


Разница между положительным передним углом и отрицательным передним углом
Механическая обработка — это один из субтрактивных производственных процессов, при котором лишний материал удаляется из предварительно сформированной заготовки в виде стружки для повышения точности размеров и допусков. Клиновидный режущий инструмент (или фреза) используется для постепенного срезания материала слой за слоем. Геометрия, ориентация и материал являются тремя первостепенными факторами, влияющими на возможности обработки и качество продукции. Геометрия фрезы включает в себя важные особенности режущей кромки (кромок) и соответствующих поверхностей. Он включает в себя, помимо прочего, передний угол в разных направлениях, задний угол в разных направлениях, радиус кромки, ориентацию режущих кромок, радиус вершины и т. д. Различные системы обозначения инструментов отображают такие характеристики стандартным образом.
Передний угол фрезы в основном указывает на наклон передней поверхности. Поскольку передняя поверхность является поверхностью схода стружки, передний угол также указывает направление схода стружки (при ортогональном резании). Это один из важнейших параметров, так как он прямо или косвенно влияет на деформацию сдвига, направление схода стружки, силу резания, потребляемую мощность, обрабатываемость и т. д. По определению, передний угол угол между передней поверхностью фрезы и базовой плоскостью, измеренный на какой-либо другой плоскости. В зависимости от плоскости, в которой измеряется этот угол, он может иметь разные названия, такие как ортогональный угол (измеряется в ортогональной плоскости), боковой угол (измеряется в продольной плоскости станка), задний угол (измеряется в поперечной плоскости станка), максимальный угол (измеряется на плоскости, перпендикулярной основной линии наклона) и т. д.
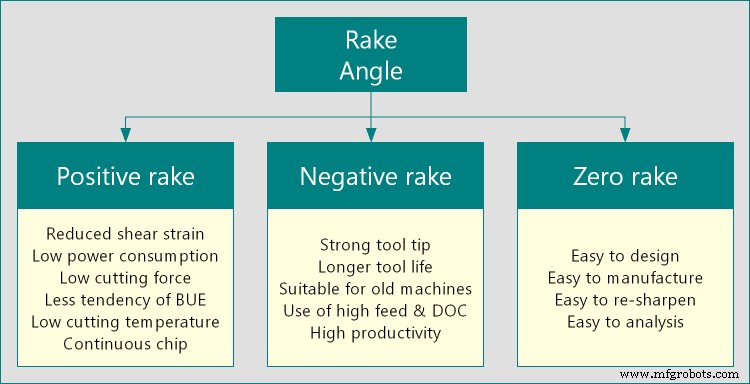
Независимо от плоскости или направления, в котором он измеряется, передний угол может быть как положительным, так и отрицательным или даже нулевым. Эта концепция возникла из взаимной ориентации передней поверхности по отношению к фиксированной базовой плоскости - в одном направлении она считается положительной, в другом направлении считается отрицательной, а когда они сливаются вместе, передний угол считается равным нулю. Положительный рейк возникает, когда сумма угла клина и заднего угла меньше 90° на определенной плоскости. Он предлагает острую режущую кромку и, таким образом, может эффективно срезать материал с заготовки, требуя меньшего усилия. Теперь, если сумма угла клина и заднего угла становится равной 90° на определенной плоскости, то передний угол становится равным нулю. . Точно так же, когда сумма угла клина и заднего угла больше 90° в определенной плоскости, передний угол становится отрицательным. . Отрицательный передний угол обеспечивает более прочную режущую кромку и, таким образом, увеличивает срок службы инструмента. Различия между положительным и отрицательным рейком приведены ниже в виде таблицы.
Таблица:различия между положительным и отрицательным рейком
| Положительный передний угол | Отрицательный передний угол |
|---|---|
| Передний угол считается положительным, если сумма угла клина и угла боковой поверхности меньше 90°. | Передний угол считается отрицательным, если сумма угла клина и угла боковой поверхности больше 90°. |
| Положительный передний угол создает тонкий клин. | Отрицательный передний угол делает клин толще. |
| Сдвиговая деформация стружки меньше из-за тонкого клина. | Более толстый клин приводит к высокой сдвиговой деформации стружки. |
| Это также имеет тенденцию к уменьшению толщины стружки, поэтому CRC остается низким. | Это имеет тенденцию к увеличению толщины стружки и, таким образом, CRC становится высоким. |
| Усилие резания и, следовательно, потребление энергии при обработке сравнительно меньше. | При тех же условиях требуется более высокая сила резания и мощность. |
| Низкий CRC, низкая сила резания и малая мощность указывают на хорошую обрабатываемость. | Плохая обрабатываемость с отрицательным передним углом. |
| Наконечник инструмента менее странный и поэтому подвержен катастрофическим отказам. | Наконечник инструмента стал прочнее, что снижает вероятность внезапной поломки. |
| Более высокая нагрузка на стружку не может быть применена, так как инструмент не может ее выдержать. | Более высокая нагрузка на стружку может быть безопасно применена. |
| Положительный передний угол подходит для обработки мягких и пластичных материалов, таких как медь и алюминий. | Отрицательный передний угол подходит для обработки твердых и хрупких материалов, таких как титан, нержавеющая сталь. |
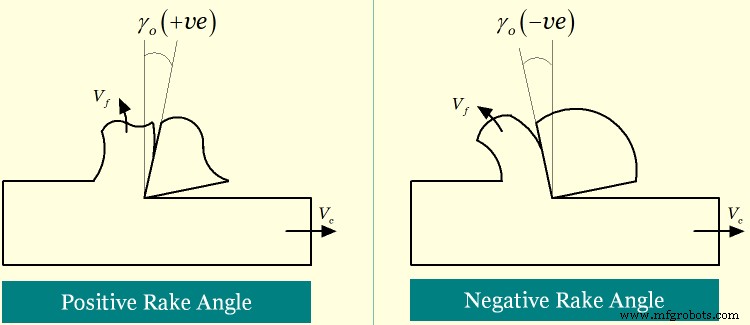
Понятия бокового угла, угла клина и переднего угла: Вид в разрезе клина режущего инструмента показывает эти три разных угла; однако ни один из них не имеет фиксированной стоимости. Различные режущие инструменты могут иметь разные значения этих углов, и это играет ключевую роль в производительности обработки. Базовая плоскость считается перпендикулярной вектору скорости резания. Угол между вектором скорости резания и боковой поверхностью режущего инструмента называется боковым углом или задним углом. Клин образуется за счет пересечения передней поверхности и боковой поверхности по режущей кромке; и соответствующий угол называется углом клина. Теперь угол между передней поверхностью и базовой плоскостью называется передним углом. По отношению к базовой плоскости, когда передняя поверхность ориентирована к вектору скорости резания, соответствующий угол считается положительным; если передняя поверхность направлена против вектора скорости резания, то соответствующий угол считается отрицательным; а когда передняя поверхность сливается с базовой плоскостью, соответствующий угол считается равным нулю.
Толщина клина и передний угол: Поскольку алгебраическая сумма переднего угла, угла боковой поверхности и угла клина должна быть равна нулю, поэтому при постоянном угле задней поверхности угол клина будет меньше с положительным передним углом по сравнению с отрицательным передним углом. Таким образом, отрицательный передний угол обеспечивает более толстый клин, способный выдерживать более высокое усилие резания.
Деформация сдвига и толщина стружки: При обработке фреза сжимает тонкий слой материала и постепенно срезает его. Следовательно, необрезанная стружка пластически деформируется, образуя стружку, а затем стекает по передней поверхности перед тем, как покинуть зону обработки. Деформация сдвига также увеличивает толщину стружки по сравнению с ее несрезанным значением. Это приращение измеряется одним коэффициентом, называемым коэффициентом уменьшения стружки (CRC), который определяется как отношение толщины стружки к толщине неразрезанной стружки. CRC всегда больше 1; однако всегда желательно более низкое значение. Фреза с отрицательным передним углом сильно деформирует стружку, что приводит к большей толщине стружки и более высокому CRC. Однако фреза с положительным передним углом обеспечивает плавный поток стружки по передней поверхности, что в конечном итоге приводит к сравнительно меньшей деформации сдвига и меньшему CRC. Однако CRC ни в коем случае не может быть ниже 1, если резка не выполняется в микро- или нано-масштабе.
Сила резания и потребляемая мощность: Чем ниже мощность резания, потребляемая при обработке конкретного материала, тем лучше будет производительность обработки. Хотя сила и мощность зависят от многих факторов, передний угол также оказывает незначительное влияние. Из-за более низкой деформации сдвига и меньшего CRC с положительным передним углом сила резания, необходимая для удаления определенного участка материала, намного ниже, чем у фрезы с отрицательным передним углом, когда все остальные условия обработки остаются неизменными.
Аспект обрабатываемости: Обрабатываемость — это показатель того, насколько легко рабочий материал может быть обработан с использованием определенного режущего инструмента в определенных условиях. Его нельзя надежно измерить количественно; можно судить только качественно на основе других параметров, включая деформацию сдвига, CRC, силу и мощность резания, температуру резания, форму и цвет стружки, склонность к образованию BUE, состояние обработанной поверхности и т. д. В целом, положительный передний угол, как правило, обеспечивает лучшую обрабатываемость. /Р>
Прочность режущей кромки и количество стружки: Отрицательный передний угол в этом случае проявляется лучше, поскольку он имеет более толстый клин. Увеличенная толщина клина улучшает прочность режущей кромки и, таким образом, она может выдерживать более высокие нагрузки без разрушения. Более тонкий клин, связанный с положительным передним углом, может сломаться, если количество стружки превысит определенный предел; и в результате больший объем материала не может быть удален за один проход (более низкая скорость съема материала или производительность). Он также может иметь риск катастрофического отказа при вибрации станка или ударной нагрузке, что часто происходит при обработке осесимметричных деталей или резке заготовок из неоднородного материала.
Подходящие рабочие материалы: Поскольку отрицательный передний угол может выдерживать более высокую силу резания и ударную нагрузку, его можно безопасно применять при резке твердых и хрупких материалов, таких как инструментальная сталь, нержавеющая сталь, титан и т. д. Когда состав материала неоднороден или существует вероятность ударной нагрузки тогда лучше выбрать отрицательный рейк. Положительный передний угол хорошо работает при резке более мягких и пластичных материалов, таких как каппер, алюминий и т. д.
В этой статье представлено научное сравнение положительного переднего угла и отрицательного переднего угла. Автор также предлагает вам просмотреть следующие ссылки для лучшего понимания темы.
- Обработка и станки, А. Б. Чаттопадхьяй (1 st издание, Wiley).
- Разница между положительным и отрицательным рейком по сайтуРазница.минапрем.com.
- Источник изображения:minaprem.com.
Промышленные технологии
- Разница между структурой и объединением
- Разница между С и С++
- Разница между C и Java
- Python против JavaScript:разница между JavaScript и Python
- Python против Ruby:разница между Ruby и Python
- Разница между цепной передачей и зубчатой передачей
- Разница между ременным приводом и цепным приводом
- В чем разница между Индустрией 4.0 и Индустрией 5.0?
- Разница между динамическим и поршневым насосом
- Разница между фанерой из хвойных пород и фанерой из лиственных пород