


Процесс хонингования:определение, детали или конструкция, принцип работы, преимущества, применение [Примечания в формате PDF]
Здравствуйте, Добро пожаловать в наш блог, Надеюсь, у вас все хорошо. В этой новой статье мы подробно изучим определение, детали или конструкцию, принцип работы, преимущества, недостатки и применение процесса хонингования.
Какова история процесса хонингования?
Это было в XVI веке, когда Леонардо да Винчи впервые применил инструмент для выравнивания внутренних стенок деревянной трубы с помощью палочки, прикрепленной к ней наждачной бумагой. Эта палка могла двигаться как в линейном, так и в радиальном направлениях.
Хонинговальные инструменты были разработаны в начале 20 века для шлифования внутренних компонентов двигателей внутреннего сгорания.
В 1924 году был разработан и запатентован первый пятилопастный хонинговальный инструмент с палкой и пружинной насадкой. Через несколько лет процесс хонингования стал использоваться в производственных целях в промышленности.
Без дальнейших проволочек давайте перейдем к нашей основной теме,
Что такое процесс заточки?
Хонингование — это процесс абразивной обработки, представляющий собой комбинацию процессов шлифования и сверления. В процессе хонингования используется абразивный шлифовальный инструмент для точной обработки данной заготовки. Процесс хонингования улучшает качество поверхности заготовки, а также обеспечивает точность размеров обрабатываемой детали.
Движущийся абразивный камень соприкасается с обрабатываемой деталью, что обеспечивает точную готовую работу.
Хонингование используется в отраслях, где важны как точность, так и эстетика. Как правило, в процессе хонингования используется ЧПУ для направления инструмента на заготовку. Процесс хонингования в основном используется для обработки отверстий в заготовке.

Характеристики процесса хонингования:
Ниже приведены характеристики процесса хонингования:
- Это низкоскоростной и очень точный процесс.
- В процессе хонингования на поверхности заготовки образуется крестообразная маркировка. Эта заготовка используется для удержания смазочных материалов.
- Его можно использовать для коррекции округлости отверстия.
- Может быть достигнута высокая точность от 2 до 3 микрон.
- Топить можно как твердые, так и мягкие материалы.
- Диапазон скорости резания варьируется от 0,25 до 1 м/с.
- Угол резания составляет от 60 до 90 o .
- Давление, прикладываемое к боковой поверхности заготовки в процессе хонингования, колеблется от 1000 кПа до 2 500 кПа.
Принцип работы процесса заточки:
Основным принципом процесса хонингования является режущее действие, выполняемое абразивными частицами при приложении как линейной, так и тангенциальной силы. Трение, возникающее при контакте абразивных камней и заготовки, приводит к удалению материала с заготовки.
Следующие этапы процесса заточки:
Заготовка, подлежащая хонингованию, устанавливается на рабочий стол и зажимается с помощью приспособлений. Необходимый хонинговальный инструмент крепится к шпинделю и проверяется устойчивость инструмента.
Оператор выбирает различные параметры, такие как подача и скорость инструмента. Когда инструмент входит в отверстие, он расширяется из-за конического поперечного сечения конуса внутри инструмента.
Силы действуют перпендикулярно и параллельно площади боковой поверхности отверстия. Эти силы приводят к режущему действию абразивных камней и обеспечивают отличное качество поверхности.
При необходимости во время процесса добавляется охлаждающая жидкость, чтобы предотвратить перегрев поверхности. Как только процесс хонингования завершен, инструмент вынимается из отверстия, и камни втягиваются внутрь благодаря обратному усилию пружины.
Затем работе дают остыть, а затем ее удаляют, ослабляя крепления.
Типы хонинговальных станков:
Существует два типа хонинговальных станков:
- Вертикальный хонинговальный станок и
- Горизонтально-хонинговальный станок
Конструкция хонинговального станка очень похожа на сверлильный станок. Кроме того, хонинговальный инструмент также можно установить на токарный станок или сверлильный станок. Единственным требованием процесса хонингования является то, что инструмент должен вращаться, а также двигаться параллельно оси отверстия.
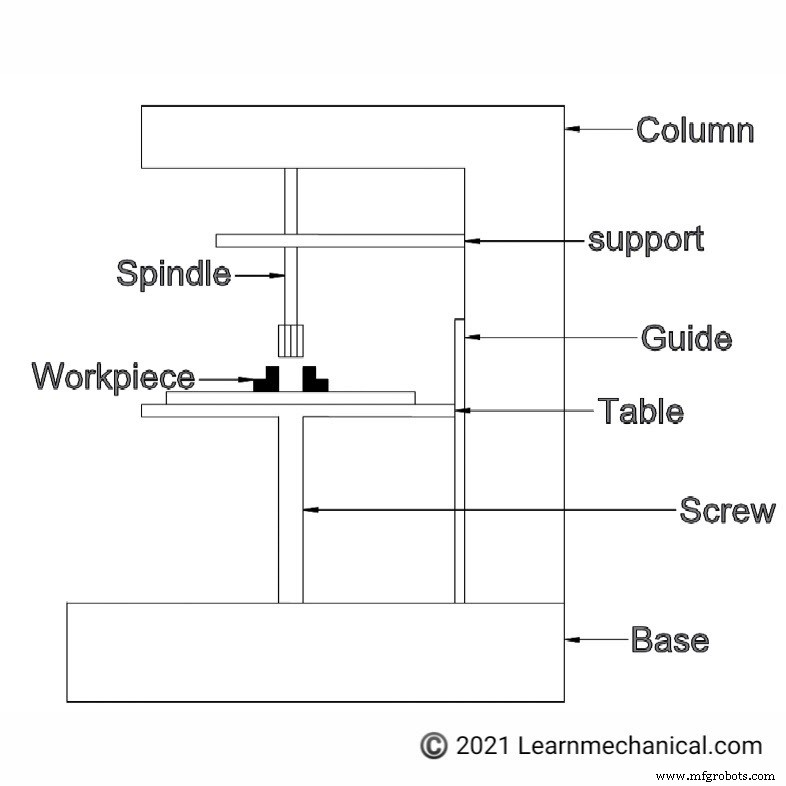
№1. Конструкция или детали вертикального хонинговального станка:
Колонна и приподнятый шнек установлены на чугунном основании. Колонна соединяет ЧПУ с двигателем, а также содержит опорные элементы.
Приподнятый винт соединен с рабочим столом, а приспособления приклеены к рабочему столу.
Один конец шпинделя соединен с двигателем, а другой конец соединен с инструментом через опорный элемент. Конструкция очень похожа на сверлильный станок.
База: Основание является опорным элементом, который используется для жесткой фиксации всей установки хонинговального оборудования. Основание изготовлено из чугуна, чтобы максимально поглощать вибрации и обеспечивать устойчивость оборудования.
Столбец: Колонна является основным поддерживающим элементом, используемым в установке. Вертикальная колонна используется для удержания двигателей, шпинделя, инструмента и заготовки. Он также выступает в качестве соединительного элемента для различных рабочих частей.
Направляющие: Направляющие используются для вертикального перемещения заготовки.
Рабочий стол: Рабочий стол служит для размещения на нем светильников. Он может быть подвижным или жестким.
Фиксаторы: Приспособления – это зажимные приспособления, используемые для зажима заготовки. В случае процесса хонингования приспособления должны быть прочными и жесткими, чтобы соответствовать требованиям точности процесса хонингования.
Шпиндель: Шпиндель — это соединительное устройство, которое используется для соединения инструмента с двигателем для обеспечения вращательного движения инструмента.
Поддержка: Опорный элемент используется для поддержки шпинделя и предотвращения его поломки.
Приподнятый винт: Приподнятый винт предназначен для увеличения высоты рабочего стола.
ЧПУ: Компьютерный числовой контроллер используется для управления движением инструмента относительно заготовки или для управления движением заготовки относительно инструмента.
Электропитание: Источник питания постоянного тока используется в случае процесса хонингования.
Инструмент заточки: Инструмент является наиболее важной частью процесса заточки. Хонинговальный инструмент отличает процесс хонингования от процессов шлифования и сверления. Инструменты, используемые в вертикальных и горизонтальных хонинговальных станках, аналогичны и описаны далее.
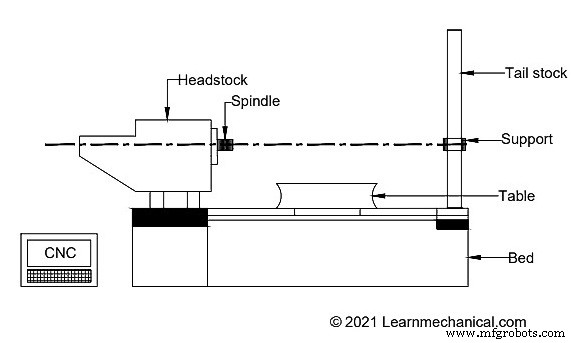
#2. Конструкция или детали горизонтального хонинговального станка:
Конструкция горизонтального хонинговального станка очень проста. Основание выступает в качестве платформы для всех элементов или компонентов, подлежащих монтажу.
Задняя бабка крепится на одном конце, а передняя бабка на другом конце. Рабочий стол крепится между задней и передней бабками.
Рабочий стол может перемещаться в горизонтальной плоскости. Шпиндель крепится к передней бабке и инструменту. Он используется для передачи движения двигателя на инструмент. На рабочем столе расположены приспособления для зажима заготовки.
Передняя бабка: Передняя бабка содержит мотор-редуктор для изменения скорости вращения инструмента.
Кровать: Станина так же похожа на основание вертикального хонинговального станка. Он изготовлен из чугуна и работает как демпфер.
Шпиндель: Шпиндель является соединительным элементом, соединяющим двигатель и инструмент.
Столбец: Колонна является опорным элементом, используемым для поддержки передней бабки.
Фиксаторы: Крепления используются для зажима заготовки и ограничения степеней свободы. Приспособления при горизонтальном хонинговании должны быть очень точными, так как на заготовку действует большее усилие.
ЧПУ: В случае горизонтального хонингования необходимо установить числовой контроллер для обеспечения большей точности. Это может исключить максимальные человеческие ошибки.
Инструмент заточки: Хонинговальный инструмент является наиболее важным элементом, который объясняется ниже.
Задняя бабка: Задняя бабка – это тот элемент, который расположен на другом конце основания. Используется для поддержки заготовки.
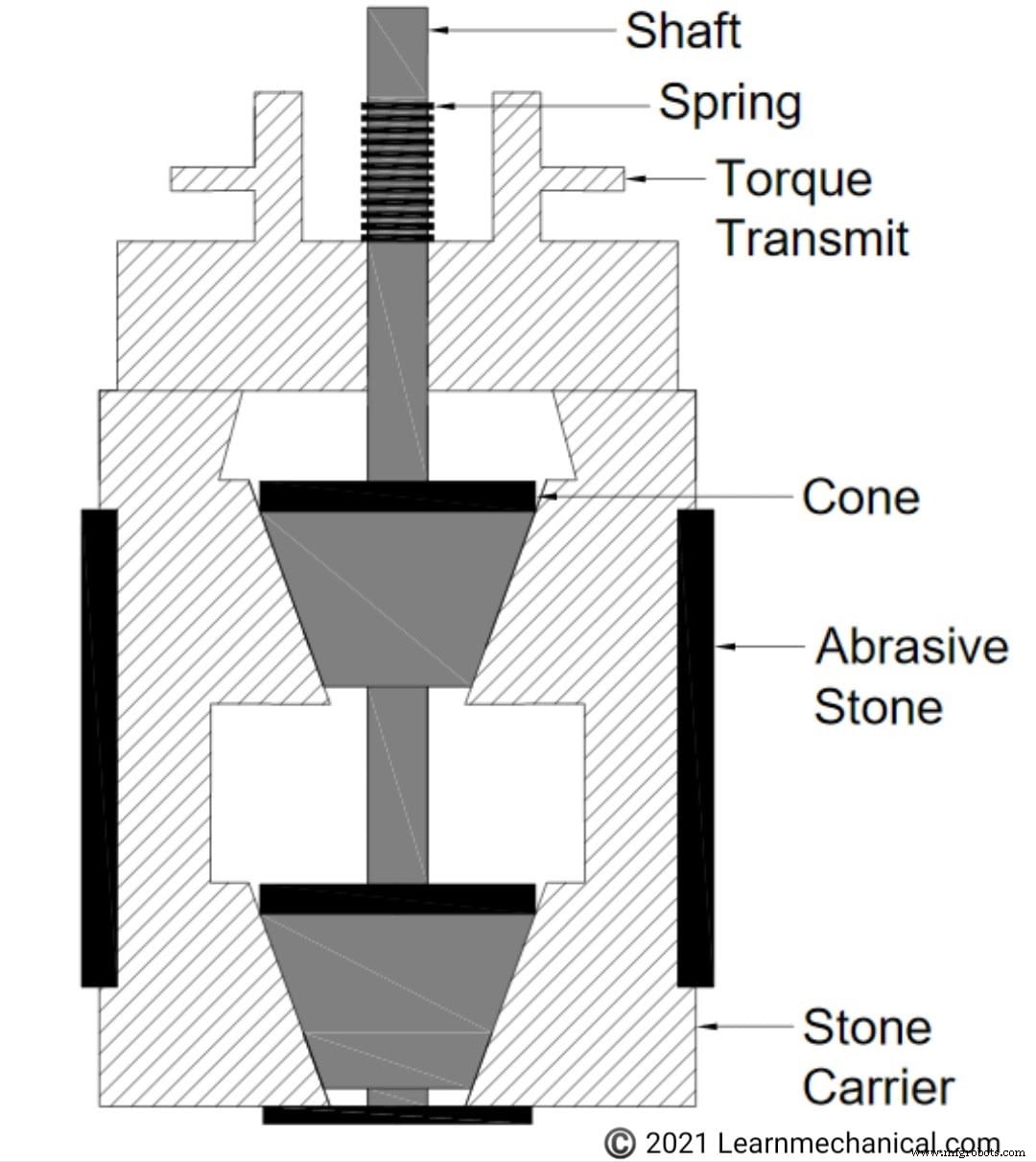
Инструмент заточки:
На рынке представлено множество хонинговальных инструментов, которые можно использовать для разных целей. На данной схеме показан двухконусный хонинговальный инструмент.
Он состоит из абразивного камня на внешнем диаметре инструмента. Камень – это та часть, которая соприкасается с заготовкой.
Внутри каменного носителя расположены два конуса. Как только к валу прикладывается линейная сила, камни выталкиваются наружу.
Происходит это за счет конического сечения конуса. Камни оттягиваются назад за счет обратного действия пружин.
Используемые абразивные частицы:
Абразивные камни представляют собой абразивные частицы, связанные вместе, чтобы сформировать твердую структуру, которая может создавать трение при трении о другой материал. Доступны различные абразивные частицы в зависимости от размера зерна, желаемой чистоты поверхности и различных других факторов. Наиболее часто используемые абразивные частицы представляют собой оксид алюминия, карбид кремния и карбид вольфрама.
Важный параметр процесса заточки:
№1. Выбор абразива:-
Операция хонингования сильно зависит от используемых абразивных частиц. Выбор абразива зависит от твердости заготовки и желаемого качества поверхности. Для очень твердых заготовок в качестве инструмента используется алмаз.
#2. Скорость шпинделя:-
Скорость вращения шпинделя или об/мин инструмента является важным параметром, который определяет различные характеристики заготовки. Например, если ключевой проблемой является высокий съем материала, скорость должна быть минимальной. Если качество поверхности является ключевой проблемой, скорость должна быть высокой.
#3. Возвратно-поступательная скорость:
Скорость возвратно-поступательного движения инструмента по отношению к заготовке влияет на чистоту обрабатываемой поверхности. Более высокие скорости возвратно-поступательного движения приводят к плохому качеству обработанной поверхности.
#4. Давление хонингования:
Как упоминалось выше, давление хонингования колеблется от 1000 кПа до 2500 кПа. Более низкое давление хонингования приводит к меньшему съему материала, а более высокое давление приводит к ухудшению качества поверхности.
Преимущества процесса заточки:
Точность: Процесс хонингования очень точен и точен. В отраслях, где диаметр отверстия или отверстия должен быть точным, процесс хонингования имеет большое преимущество.
Твердость заготовки: Еще одним преимуществом процесса хонингования является то, что с его помощью можно обрабатывать любой материал независимо от его твердости и молекулярной структуры.
Сохраняет центральную линию: В процессе хонингования сохраняется центральная линия отверстия или отверстия. Другие процессы чистовой обработки могут нарушить осевую линию отверстия.
Удаление материалов: Меньше материала удаляется, а отделка достигается с помощью процесса хонингования. Это связано с использованием абразивного инструмента.
Сгенерированный шаблон: В процессе хонингования на поверхности заготовки образуется крестообразный рисунок. Это дает большое преимущество заготовке для удержания смазочных материалов.
Недостатки процесса заточки:
Высокая начальная стоимость: Первоначальная стоимость оборудования высока. Это экономический недостаток хонинговального станка.
Высокий износ инструмента: В качестве основной режущей кромки используются абразивные камни. Шероховатость абразивных камней легко уменьшается в случае процесса хонингования.
Прямость отверстия: Процесс хонингования улучшает только качество внутренней поверхности отверстия или отверстия. Это не улучшает прямолинейность отверстия.
Типы материалов :Процесс хонингования подходит только для черных металлов, он не очень эффективен для цветных материалов.
Применение процесса заточки:
- Может использоваться для отделки коленчатых валов автомобилей.
- Процесс хонингования используется для чистовой обработки шестерен в автомобильной промышленности.
- Он также используется в производственных целях, где требуется точная обработка полых цилиндрических отверстий.
- Он также используется для обработки внутреннего диаметра двигателей внутреннего сгорания.
- Его можно использовать для улучшения округлости отверстий.
Промышленные технологии
- Процесс притирки:определение, принцип работы, типы, материал, преимущества, применение [Примечания в формате …
- Передний угол:определение, важность и типы (положительный, отрицательный, нулевой) [Примечания с PDF]
- Механизм быстрого возврата:определение, типы, принцип работы, области применения, преимущества, недостатки [П…
- Электронно-лучевая сварка:определение, конструкция, работа, применение, преимущества и недостатки [Примечани…
- Процесс экструзии:определение, принцип работы, типы, области применения, преимущества и недостатки [Примечан…
- Процесс обжатия:работа, применение, преимущества и недостатки
- Процесс экструзии:работа, типы, применение, преимущества и недостатки
- Вагранка:принцип, конструкция, работа, преимущества, недостатки и применение
- Абразивно-струйная обработка – детали, принцип работы, применение
- Ультразвуковая обработка:детали, работа, использование, преимущества с PDF