


Температуры стеклования трехмерной нити
В этой статье я расскажу о том, что такое стеклование, о температурах, при которых наиболее распространенные типы нитей достигают этого состояния стеклования, а также об их температурах плавления, которые определенно не совпадают, как достичь более высокой температуры стеклования. на 3D-печатных моделях, напечатанных с использованием нити с низкой температурой стеклования (например, PLA), и многое другое!
Итак, без лишних слов, давайте сразу к делу!
Что такое температура стеклования?
В химии температура стеклования (Tg) — это температура, при которой материал претерпевает переход из твердого кристаллического состояния в стеклообразное аморфное состояние. Другими словами, температура стеклования — это температура, при которой твердое тело меняет свои физические свойства с свойств твердого кристаллического твердого тела на свойства аморфного твердого вещества (каучукообразное состояние).
Температура стеклования – это температура, при которой молекулярное движение практически замораживается. Это прямой результат действия сил межмолекулярного притяжения, таких как силы Ван-дер-Ваала.
Силы Ван-дер-Ваальса связаны с накоплением электронов в молекулах. Если тепловой энергии слишком много, силы притяжения между молекулами разрушаются и возникает температура стеклования.
Для тех, кто не знает «химии»:температура стеклования материала — это температура, при которой он превращается из твердого, несколько хрупкого твердого вещества в более мягкий и несколько резиноподобный/липкий материал. Я не имею в виду «тягучий» в смысле жевательной резинки или сиропа, просто его можно выдавить, но ничего не треснет и не сломается.
Температуры стеклования и плавления 3D-филаментов
| Нить | Температура сопла | Температура стеклования Tg (C) | Температура плавления Tm (C) | Кровать с подогревом Температура | Риск деформации | Простота использования | Стоимость |
| ПЛА | 180°C – 230°C | 60-65°C | 155°C | 60°C, но не обязательно) | Низкий | Легко | $10–$25 |
| АБС | 230°C – 250°C | 105°C | Аморфный | Прибл. 100°C | Умеренный | Средний | $15–$25 |
| ПЭТГ | 230°C – 250°C | 80-82°C | 210°C | Прибл. 100°C | Низкий | Легко | $15–$20 |
| Нейлон | 230°C – 260°C | 70-80°C | 217°C | 80°C – 100°C | Умеренный | Средний | $50–$65 |
| АСА | 220°C – 250°C | 100°C | 250-260°C | Прибл. 100°C | Низкий | Средний | $30–$50 |
| Поликарбонат | 270°C – 310°C | 147°C | 260°C | 90°C – 110°C | Высокий | Сложно | $30–$60 |
| БЕДРА | 230°C – 250°C | 88-92°C | 180 – 270°C | Прибл. 100°C | Низкий | Средний | $20–$60 |
| ТПЭ | 210°C – 230°C | 60-130°C | 150–210°C | Не требуется | Низкий | Легко | $80–$100 |
Разница между температурой стеклования и температурой плавления нити?

Любопытно, что температура стеклования (Tg) и температура плавления (Tm) являются тесно связанными физическими свойствами, но это совсем не одно и то же, хотя оба термина связаны с изменением состояния, эти два термина обозначают довольно разные вещи.
Стеклование, явление, связанное с вязкостью, не обязательно является точкой перехода между твердым телом и жидкостью; это точка пересечения между жестким твердым телом и эластичным твердым телом. С научной точки зрения, вот чем они отличаются:температура плавления — это температура, при которой твердое тело начинает плавиться в жидкость, а температура стеклования представляет собой точку, при которой твердое тело становится эластичным, но не жидким.
Чтобы понять это, давайте представим, что вы готовите пиццу; Когда ломтики сыра достают из морозилки, они твердые, но через несколько минут при комнатной температуре становятся мягкими и эластичными. Это можно считать температурой стеклования (Tg) сыра.
Когда вы намазываете сыр на пиццу и запекаете его в духовке, он плавится, и это будет считаться температурой плавления (Tm) сыра, то есть температурой, при которой он плавится из резиноподобного твердого вещества в липкую вязкую жидкость.
Что означает более высокая температура стеклования?
Более высокая температура стеклования (Tg) означает, что материалу требуется больше времени, чтобы превратиться из твердого в мягкий при нагревании. Например, если вы нагреете что-то с Tg 200 C, оно станет мягким при 200 C.
Материал с Tg 390°C становится мягким при 390°C. Под мягким я подразумеваю, что он теряет свою прочность на растяжение, жесткость и жесткость. Объект может даже деформироваться под собственным весом, если он подвергается воздействию температуры выше, чем его температура стеклования Tg.
Что происходит с нитью, когда она находится выше температуры стеклования?
Нить, температура которой выше температуры стеклования (Tg), находится в термодинамически нестабильном стекловидном состоянии и проявляет все свойства жидкости.
Вы можете вернуться к таблице, которую я упоминал ранее, о температуре стеклования вашего конкретного типа нити, но я всегда советую вам проверять характеристики купленной вами нити, поскольку у производителя будут более подробные инструкции о том, как это сделать. печатать с его помощью.
Почему это важно при настройке температуры нагреваемого слоя?
Могут возникнуть две основные проблемы, связанные с температурой экструдированной нити, или, скорее, с температурой слоя и с тем, насколько быстро/медленно ему позволяют охлаждаться. Эти проблемы; Деформация и слоновья нога.
Деформация
Деформация — это склонность печатной детали деформироваться вверх во время процесса печати. Основная причина коробления заключается в том, что нижние слои печатаются на холодной пластине или платформе для сборки, и при охлаждении они сжимаются больше, чем верхние слои.
Поэтому верхние слои изгибаются наружу по мере охлаждения, создавая неравномерную нагрузку на деталь, что приводит к деформации.
Чтобы уменьшить деформацию 3D-печати, производители ввели в некоторые из своих 3D-принтеров подогреваемые платформы, которые можно использовать для предотвращения быстрого охлаждения нижних слоев.
Итак, теперь нижние слои будут печататься на нагретой платформе (которая уже нагрета до определенной температуры в зависимости от того, какой филамент вы используете) и не будут сжиматься больше, чем верхние слои по мере постепенного остывания отпечатка. Следовательно, деформация будет значительно уменьшена, если не устранена полностью.
Вот как важную роль играет знание температуры стеклования нити; Прежде чем использовать нить для 3D-печати объекта, вместо того, чтобы нагревать платформу до случайной температуры, если мы установим ее температуру очень близкой к температуре стеклования нити, деформация будет полностью устранена, а напечатанная деталь также будет прилипать. лучше в постель.
Еще один совет:выравнивайте платформу при температуре, при которой вы собираетесь печатать, так как это даст наилучшие результаты.
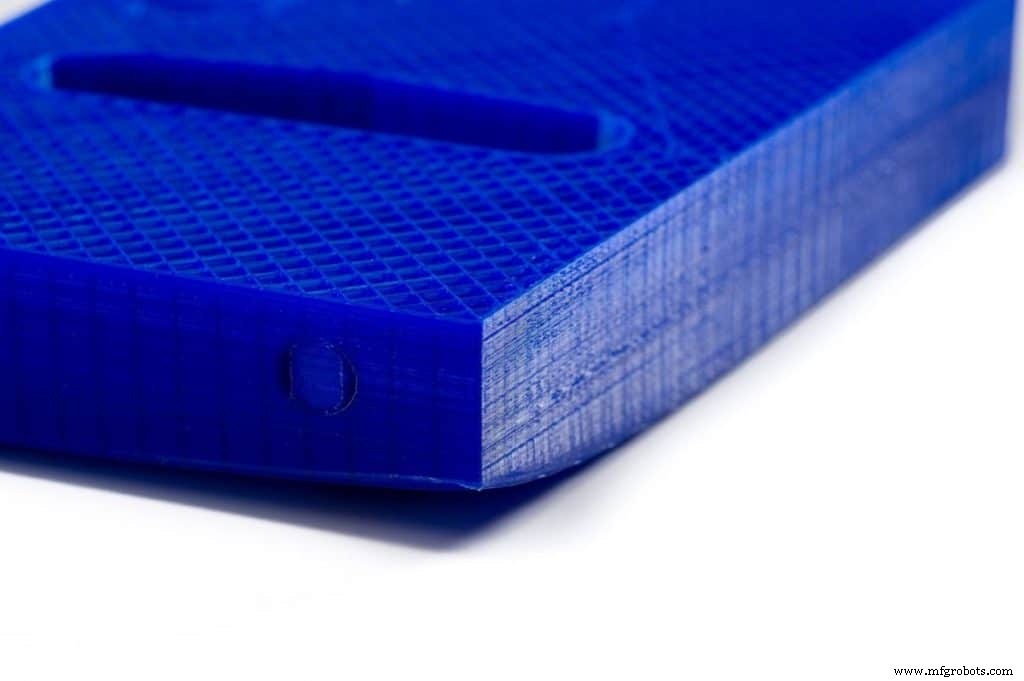
Слоновья нога
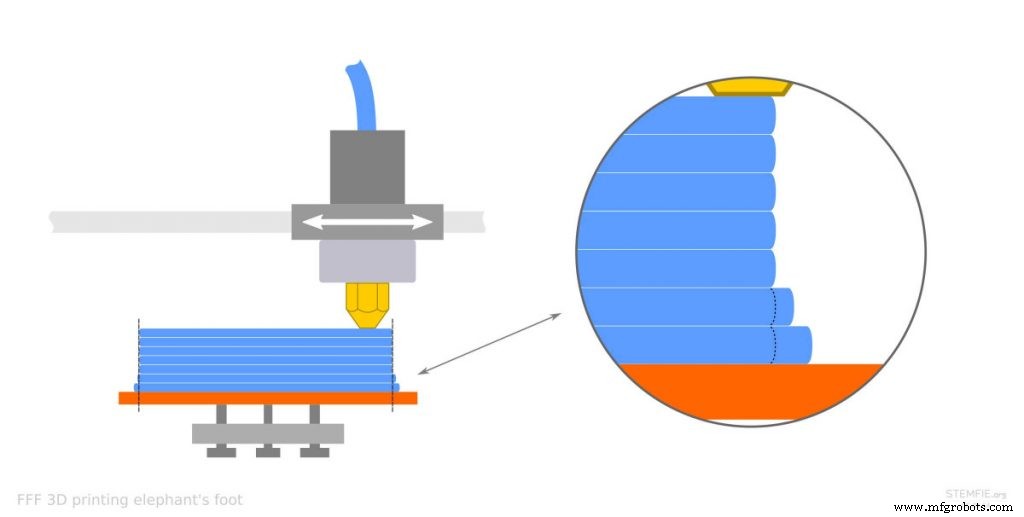
Слоновья стопа чаще всего возникает в результате неохлажденного первого слоя. Если температура печатной платформы слишком высока или недостаточное охлаждение, первый слой может не остыть достаточно быстро, вызывая слоновью ногу.
Эта проблема чаще всего возникает при больших отпечатках, так как она вызвана весом объекта, давит на первый слой. Если он не охлаждается должным образом, этот вес приводит к вздутию первого слоя.
Поскольку температура слоя выше, чем температура стеклования нити накала, дно не охлаждается должным образом и выпячивается наружу.
Таким образом, знание температуры стеклования нити накала, а затем установка температуры слоя немного ниже поможет вам избавиться от ужасной слоновьей лапы.
Когда важна более высокая температура стеклования?
Температура стеклования может дать приблизительную оценку температуры, при которой напечатанная на 3D-принтере деталь превратится из твердого «печатного» полезного объекта в мягкий «резиновый» бесполезный объект, который может даже деформироваться под собственным весом.
Вот почему знание температуры стекла конкретной нити накала позволит вам принять более обоснованное решение о том, как использовать напечатанную на 3D-принтере деталь, поскольку некоторые пластики, такие как PLA, начинают довольно быстро деформироваться, если оставить их на солнце или на солнце. автомобиль.
Нити для наружного использования
Если вы печатаете объект на 3D-принтере для наружного использования, может быть более подходящим использовать АБС-пластик, похожий на нить, потому что его температура стеклования (105 ° C) намного выше, чем температура наружного воздуха, даже в жаркий летний день, и, как я только что упомянул. , PLA может деформироваться, если оставить его снаружи на жаре.
Есть много других нитей, которые можно использовать на открытом воздухе, например, PETG, ASA и другие. Тем не менее, я написал целую статью на эту тему, поэтому обязательно ознакомьтесь с ней.
Применения, требующие, чтобы материал выдерживал высокие температуры
Если вы печатаете объекты, которые будут подвергаться воздействию высоких температур, важно использовать тип нити с более высокой температурой стеклования, иначе она может деформироваться.
Допустим, вы использовали PETG T (82C) для 3D-печати детали, которая будет подвергаться воздействию высокой температуры 85–95C, она наверняка выйдет из строя и потратит ваши усилия.
PLA имеет очень низкую температуру стеклования, поэтому я бы не рекомендовал использовать его для чего-либо, что может привести к тому, что пластик приблизится к этому уровню нагрева.
С другой стороны, существует множество нитей, подходящих для использования при высоких температурах, таких как ABS, поликарбонат, ASA и т. д. (опять же, вернитесь к таблице в начале поста).
Расплавится ли PLA в машине?
PLA или полимолочная кислота — это термопласт, полученный из возобновляемых источников, таких как кукуруза и сахарный тростник. PLA — это универсальный материал для 3D-печати с очень хорошим качеством печати, хорошей адгезией слоев и умеренной прочностью. На самом деле, это одна из моих главных рекомендаций для зубчатых колес, уступающая только нейлону.
Вы даже можете найти нити PLA на основе сои и кукурузы, которые являются биоразлагаемыми!
Однако PLA крайне непригоден для использования в 3D-печати автомобильных деталей, поскольку его Tg составляет (60-65°C) и в жаркий солнечный день автомобильные детали, напечатанные из PLA, будут деформироваться.
Конечно, если вы думаете об использовании PLA для печати запасных частей в моторном отсеке, забудьте об этом!
Вот почему автомобильные детали обычно изготавливаются из АБС, поскольку это не только более прочный пластик, но и его Tg также значительно выше, то есть 105°C.
Можно ли улучшить температуру стеклования детали из PLA?
Да, вы можете улучшить температуру стеклования отпечатков из PLA, добавляя добавки, но вы должны знать о потенциальных компромиссах между прочностью и неплавкостью.
Производные PLA, такие как TPLA или HTPLA, обладают преимуществами стандартного PLA, но могут подвергаться термообработке после печати. Это помогает им сохранять свою форму и жесткость при значительно более высоких температурах по сравнению со стандартным PLA.
Более высокая температура стеклования делает деталь более жесткой и прочной, а лучший способ повысить температуру стеклования 3D-объектов, напечатанных из стандартной нити PLA, — это их отжиг (нагрев до температуры стеклования и ниже температуры плавления). точка).
Каковы преимущества отжига?
Термическая обработка 3D-печати называется «отжигом».
Распространенными методами отжига объектов, напечатанных на 3D-принтере, являются атмосферная печь, печь и непрямые источники нагрева.
Это реорганизует внутреннюю кристаллическую структуру и приведет к образованию более крупных зерен, что приведет к созданию гораздо более прочных объектов, менее склонных к расслаиванию слоев, и испытания показали, что отжиг напечатанной на 3D-принтере детали может увеличить прочность и общее сопротивление на 40%. .
Единственным недостатком этого является то, что если все сделано неправильно, модель в конечном итоге будет деформирована и сожмется в направлениях X и Y, расширяясь в направлении Z.
Еще одна важная вещь, которую следует учитывать перед отжигом ваших объектов, заключается в том, что для этого требуется, чтобы объекты были напечатаны со 100% заполнением. Я знаю, что это звучит не идеально, но отжиг отпечатка с заполнением 20 % или 30 % приведет к его непредсказуемому сжатию, что почти всегда приводит к плохим результатам.
Во время этого процесса ему необходимо заполнение, чтобы поддерживать его, иначе он будет деформироваться, если внутри объекта будут случайные или нерегулярные пустые места.
Наиболее подходящим, дешевым и быстрым типом заполнения для процесса отжига является линейное заполнение.
Более стойкий
3D-печать — это экономичный метод изготовления сложных деталей и конструкций со сложными деталями. Однако некоторые объекты, напечатанные на 3D-принтере, не обладают такой же структурной целостностью, как объекты, изготовленные методом литья под давлением, особенно в сложных условиях, таких как высокая прочность.
Отжиг — это один из способов улучшить физические свойства напечатанных на 3D-принтере деталей, сделав их более прочными, поскольку слои сплавляются друг с другом гораздо прочнее.
Повышает температуру стеклования
Процесс отжига также повышает термостойкость 3D-печатных объектов. Наука, стоящая за этим, довольно проста:стандартные 3D-печатные объекты имеют аморфную молекулярную структуру, которая является случайной, у них нет точки плавления, вместо этого при нагревании они постепенно становятся мягче, пока полностью не растворятся в жидкости. В процессе отжига, когда мы нагреваем трехмерные объекты, их молекулы перестраиваются в частично организованную полукристаллическую структуру.
Это приводит к более прочным межмолекулярным связям и, следовательно, к более высоким температурам стеклования.
Я провел эксперимент, чтобы выяснить, что происходит с температурой стеклования объекта, напечатанного из нити PLA (Tg 60°C), после отжига при 90°C. Мои результаты показали, что его температура стеклования увеличилась до 110°C.
Это почти 100-процентное увеличение и, как следствие, устраняет одну из самых больших проблем 3D-печати объектов из стандартного PLA.
Упрощенная постобработка
3D-печать FDM создает шероховатую поверхность снаружи напечатанного объекта. Модель не гладкая, а это значит, что в дальнейшем ее будет сложнее обрабатывать, например покрасить или покрыть лаком.
Процесс отжига можно использовать для сглаживания поверхностей отпечатков, заполнения недостающих отверстий и получения модели с профессиональным внешним видом.
Поэтому отжиг сводит к минимуму время, необходимое для добавления последних штрихов к вашему новому отпечатку, а также делает его прочнее!
Ознакомьтесь с разделом рекомендуемых продуктов

Мы создали раздел рекомендуемых продуктов, который позволит вам избавиться от догадок и сократить время, затрачиваемое на поиски того, какой принтер, нить накала или обновления приобрести, поскольку мы знаем, что это может быть очень сложной задачей и обычно приводит к путанице. .
Мы выбрали лишь несколько 3D-принтеров, которые, по нашему мнению, подходят как для начинающих, так и для продвинутых пользователей, и даже для экспертов, что упрощает принятие решения, а нити, а также перечисленные обновления были протестированы нами и тщательно отобраны. , чтобы вы знали, что любой из них будет работать так, как задумано.
3D печать