


3 совета, которые помогут сократить расходы на обработку алюминия
<ч />
Вы дизайнер, который пришел сюда, чтобы сэкономить деньги на этапе прототипирования. Проектировать вещи и производить их — совершенно разные искусства. Дизайнеры стремятся к функциональности и эстетике, а инженеры-технологи впоследствии уходят с невозможной геометрией. Ну, обычно ситуация не так уж и плоха. Деталь технологична, но затраты могут быть намного больше, чем они могли бы быть, если бы деталь изначально проектировалась с учетом способа ее производства. Давайте посмотрим на алюминиевые детали с ЧПУ и попробуем снизить стоимость обработки алюминия.
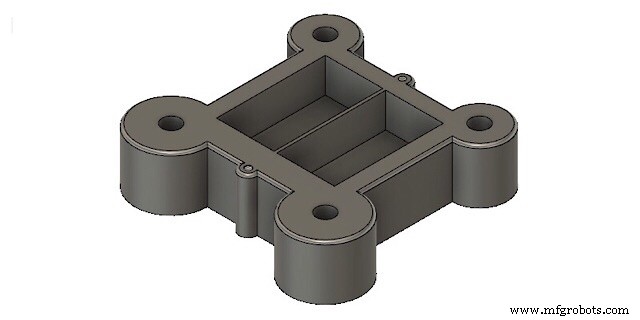
Вот несколько советов, которые вы должны проверить, прежде чем запускать свой продукт на этапе прототипирования. Я решил проиллюстрировать советы моделью корпуса. Предполагается, что это простое устройство, в котором панель вставляется в квадратное отверстие, а устройство крепится 4 винтами. Изображение ниже.
Совет 1. Проверьте отверстия
Сначала. Длинная последовательность
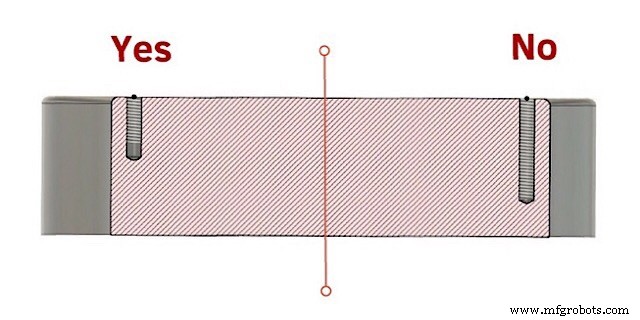
Существует распространенное заблуждение, что чем длиннее резьба и винт, тем прочнее он держится. Ну, это совершенно неправильно. Если вы произведете расчет силы, вы увидите, что только первые два или три зубца резьбы выдерживают 80% силы. Что это значит? Это означает, что нет необходимости делать эти длинные отверстия для длинных болтов.
Второе. Глухие отверстия
Если отверстие глухое и имеет резьбу, оставьте некоторое пространство свободным от резьбы у дна отверстия. По крайней мере, более двух шагов. Дело в том, что инструмент для нарезания резьбы имеет 2 зоны. Первый предназначен для «врезания». Его начальный диаметр инструмента равен внутреннему диаметру резьбы, и он постепенно увеличивается по направлению к внешнему диаметру, так что инструмент нарезает немного больше с каждым оборотом. Вторая зона предназначена для калибровки. Это делает нить более точной. Таким образом, инструменту нужно больше места, чтобы полностью срезать последние витки резьбы.
Третье. Ищите глубокие дыры
Общая рекомендация - держать его не намного больше, чем 3 диаметра в длину. Причина в том, что чем глубже отверстие, тем длиннее сверло. Более длинные сверла менее жесткие, с большей вероятностью отклонятся от оси и в результате получится некачественное отверстие. Однако для таких отверстий используется так называемая ружейная дрель. Он может создавать отверстия практически любой длины, но его использование будет стоить вам дороже. Так что, если у вас в детали есть глубокие дыры, возможно, стоит в них заглянуть. Например, рассмотрите возможность увеличения диаметра, если это возможно. Только для прототипа. Это позволит вам избежать использования специальных инструментов, но деталь может сохранить свои основные функциональные возможности.
Совет 2. Проверьте карманы
Сначала. Углы 90 градусов
Люди проектируют детали с карманами. Эти карманы имеют угол 90 градусов. Но большинство деталей в технологии прототипов обрабатываются на фрезерных центрах с ЧПУ. Это означает, что деталь создается путем срезания стружки с заготовки цилиндрическим вращающимся инструментом. Итак, как он может делать угол 90 градусов в ограниченном пространстве? Ответ:не может. Чтобы соответствовать дизайну, производитель должен будет использовать формовочную машину и отрезать филе. Во многих случаях вам не нужен этот угол. Просто пусть будет филе. Формирование его — это целая дополнительная ненужная операция.
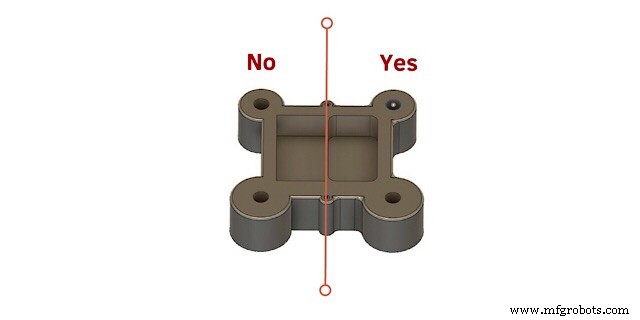
Конечно, бывают случаи, когда вам нужно поместить в слот соответствующую деталь. Но, может быть, вам следует рассмотреть возможность создания таких же скруглений на той части, которая будет вставлена? Их создание не усложняет и не удлиняет программу ЧПУ. Если это не вариант, то ладно. Сделайте цилиндрический вырез (см. рисунок) не менее 1/3 глубины кармана. Это позволит производителю обработать деталь на фрезерном станке, и соответствующая квадратная деталь все равно подойдет.
Второе. Избегайте больших карманов
Ха, это была моя ошибка, когда я начал обрабатывать. Я делал большую лопатку турбины и должен был обработать часть аэродинамического профиля. Однако выбранный мною припуск был слишком мал, поэтому кондукторы были закреплены прямо на границе аэродинамического профиля. Из-за своего размера и кривизны карман в его середине был достаточно глубоким, и так как я не мог двигаться никуда, кроме как внутри периметра профиля, иначе мой шпиндель ударился бы о приспособления, и это было бы катастрофой, мне пришлось выбирать. фреза 10 мм длиной 150 мм. Если я установлю глубину резания более 0,3 мм, он просто сломается, как ветка. Потерял 2 или 3 из них, фрезеруя эти аэродинамические поверхности. Итак, мораль. Старайтесь избегать маленьких и глубоких карманов. В противном случае будьте готовы купить и потерять некоторые инструменты.
Третье. Избегайте тонких стен
Тонкие стенки — враг любого производителя. Механическая обработка требует больших усилий и тепла. Они сильно портят тонкие стены, поэтому, если у вас есть несколько утонченных элементов, чтобы избежать большого веса, сделайте их толще и вместо этого просверлите в них несколько отверстий. Или сделайте так, чтобы тонкие стенки становились толще по мере приближения к основанию.
Совет 3. Проверьте требования к деталям
Многие дизайнеры считают, что чем точнее деталь или чем лучше обработана поверхность, тем лучше. Это большое заблуждение. Конечно, отшлифованные и полированные детали выглядят потрясающе, блестят и не так подвержены коррозии, однако их изготовление — долгий и дорогостоящий процесс. Вот почему различаются допуски деталей и отделка поверхности.
Сначала. Проверьте качество поверхности
В машиностроении все поверхности деталей делятся на две категории. Функциональное и вторичное. Функциональные поверхности определяют работу детали в механизме, например, внутреннее центральное отверстие автомобильного колеса является функциональной поверхностью, поскольку оно устанавливается на шасси. Эти поверхности обычно являются наиболее точными и тонкими поверхностями детали. Это логично. Они выдерживают все нагрузки и выполняют всю работу.
Второстепенные поверхности же служат посредником между функциональными поверхностями или необходимы для прочности детали (добавляют толщину). Поэтому нет смысла делать все поверхности гладкими. Вы просто заплатите за свою часть в 5 раз больше.
Второе. Проверьте допуски
Так вот, история та же. Зачем шлифовать и доводить все поверхности до точности 0,005 мм, если этим преимуществом не воспользуются. При проектировании детали в первую очередь определите ее функциональные поверхности и ориентируйтесь на них.
В заключение
Существуют миллионы советов по сокращению затрат на механическую обработку. Некоторые из них включают правильное позиционирование размера на чертеже детали, другие — выбор или создание поверхностей для фиксации детали. Существуют методы улучшения механической обработки без изменения конструкции и множество других сложных мероприятий. Однако человек, который проектирует продукт, не обязан их знать. Инженер-технолог должен. Но вы работаете в аутсорсинговой компании, поэтому вы должны взять на себя часть его работы хотя бы на этапе проектирования. Следуя этим советам, вы значительно сократите время обработки своего прототипа.
Станок с ЧПУ
- Начало работы в мире плазменной резки с ЧПУ - Часть 5
- 14 проверенных советов по проектированию для снижения стоимости обработки на станках с ЧПУ
- Факторы, влияющие на стоимость обработки на станках с ЧПУ
- Улучшение обрабатываемости алюминия
- Советы по обработке титана на станках с ЧПУ:аэрокосмическая отрасль и не только
- Стоимость обработки с ЧПУ
- Механические свойства алюминия марки 6061
- Обработка латуни по сравнению с алюминием:преимущество традиций
- Как снизить стоимость обработки детали с ЧПУ?
- Прецизионная обработка с ЧПУ:что влияет на стоимость?