


Как распределяется пакля?
Когда была напечатана тематическая статья «Распространение жгутов на спреде», эта побочная история сильно изменилась, в основном рассказывая о том, чего мы не знаем . о том, как раскладывается пакля. А потом я наткнулся на статью в информационном бюллетене AZL NewsLIGHT № 7:ITA под названием « Новый процесс ультразвукового распределения для обработки жгутов арматуры ». Выяснилось, что Институт текстильных технологий (ITA) при RWTH Ахенском университете (Ахен, Германия) изучает методы распространения жгутов с 2011 года. «Мы начали тестировать все различные методы укладки жгута на ленту и провели много исследований. о влияющих факторах каждого из них и о том, как их оптимизировать », - говорит Вилко Хаппах, руководитель исследовательской группы лент в подразделении композитных материалов ITA. В результате ITA разработала новую технологию, позволяющую высокоскоростное производство - до 100 м / мин - разложенной буксирной ленты с гораздо меньшим разбросом по ширине благодаря интегрированному управлению. ITA называет эту технологию AutoTow . .
Понимание техники буксировки с разбросом
ITA начала свои исследования в поисках ленты. «Мы видели, что тканые и не изгибающиеся ткани производят значительные отходы при резке, а также не позволяют оптимизировать дизайн», - вспоминает Хаппах. «Поскольку не все волокна приложены в направлении нагрузок, волокно расходуется впустую». Таким образом, его команда обратила внимание на автоматизированную укладку ленты . , но в то время не хватало и запаса ленты, и знаний, - говорит Хаппах. «Поэтому мы сделали свой собственный выбор, выбрав ленты с сухим волокном на переплетах . первый." Однако для этого им сначала нужно было понять распространение.
Хаппах описывает три основных метода распределения ровницы на более широкие и тонкие ленты:
- Протягивание волокон через распорные планки с высоким натяжением.
- Распределение воздуха через щелевую насадку.
- Применение к волокнам ультразвуковой или другой вибрации.
Распространение технологий и параметров процесса

 Ультразвуковое распространение
Ультразвуковое распространение - Количество растяжек (3-5)
- Угол охвата стержней (90–180 °)
- Температура бара
(22-150 ° С) - Поверхность стержня (полированная, с покрытием TopoCrom или Bechem)
- Предварительное натяжение ровницы (до 2000 сантиНьютон)
- Давление воздуха
(0-6 бар) - Угол воздушного потока (0–180 °)
- Количество активных полос распространения (3-5)
- Угол охвата стержней (1–120 °)
- Ультразвуковая частота (30 кГц)
- Амплитуда интенсивности
(50–100%) - Предварительное натяжение ровницы (до 2000 сантиНьютон)
ИСТОЧНИК:ITA Tape Center, RWTH Aachen University.
Распорки по всей видимости, это самая старая и самая простая технология, использованная в патенте 2001 года, поданном производителем углеродного волокна Zoltek. Хаппах отмечает, что поставщик оборудования Karl Mayer также полагался на распорные планки в своей ленточной и раскладной машинах для ткани. «Проблема этого метода в том, что он ограничивает производственную скорость до 25 м / мин», - говорит он. «Если вы попытаетесь подняться выше, трение станет слишком большим и повредит ровничные нити. Распределение прутка также ограничено максимальной шириной разбрасывания. Вы можете разложить ровницу максимум в 3 раза от ее начальной ширины ».
Распространение воздуха , - говорит Хаппах, - используется, когда требуется максимальная ширина разбрасывания при меньшем удельном весе. «Воздушный поток разделяет волокна и позволяет распределять ровницу в 6-7 раз по сравнению с исходной шириной ровницы с гораздо меньшим повреждением волокон, поскольку уменьшается трение», - поясняет он. «При высоком натяжении волокно не протягивается через стержни».
Однако существует ограничение в зависимости от размера стекловолокна или углеродного волокна. Хаппах объясняет:«Волокно, рассчитанное на эпоксидную смолу и другие термореактивные смолы, может быть липким, поэтому в процессе распределения воздуха невозможно легко разделить волокна». В этом случае может потребоваться предварительная обработка, чтобы немного уменьшить размер. Однако размер, совместимый с термопластичными матричными смолами, который также является термопластичным, совсем не липкий и действует почти как волокно без размера. Другими словами, отсутствует межфиламентная адгезия. «Так что это легко распространить, но с этим трудно справиться, потому что оно имеет тенденцию разваливаться», - отмечает Хаппах.
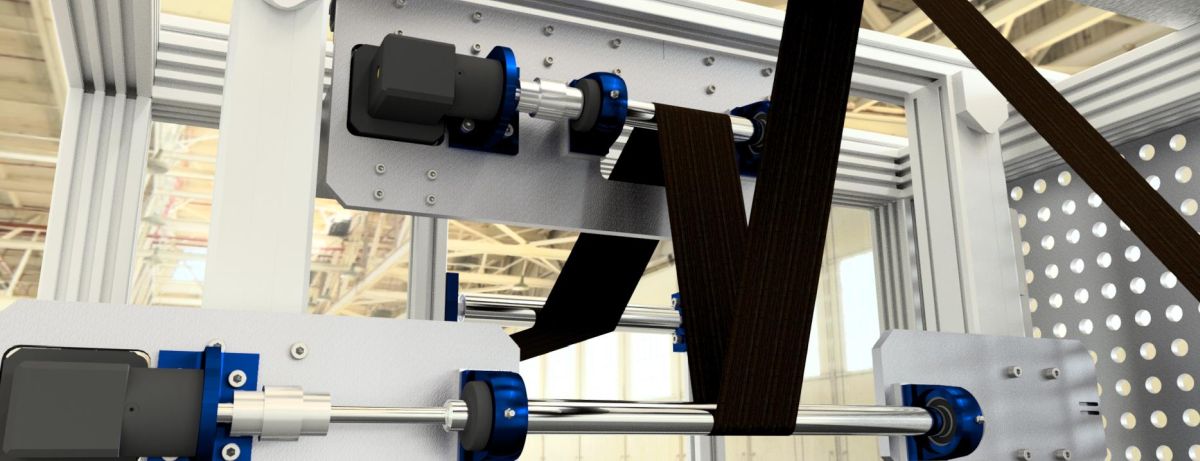
Ультразвуковое распространение использует тот же основной принцип, что и распорные планки, но с сонотродами в форме полуцилиндра, которые, как отмечает Хаппах, «передают большое количество энергии. Ровинг оборачивается вокруг сонотродов, и, применяя ультразвук, нити вибрируют и оседают на поверхности, расширяясь ». Этот метод может обеспечить более высокие коэффициенты растекания (т. Е. Более крупный жгут волокна распределяется на очень тонкие и широкие ленты), но его нельзя использовать со стекловолокном или углеродным волокном на основе пека, поскольку они слишком хрупкие и ломаются.
«Вы также можете использовать механически индуцированную низкочастотную вибрацию, - говорит Хаппах, - и нагрев может использоваться для смягчения размера волокна, что позволяет волокнам двигаться более легко».

AutoTow
ITA разработала AutoTow, чтобы решить проблемы с этими основными методами распределения. Хаппах отмечает, что Tape Center работает в основном с буксировкой 24K, 50K и 60K (которая, как он отмечает, принадлежит Mitsubishi), потому что эффект распространения наиболее высок. «Мы можем достичь более высоких производственных скоростей до 100 м / мин, потому что мы можем вращать отдельные распорки со скоростью до 80 м / мин , - поясняет он. «Таким образом, относительная скорость составляет 20 м / мин, что хорошо для разбрасывания без повреждения нити».
Хаппах отмечает, что, поскольку входная ровница / буксировка имеет вариации , ширина выходного разбросанного жгута также варьируется. «Поставщики лент с препрегом просто отрезают края. Но мы начали с сухой перевязанной ленты, в которой гораздо меньше смолы, поэтому края обрезать слишком сложно ». Команда Хаппаха поняла, что им нужен лучший способ контролировать ширину разбрасывания.
«Мы используем камеры для измерения ширины на входе и выходе из распределителя », - поясняет он. « алгоритм использует это измерение ширины, скорость процесса и некоторые известные факторы для каждого материала для расчета и управления скоростью каждой из 5 вращающихся полосок для постоянной регулировки ширины ленты. Мы можем уменьшить отклонение до менее 1 миллиметра . »
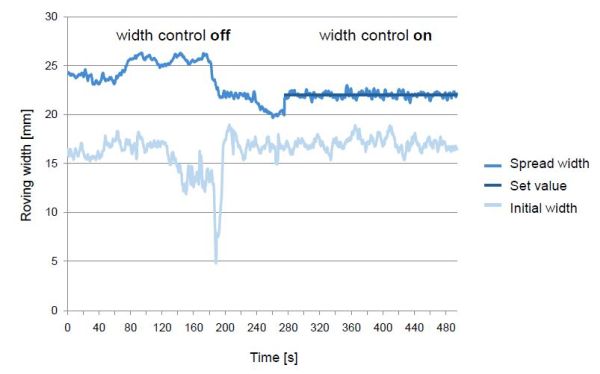
AutoTow интегрировал управление шириной с помощью измерения камеры, чтобы уменьшить отклонение ширины до менее 1 мм. ИСТОЧНИК:ITA Tape Center, RWTH Aachen University.
«Мы также можем регулировать угол накрутки . ровницы вокруг каждой распределительной планки, - продолжает Хаппах, - но не в режиме реального времени. Итак, это больше похоже на калибровку для каждого производственного цикла. «Все остальное делается в потоке , - утверждает он. «Если вы хотите увеличить ширину разброса буксировки с 25 мм до 30 мм, просто введите это число и в течение нескольких секунд он изменится в процессе производства , и на большой скорости, даже 100 м / мин. »
Будущее развитие
Цель ITA Tape Center - создать полную цепочку обработки ленты для поддержки развития отрасли. «Наша цель - привлечь отраслевых партнеров к разработке для них новых решений», - объясняет Хаппах. «Мы находимся в процессе строительства линии по производству лент и линии по производству деталей также. Мы хотим, чтобы у нас были все операции:калибровка, нанесение, производство ленты, автоматическая укладка и отверждение ленты ». Он говорит, что ITA никогда не будет поставщиком оборудования или изготовителем деталей. «Мы хотим добиться производства легких тонкослойных деталей, потому что мы увидели тонкие слои , тем выше механические свойства . Теперь, когда мы можем производить сухие переплетенные ленты на высоких скоростях и высоком уровне качества, наша цель - снизить поверхностный вес и затем производить термопластик . и термореактивный препрег ленты »
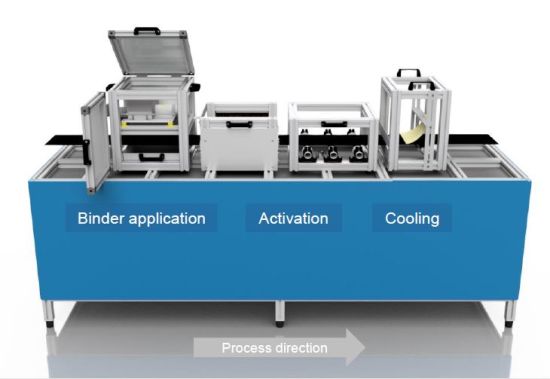
Ленточный центр ITA исследовал различные термореактивные и совместимые с термопластами связующие.
Так же, как Ленточный центр ITA определил производственные площади для процессов жгутного волокна и их параметры, он также накопил значительные знания о влиянии размера волокна и лента связыватель технологии. «У нас есть поставщики, которые хотят протестировать рецепты разных размеров чтобы увидеть, что лучше всего для распространения », - говорит Хаппах.
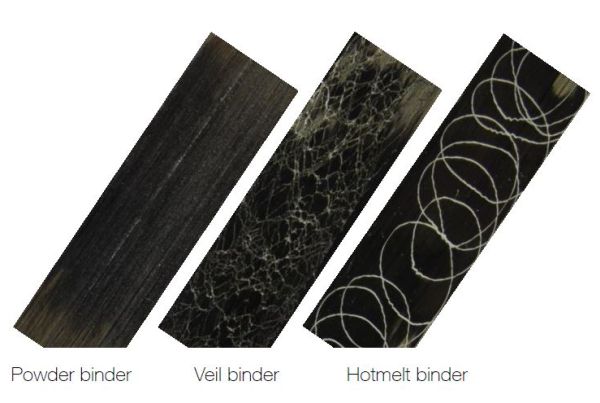
Он подчеркивает, что для связующих материалов наиболее важным фактором является совместимость со смолой матрицы. «Термореактивное связующее обеспечивает наилучшие свойства для термореактивной матрицы». Аналогичным образом, для термопластической матрицы связующее должно быть термопластичным и может наноситься с помощью порошка, вуали или горячего расплава. Последние два обеспечивают очень быстрое нанесение и придают ленту высокую стабильность, но Хаппах отмечает вуаль . даст немного более высокое содержание связующего . Это может быть, а может и не быть желательным, в зависимости от конструкции детали и соображений процесса изготовления. Исследования параметров связующего и их влияния на конечные детали будут продолжены по мере того, как ITA выстраивает полную технологическую цепочку.
Смола
- Печать против станков с ЧПУ
- для предотвращения поломки концевых фрез
- для устранения неполадок с аварийной остановкой станка с ЧПУ
- Разве SFM в обработке?
- Роботы с искусственным интеллектом
- Индустриальная автоматизация
- Гиперспектральные камеры
- Компьютерное зрение
- Звонок Connected Industry 4.0
- Как Индустрия 4.0 влияет на кибербезопасность