смола
наливается. Эти формы могут быть изготовлены из различных материалов, включая
дерево, резина, пластмасса, металл или гипс, последний из которых наиболее
обычно используется.
В модельных цехах используются два типа пластиковых материалов, а именно термореактивные и термопластичные. В термореактивных разновидностях эпоксидная смола стала очень популярной из-за ее хороших производственных качеств. Из термопластичных разновидностей, которые имеют тенденцию становиться мягкими и впоследствии газифицироваться при нагревании, наиболее распространенным является пенополистирол. Материал доступен в различных плотностях во вспененной или вспененной форме. Это может быть легко
сформированы, обработаны и изготовлены путем склеивания для формирования рисунка.
Каучуки :- Определенные типы каучуков, такие как силиконовый каучук, предпочтительны для изготовления штампов очень сложного типа для литья по выплавляемым моделям. Этот материал, как и эпоксидная смола, состоит из двух частей:связующего и отвердителя. Когда две части, изначально находящиеся в жидкой форме, смешиваются вместе, выливаются на мастер-модель или в форму и отвердевают, получается твердая форма, т. е. модель.
Штукатурки :- Гипсовый цемент, известный как гипс, также используется для
изготовление шаблонов и стержневых ящиков. Обладает высокой прочностью на сжатие, например, до
до 300 кг/см, легко обрабатывается деревянными инструментами. Когда тальк и
цемент смешивают с водой, он образует пластичную массу, способную отливаться
в форму.
Гипс также удобно использовать для подготовки досок к формовочным работам. Также доступны запатентованные разновидности гипсовых штукатурок, такие как Ultracal, Hydrocal, Hydrostone и модельный магазин Hydrocal.
Гипсокартонный узор можно приготовить либо путем непосредственного заливания суспензии гипса и воды в формы, приготовленные ранее по мастер-образцу, либо путем придания ему желаемой формы или формы методом заметания и струйки.
Воск :- Восковые модели отлично подходят для процесса литья по выплавляемым моделям. Обычно используемые материалы представляют собой смеси нескольких типов восков и других добавок, которые действуют как полимеризующие агенты, стабилизаторы и т. д. Обычно выбирают парафиновый воск, шеллак, пчелиный воск, церезиновый воск и микрокристаллический воск. Свойства, желательные для хорошего воскового рисунка, включают низкое содержание золы (до 0,05 %), устойчивость к основному материалу покрытия, используемому для паковки, высокую прочность на растяжение и твердость, а также существенную прочность сварного шва.
Обычная практика формирования восковой модели заключается в впрыскивании жидкого или полужидкого воска в разъемную матрицу. также используется твердая инжекция, чтобы избежать усадки и повысить прочность.
Промышленные технологии
- Какие бывают типы выемок для дисков?
- Какие бывают типы ногтей?
- 10 различных типов узоров в литье
- Какие типы материалов используются при механической обработке?
- Основы соединений:какие существуют типы?
- Какие существуют виды гибки труб?
- Каковы различные типы ремонтных работников?
- Каковы различные типы песка для пескоструйной обработки?
- Каковы различные типы фабричных рабочих?
- Каковы различные типы ручных инструментов?