


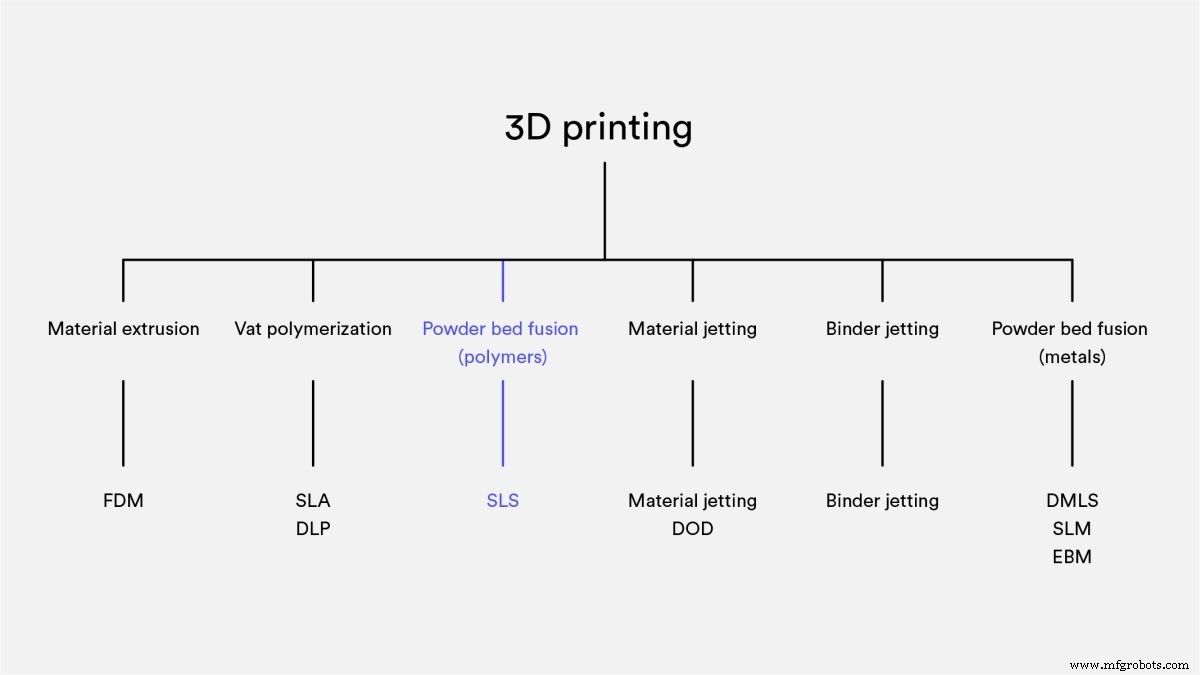
Что такое 3D-печать SLS?
Селективное лазерное спекание (SLS) — это процесс аддитивного производства, относящийся к семейству порошковых сплавов. В SLS 3D-печати лазер выборочно спекает частицы полимерного порошка, сплавляя их вместе и создавая деталь слой за слоем. Материалы, используемые в SLS, представляют собой термопластичные полимеры в гранулированной форме. Услуга 3D-печати SLS используется как для прототипирования функциональных полимерных компонентов, так и для небольших производственных циклов. Его универсальность делает SLS отличной альтернативой литью под давлением для небольших производственных циклов.
Как работает 3D-печать SLS?
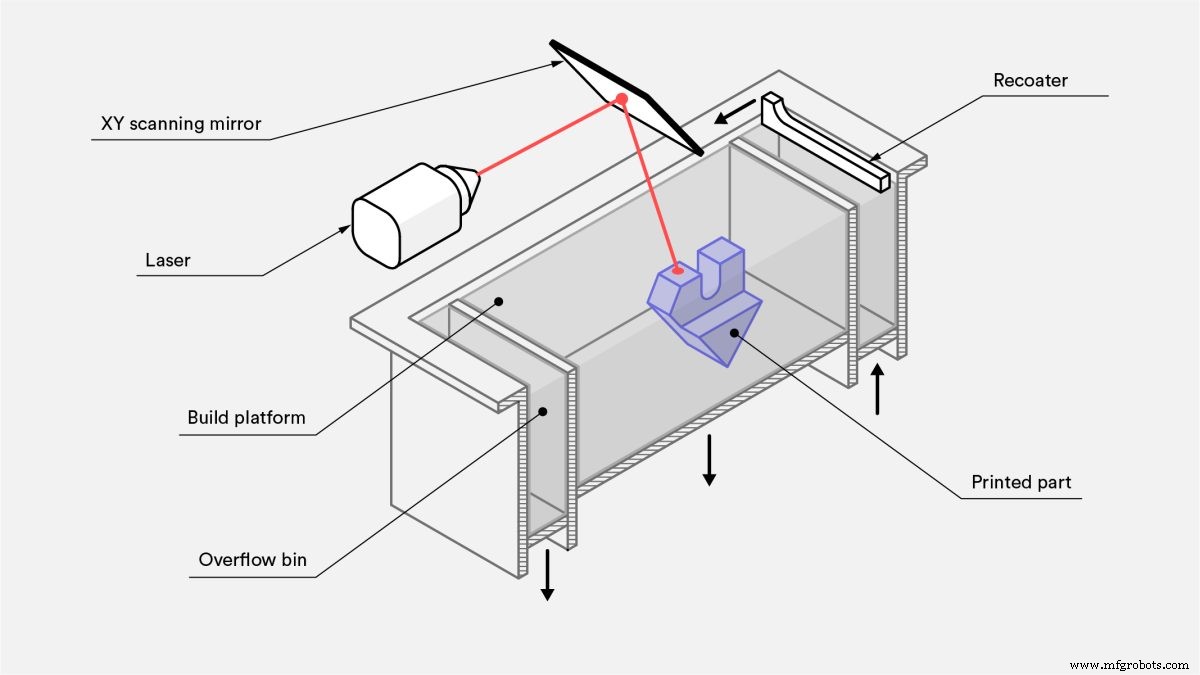
SLS 3D-печать использует лазер для спекания мелких частиц полимерного порошка. Сканируется все поперечное сечение компонента, поэтому деталь строится сплошной. Процесс работает следующим образом:
-
Бункер для порошка и область построения сначала нагреваются до температуры чуть ниже температуры плавления полимера.
-
Лезвие для повторного покрытия наносит тонкий слой порошка на строительную платформу.
-
Затем CO2-лазер сканирует контур следующего слоя и выборочно спекает — сплавляет вместе — частицы полимерного порошка.
-
Когда слой завершен, рабочая платформа перемещается вниз, и лезвие повторно покрывает поверхность. Затем процесс повторяется до тех пор, пока вся часть не будет завершена.
-
После печати детали полностью инкапсулируются в неспеченный порошок. Контейнер для порошка должен остыть, прежде чем детали можно будет распаковать, что может занять значительное время, иногда до 12 часов.
-
Затем детали очищаются сжатым воздухом или другим абразивом, после чего они готовы к использованию или дальнейшей постобработке.
Просмотрите процесс SLS в действии в этом 30-секундном видео.
Можете ли вы использовать 3D-печать SLS для быстрого прототипирования?
SLS — отличное решение для быстрого прототипирования функциональных полимеров, поскольку оно обеспечивает очень высокую степень свободы проектирования и высокую точность. И в отличие от методов 3D-печати FDM или SLA, он производит детали с хорошими и стабильными механическими свойствами. Это означает, что его можно использовать для производства деталей, которые очень близки к качеству конечного использования, поэтому вы можете использовать его на протяжении всего производственного процесса, от концепции до пробных моделей.
Можно ли использовать 3D-печать SLS для мелкосерийного производства?
Его универсальность делает SLS 3D-печать идеальной альтернативой литью под давлением для небольших тиражей. SLS можно использовать для изготовления деталей сложной формы и геометрии, а также с широким спектром отделки и сроков изготовления.
Как работает 3D-принтер SLS?
Для использования 3D-принтера SLS почти все параметры процесса предварительно устанавливаются производителем машины. Используемая высота слоя по умолчанию составляет 100–120 микрон.
Ключевым преимуществом 3D-печати SLS является то, что она не нуждается в опорных конструкциях. Неспекшийся порошок обеспечивает детали всю необходимую поддержку. По этой причине SLS можно использовать для создания геометрии произвольной формы, которую невозможно изготовить любым другим методом.
Использование всего объема сборки очень важно при печати с помощью SLS, особенно при мелкосерийном производстве. Бункер заданной высоты будет печататься примерно за одно и то же время, независимо от количества содержащихся в нем деталей. Это связано с тем, что лазерное сканирование происходит очень быстро, поэтому на самом деле именно этап повторного покрытия определяет общее время обработки. Машина должна будет пройти одинаковое количество слоев независимо от количества деталей. Упаковка в корзины может повлиять на время выполнения небольших заказов, так как операторы могут ждать, пока корзина не заполнится, прежде чем запускать задание на печать.
Слипание слоев
Прочность связи между слоями при 3D-печати SLS превосходна. Это означает, что детали, напечатанные SLS, обладают почти изотропными механическими свойствами.
Механические свойства образцов SLS, напечатанных с использованием стандартного полиамидного порошка (PA 12 или Nylon 12) — наиболее часто используемого материала в SLS — показаны в следующей таблице и сравниваются со свойствами объемного нейлона.
| Направление X-Y | Направление Z | Массовая PA12 | |
|---|---|---|---|
| Прочность на растяжение | 48 МПа | 42 МПа | 35–55 МПа |
| Модуль растяжения | 1650 МПа | 1650 МПа | 1270–2600 МПа |
| Удлинение при разрыве | <тд>18% <тд>4% <тд>120–300%
Детали SLS обладают превосходной прочностью на растяжение и модулем упругости, сравнимыми с объемным материалом, но более хрупкими — их удлинение при разрыве намного ниже. Это связано с внутренней пористостью конечной детали.
Усадка и деформация
Детали SLS подвержены усадке и деформации. По мере охлаждения только что спеченного слоя его размеры уменьшаются, а внутренние напряжения накапливаются, вытягивая нижележащий слой вверх.
Для SLS типична усадка от 3 до 3,5 %, но операторы машин учитывают это на этапе подготовки сборки и соответствующим образом корректируют размер конструкции.
Большие плоские поверхности чаще всего деформируются. Эту проблему можно несколько смягчить, расположив деталь вертикально на платформе сборки, но лучше всего уменьшить ее объем, минимизировав толщину плоских участков и сделав вырезы в конструкции. Эта стратегия также снизит общую стоимость детали, поскольку используется меньше материала.
Переспекание
Переспекание происходит, когда неспеченный порошок сплавляется вокруг элемента под действием теплового излучения. Это может привести к потере детализации мелких элементов, таких как прорези и отверстия. Как правило, щели шириной более 0,8 мм и отверстия диаметром более 2 мм можно печатать SLS, не опасаясь чрезмерного спекания. Прочтите нашу статью о том, как проектировать детали для 3D-печати SLS. дополнительные советы по DFM.
Удаление порошка
Поскольку SLS не требует вспомогательного материала, детали с полыми секциями можно печатать легко и точно.
Полые профили уменьшают вес и стоимость детали, так как используется меньше материала. Выпускные отверстия необходимы для удаления неспеченного порошка из внутренних частей компонента. Мы рекомендуем добавить в конструкцию не менее двух выпускных отверстий диаметром не менее 5 мм.

Если требуется высокая степень жесткости, детали должны быть полностью сплошными. Альтернативой является создание полой конструкции без отверстий для выхода. Таким образом, плотно упакованный порошок будет захватывать деталь, увеличивая ее массу и обеспечивая некоторую дополнительную защиту от механических нагрузок, не влияя на время сборки. Внутренняя сотовая решетчатая структура может быть добавлена к полой внутренней части (аналогично схемам заполнения, используемым в FDM), чтобы еще больше увеличить жесткость компонента. Выемка детали таким образом также может уменьшить деформацию.
Каковы характеристики 3D-печати SLS?
Основные характеристики SLA приведены в таблице ниже:
| Селективное лазерное спекание (SLS) | |
|---|---|
| Материалы | Термопласты (обычно нейлон) |
| Точность размеров | ± 0,3% (нижний предел ± 0,3 мм) |
| Типичный размер сборки | 300 x 300 x 300 мм (до 750 x 550 x 550 мм) |
| Общая толщина слоя | 100–120 мкм |
| Поддержка | Не требуется |
Какие материалы используются для SLS-печати?
Наиболее широко используемым материалом SLS является полиамид 12 (PA 12), также известный как нейлон 12. Цена за килограмм порошка PA 12 составляет примерно 50–60 долларов. Также доступны другие конструкционные пластики, такие как PA 11 и PEEK, но они не так широко используются.
Полиамидный порошок может быть наполнен различными добавками для улучшения механических и термических свойств изготовленной детали SLS. Примеры добавок включают углеродные волокна, стекловолокна или алюминий. Материалы, наполненные добавками, обычно более хрупкие и могут иметь сильно анизотропное поведение.
| Материал | Характеристики |
|---|---|
| Полиамид 12 (ПА 12) | + Хорошие механические свойства + Хорошая химическая стойкость - Матовая, шероховатая поверхность |
| Полиамид 11 (ПА 11) | + Полностью изотропное поведение + Высокая эластичность |
| Нейлон с алюминиевым наполнителем (алюминид) | + Металлический внешний вид + Высокая жесткость |
| Стеклонаполненный нейлон (PA-GF) | + Высокая жесткость + Высокая износостойкость и термостойкость - Анизотропное поведение |
| Нейлон с наполнителем из углеродного волокна (PA-FR) | + Превосходная жесткость + Высокое соотношение веса и прочности - Сильно анизотропный |
Каковы варианты постобработки SLS?
С помощью 3D-печати SLS получаются детали с порошкообразной зернистой поверхностью, которые легко окрашиваются. Внешний вид отпечатанных SLS деталей можно улучшить до очень высокого уровня с помощью различных методов постобработки, таких как полировка носителя, окрашивание, окраска распылением и лакирование. Их функциональность также можно повысить, нанеся водонепроницаемое покрытие или металлическое покрытие. Дополнительные сведения см. в этой обширной статье о постобработке деталей SLS.
Каковы преимущества 3D-печати SLS
-
Детали SLS обладают хорошими изотропными механическими свойствами, что делает их идеальными для функциональных деталей и прототипов.
-
SLS не требует поддержки, поэтому можно легко создавать конструкции со сложной геометрией.
-
Производственные возможности SLS отлично подходят для мелкосерийного и среднесерийного производства.
-
Весь оставшийся неспеченный порошок собирается и может быть использован повторно.
Каковы недостатки 3D-печати SLA?
-
В настоящее время широко доступны только промышленные системы SLS, поэтому время выполнения заказа больше, чем у других технологий 3D-печати, таких как FDM и SLA.
-
Детали SLS имеют зернистую поверхность и внутреннюю пористость, что может потребовать последующей обработки, если требуется гладкая поверхность или водонепроницаемость.
-
Большие плоские поверхности и маленькие отверстия не могут быть точно напечатаны с помощью SLS, так как они подвержены деформации и чрезмерному спеканию.
Рекомендации по использованию SLS
Подходит ли 3D-печать SLS для вашей детали или проекта? Вот основные правила:
-
Компания SLS может производить функциональные детали из широкого спектра инженерных пластиков, чаще всего из нейлона (PA12).
-
Типичный объем сборки системы SLS составляет 300 x 300 x 300 мм.
-
Детали SLS обладают хорошими механическими свойствами и изотропным поведением. Для компонентов с особыми требованиями доступны порошки полиамида с добавками.
3D печать
- Что такое трехмерная печать из нескольких материалов?
- Что такое 3D-печать Binder Jet?
- Что вызывает образование струн в 3D-печати?
- Что такое робокастинг в 3D-печати?
- Что привлекает внимание в 3D-печати?
- Что такое фотополимеризация в 3D-печати?
- Что такое рынок 3D-печати?
- Что такое «дорога» в 3D-печати?
- Что такое полиграфия?
- Что такое полимерная 3D-печать?