


Разница между передним углом и задним углом режущего инструмента
Обычная механическая обработка или резка металла выполняются для постепенного удаления избыточного слоя материала с заготовки для придания заданной формы, размеров и отделки. Удаление материала осуществляется с помощью небольшого устройства, называемого фрезой или режущим инструментом. При обработке резец, как и заготовка, жестко закрепляется на станке с помощью различных приспособлений. Относительная скорость между фрезой и заготовкой также требуется для непрерывного срезания материала, и то же самое передается посредством скорости резания, подачи и глубины резания. Резак фактически сжимает тонкий слой материала и постепенно удаляет его в виде стружки. Правильная геометрия, включая острые режущие кромки и совместимый материал, также незаменимы для непрерывного и эффективного удаления материала.
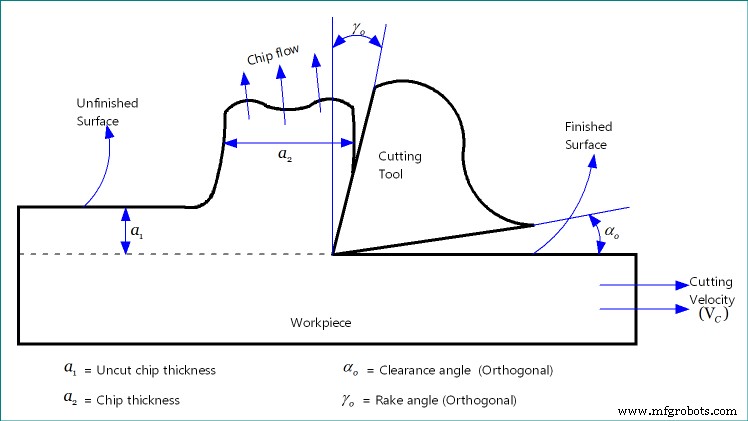
Геометрия фрезы указывает наклон или ориентацию различных поверхностей режущей кромки инструмента. Режущий инструмент состоит из трех режущих поверхностей — передней поверхности, основной боковой поверхности и вспомогательной боковой поверхности. Различные углы используются для обозначения наклона таких поверхностей в разные стороны. Также существует несколько национальных и международных стандартов, которые четко определяют различные характеристики фрезы, включая различные углы. Такая информация собирается особым образом для представления в виде сигнатуры инструмента. Несколько плоскостей также используются для однозначного измерения этих углов. Как правило, наклон передней поверхности определяется передним углом; а наклон боковой поверхности обозначается задним углом.
По определению передний угол угол ориентации передней поверхности фрезы от базовой плоскости, измеренный на другой плоскости. Он может иметь положительное, отрицательное или даже нулевое значение; однако обычно колеблется в пределах от +15° до –15°. Это один из важнейших углов, который определяет прочность кончика инструмента, силу резания, потребляемую мощность, деформацию сдвига, а также обрабатываемость. С другой стороны, угол просвета - угол наклона боковой поверхности резца от вектора скорости, измеренный в другой плоскости. Он должен иметь положительное значение и обычно находится в диапазоне от +3° до +15°. Различные различия между передним углом и задним углом режущего инструмента приведены ниже в виде таблицы.
Таблица:Различия между передним и задним углами
| Передний угол | Угол просвета |
|---|---|
| Наклон передней поверхности фрезы определяется передним углом. | Наклон боковой поверхности фрезы определяется задним углом. |
| Передний угол может быть отрицательным, нулевым или положительным. | Зазор должен иметь положительное значение. Он не может быть отрицательным или равным нулю. |
| Влияет на сход стружки и деформацию сдвига, но оказывает незначительное влияние на качество и точность поверхности. | Он напрямую влияет на качество и точность поверхности, но не играет никакой роли в сходе стружки и деформации сдвига. |
| Нарост на кромке (BUE) может неблагоприятно изменить передний угол. | BUE не может изменять задний угол. |
Основная цель: Передний угол отображает наклон передней поверхности режущего инструмента от базовой плоскости. Поскольку передняя поверхность является поверхностью схода стружки, передний угол также указывает направление схода стружки. С другой стороны, задний угол отображает отклонение боковой поверхности режущего инструмента от вектора скорости резания. Этот угол не оказывает прямого влияния на сход стружки. Однако оба угла можно измерить в разных плоскостях (направлениях), чтобы получить четкое представление о наклоне соответствующих поверхностей.
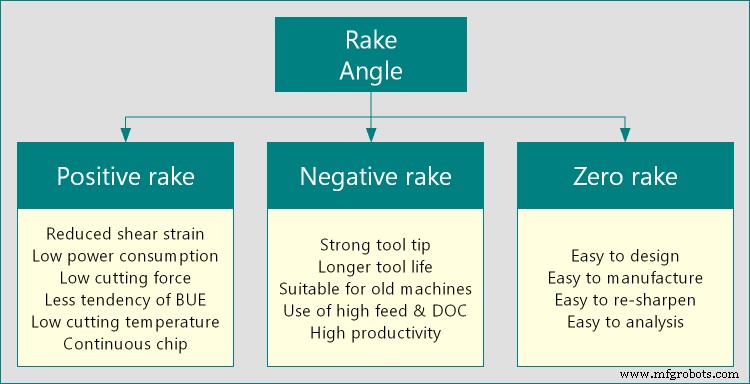
Значение этих углов: Фреза может иметь положительный, отрицательный или нулевой передний угол, каждый из которых имеет особое значение и преимущества для производительности обработки. Например, положительный передний угол обеспечивает острую режущую кромку, поэтому резка будет происходить плавно, требуя минимальных усилий. В качестве альтернативы отрицательный передний угол обеспечивает более прочный кончик инструмента, и, таким образом, инструмент может противостоять более высокой силе резания. Однако задний угол фрезы не может быть отрицательным или даже нулевым, так как в таких случаях боковая поверхность инструмента будет тереться о готовую поверхность изделия. Обычно передний угол варьируется от +15° до –15°, а задний угол – от +3° до +15°.
Роль отклонения стружки, качества и точности продукта: Передний угол напрямую влияет на направление схода стружки и ее сдвиговую деформацию. Отрицательный передний угол увеличивает деформацию сдвига и, следовательно, увеличивает толщину стружки. Коэффициент уменьшения стружки, сокращенно CRC, также будет выше при отрицательном рейке. Однако на качество и размерную точность обрабатываемой детали это оказывает незначительное влияние. Угол просвета играет решающую роль в таких факторах. Меньший задний угол может серьезно ухудшить качество поверхности из-за сильного трения между готовой поверхностью заготовки и боковой поверхностью фрезы.
Механика обработки и роль переднего угла: Передний угол прямо или косвенно влияет на большое количество факторов, включая деформацию сдвига, силу резания, крутящий момент или усилие при обработке, потребляемую мощность, тип и цвет стружки и т. д. Фактически это один из важных параметров всей механики обработки. Угол просвета в таком анализе играет незначительную роль.
Наращивание преимуществ (BUE) и его эффект: При обработке пластичных материалов с более длительным контактом стружки с инструментом зародыш материала заготовки или материала стружки может прилипнуть к кончику инструмента в наиболее благоприятном месте и впоследствии расти, пока не станет больше и не унесет стекающую стружку. Такое нежелательное присутствие материала на вершине инструмента изменяет передний угол на сильно отрицательный. В результате могут увеличиться деформация сдвига и усилие резания, что обычно нежелательно. Однако задний угол остается неизменным при использовании BUE.
В этой статье представлено научное сравнение переднего угла и заднего угла. Автор также предлагает вам просмотреть следующие ссылки для лучшего понимания темы.
- Обработка и станки, А. Б. Чаттопадхьяй (1 st издание, Wiley).
- Что такое передний угол в режущем инструменте? Имена, эффекты, функции и значения от minaprem.com.
- Источник изображения:www.minaprem.com.
Промышленные технологии
- Разница между цепной передачей и зубчатой передачей
- Разница между ременным приводом и цепным приводом
- Разница между одноточечным резаком и многоточечным резаком
- Разница между передней поверхностью и боковой поверхностью режущего инструмента
- Разница между положительным передним углом и отрицательным передним углом
- Разница между токарным процессом и фрезерным процессом
- Разница между режущим инструментом и шлифовальным кругом
- Разница между механической обработкой и шлифовкой
- В чем разница между Индустрией 4.0 и Индустрией 5.0?
- Разница между фанерой из хвойных пород и фанерой из лиственных пород