


5-Axis… это не так уж и страшно
Почему-то 5-осевая обработка просто пугает людей. Во время разговора с людьми на торговых выставках или при обсуждении потенциала деталей клиента, подходящих для 5-сторонней обработки, вы можете просто увидеть, как их начинает захлестывать чувство беспокойства, и вы можете видеть, как страх начинает нарастать в них. их глаза. Простая мысль о том, что все эти топоры движутся одновременно, вызывает у них желание бежать в горы. Но если мы потратим время, чтобы посмотреть на это логически и разложить на то, что происходит на самом деле, это совсем не страшно!
На протяжении многих лет некоторые из моих лучших студентов, изучавших 5-координатную программу, были невероятно «зелеными» операторами станков, которые всего несколько месяцев назад не могли даже произнести слово «ЧПУ». У них было так мало опыта в отрасли, что они не знали, что должны бояться этого, что позволило им действительно преуспеть в этом. Удивительно, но те, кто, кажется, уклоняется от 5-осевой обработки, являются опытными машинистами… теми самыми людьми, которые действительно могут использовать эту технологию и превратить ее в произведение искусства утонченности и красоты!
Давайте посмотрим на типичную 3-осевую установку:деталь помещается на стол в каком-то приспособлении, и определенное место на детали берется и используется в качестве нулевой точки отсчета для программы. Как только все элементы будут обработаны на этой конкретной операции, деталь переворачивается на другую грань, и процедура начинается снова. Это повторяется несколько раз, пока вся заготовка не будет завершена и все стороны не будут обработаны.
Теперь давайте рассмотрим тот же сценарий с добавлением 5-осевого станка:деталь размещается на столе в каком-то удерживающем устройстве, а конкретное место на детали берется и используется в нулевой точке отсчета. для программы…звучит знакомо???? Единственная реальная разница между 5-осевой настройкой и 3-осевой настройкой заключается в отсутствии необходимости вручную переворачивать деталь и выполнять несколько настроек. Станок запрограммирован на поворот детали в нужное положение, команда в программе используется для перемещения исходной точки для следующей стороны детали, и программирование продолжается… так же, как и в традиционном 3-осевом методе.
После некоторого анализа этой головоломки я, наконец, понял, что их пугает не фактическая концепция пятиосевой или пятисторонней технологии обработки… потому что это очень простая концепция. Кажется, это «как» их пугает. Люди понимают разницу между одной установкой и несколькими установками, отказом от ручного переворачивания детали и концепцией перемещения исходной точки для определенной стороны детали. Чего они не понимают, так это того, как мы собираемся все это делать… потому что, по их мнению, это должно быть сложно… верно? НЕПРАВИЛЬНЫЙ! Это действительно очень просто. Хотя большинство производителей станков обрабатывают эти события или этапы процесса очень похожим образом, я сосредоточусь на том, как Hurco выполняет эту задачу.
Независимо от того, программируете ли вы деталь в ЧПУ или в диалоговом режиме, концепция и процедура программирования на нескольких сторонах детали одинаковы… мы назначим относительную исходную точку для новой стороны заготовки, создадим повернутую или трансформированную рабочую плоскость, которая ось инструмента будет перпендикулярна, а затем продолжите программирование простой 3-осевой геометрии, чтобы завершить необходимую обработку для этой стороны заготовки. Как только элементы будут обработаны, мы просто закончим эту новую преобразованную рабочую плоскость, в результате чего все вернется к исходной настройке детали, а затем мы будем повторять эти шаги снова и снова, пока все стороны заготовки не будут обработаны.
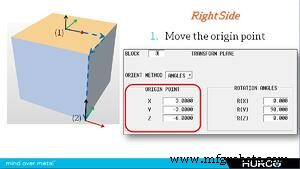
Во-первых, нам нужно переместить исходную точку. Используя диалоговый блок под названием «Плоскость преобразования», мы предоставим системе управления дорожную карту направлений от исходного нуля заготовки до новой желаемой исходной точки для новой рабочей плоскости.
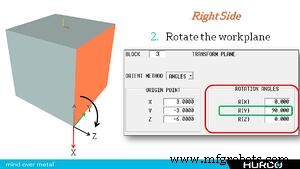
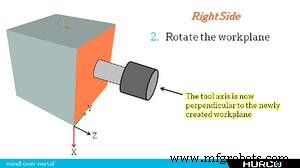
Далее нам нужно наклонить рабочую плоскость, чтобы создать ось инструмента, перпендикулярную желаемой грани детали. При программировании этого шага мы просто запрограммируем движение инструмента вокруг детали, и нас не волнует фактическая конфигурация станка. В этом примере мы будем вращаться на 90 градусов вокруг оси Y (перемещение по оси B)… даже если у станка может не быть оси B, система управления выяснит, как позиционировать доступные оси, чтобы получить инструмент. ориентация, которую мы запрограммировали.
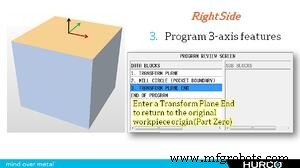
После того, как исходная точка успешно перемещена, а рабочая плоскость установлена в нужное положение, теперь мы можем программировать наши простые 2,5D- или 3D-элементы в соответствии с указаниями на отпечатке детали.

Наконец, нам нужно отменить текущую «Плоскость преобразования», чтобы вернуть все обратно в исходное расположение установки детали. Теперь мы будем повторять эти шаги до тех пор, пока все стороны детали не будут успешно запрограммированы.
Как я упоминал выше, процедура в основном одинакова, независимо от того, программируем ли мы в диалоговом или NC. Чтобы запрограммировать ту же ориентацию инструмента в диалоговом примере выше, мы просто использовали бы команду G68.2 для перемещения исходной точки и ориентации инструмента, а затем G69 для отмены плоскости преобразования ЧПУ. Код будет примерно таким:G68.2 X3.0 Y-3.0 Z-6.0 A0 B90.
Надеюсь, это поможет развеять некоторые пугающие тайны, связанные с ужасом 5-осевого программирования. Однажды побывав в OZ и увидев за кулисами, понимаешь, что это все просто забава и игры!

Станок с ЧПУ
- Он сломан, вызовите техобслуживание:процесс запроса работы, который представляет собой нечто большее, чем пр…
- Lux Research спрашивает:насколько ценен этот патент?
- Руководство по проектированию для обеспечения технологичности – Часть 2
- Введение в гармоники:Часть 1
- Устойчивое развитие в производстве. Часть 3
- Поворот необязателен
- Ограничения по размеру при обработке с ЧПУ
- Обработка мелких деталей
- 12 отраслевых тенденций, формирующих контрактное производство:часть 3
- 12 отраслевых тенденций, формирующих контрактное производство:часть 2