


Винт
<час />
Фон
Винты являются частью семейства резьбовых крепежных элементов, которое включает в себя болты и шпильки, а также специальные винты, такие как столярные шурупы по дереву и автомобильный винт с головкой под ключ. Резьба (или канавки) может проходить вправо или влево, конусно, прямо или параллельно. Есть два типа шурупов:машинные и шурупы для дерева. Оба изготовлены из металла, однако крепежный винт имеет постоянный диаметр и соединяется с гайками, в то время как винт для дерева имеет коническую форму и захватывает фактическую поверхность дерева.
История
Несмотря на то, что концепция винта восходит к 200 <маленький> <маленький> год до нашей эры. Известный сегодня металлический винт не был разработан до эпохи Возрождения. Ранние винты нужно было делать вручную, поэтому никогда не было двух одинаковых винтов. Длительный процесс ручной заточки резьбы в форму винта сделал практически невозможным массовое производство и использование. В 1586 году появление Жаком Бессоном, придворным инженером Карла IX во Франции первого винторезного станка, проложило путь для новых инноваций.
Вдохновленные более ранними конструкторами и производителями таких научных инструментов, как микроскопы, часовщики и оружейники первыми начали проектировать резьбонарезные станки. В 1760 году два английских брата Джоб и Уильям Вятт подали патент на первое автоматическое резьбонарезное устройство. Их машина могла нарезать 10 винтов в минуту и считалась одним из предшественников машин массового производства.
В начале девятнадцатого века англичанин Генри Модслей разработал метод изготовления винтов, который используется до сих пор. Его станок был первым токарно-винторезным станком с механическим приводом. В то же время в США Дэвид Уилкинсон построил токарно-винторезный станок и получил первый американский патент на винт. Вскоре последовали новые инновации. В 1845 году Стивен Финч разработал револьверный токарный станок, а вскоре после Гражданской войны Кристофер Уокер изобрел полностью автоматический токарный станок.
Первая винтовая фабрика, Abom and Jackson, была открыта в Род-Айленде в 1810 году. К 1895 году производители винтовых изделий в Америке создавали союзы и требовали минимальную заработную плату в размере 1,75 доллара за 10-часовой рабочий день для члена и 1,25 доллара для ученика. Инновации меньшего масштаба продолжались для повышения эффективности. Джон Э. Свит разработал метод нарезания резьбы под углом, чтобы обрезать всю нить с одной стороны.
Сегодня обработка винтов заменена накаткой резьбы. В 1836 году американец Уильям Кин разработал процесс накатывания резьбы, но в то время он не имел особого успеха. Металлическое железо, которое использовалось для изготовления винтов с накатанной резьбой, было слишком низкого качества и имело тенденцию к раскалыванию во время процесса высечки. Возможная потребность в массовом производстве винтов за небольшую часть стоимости механической обработки привела к переоценке и созданию резьбонакатного производства винтов.
Сырье
Винты обычно изготавливаются из стальной проволоки с низким и средним содержанием углерода, но можно использовать другие прочные и недорогие металлы, такие как нержавеющая сталь, латунь, никелевые сплавы или алюминиевый сплав. Качество используемого металла имеет первостепенное значение, чтобы избежать 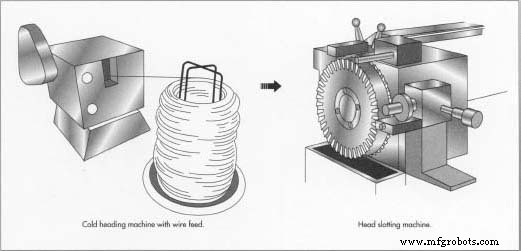 Машина для холодной высадки разрезает кусок проволоки и наносит два удара по ее концу, образуя голову. В долбежном станке с головкой заготовки винта зажимаются в пазах по периметру круга. Дисковый резак продирает винты во время вращения колеса. растрескивание. Если на винт нанесена отделка, она должна быть совместимого состава. Сталь может быть покрыта цинком, кадмием, никелем или хромом для дополнительной защиты.
Машина для холодной высадки разрезает кусок проволоки и наносит два удара по ее концу, образуя голову. В долбежном станке с головкой заготовки винта зажимаются в пазах по периметру круга. Дисковый резак продирает винты во время вращения колеса. растрескивание. Если на винт нанесена отделка, она должна быть совместимого состава. Сталь может быть покрыта цинком, кадмием, никелем или хромом для дополнительной защиты.
Дизайн
У винта с одной резьбой шаг и шаг идентичны, шаг в два раза больше шага у модели с двойной резьбой и в три раза больше у модели с тройной резьбой. Шаг винта - это расстояние между двумя витками резьбы (или канавками) от одной и той же точки на каждой резьбе. Это также более широко известно как количество ниток на дюйм или сантиметр. Шаг винта определяет, как далеко он забивается за каждый оборот.
Производственный
процесс
Обработка используется только для уникальных конструкций или с винтами, слишком маленькими, чтобы их можно было изготовить каким-либо другим способом. Процесс обработки точный, но слишком трудоемкий, расточительный и дорогой. Основная часть всех винтов производится массово с использованием метода накатки резьбы, и эта процедура описана более подробно.
Холодная высадка
- 1 Проволока подается из механической катушки через машину для предварительной правки. Выпрямленная проволока поступает прямо в машину, которая автоматически отрезает проволоку заданной длины и вырезает головку винтовой заготовки заранее запрограммированной формы. В проходческой машине используется либо открытая, либо закрытая матрица, для создания головки винта требуется либо один, либо два пуансона. Закрытая (или цельная) матрица позволяет получить более точную заготовку винта. В среднем машина для холодной высадки производит от 100 до 550 заготовок шурупов в минуту.
Накатка резьбы
- 2 После остывания головки винтовые заготовки автоматически подаются к резьбонарезным штампам из вибрирующего бункера. Бункер направляет винтовые заготовки по желобу к матрицам, следя за тем, чтобы они находились в правильном положении подачи.
- 3 Затем заготовка вырезается одним из трех способов. В поршневой матрице для нарезания винтовой резьбы используются две плоские матрицы. Одна матрица неподвижна, а другая совершает возвратно-поступательное движение, и заготовка винта прокатывается между ними. Когда используется бесцентровая цилиндрическая матрица, заготовку винта прокатывают между двумя-тремя круглыми матрицами, чтобы получить готовую резьбу. Последний метод накатывания резьбы - это процесс с планетарно-ротационной матрицей. Он удерживает заготовку винта неподвижно, в то время как несколько высекальных машин катятся по заготовке.
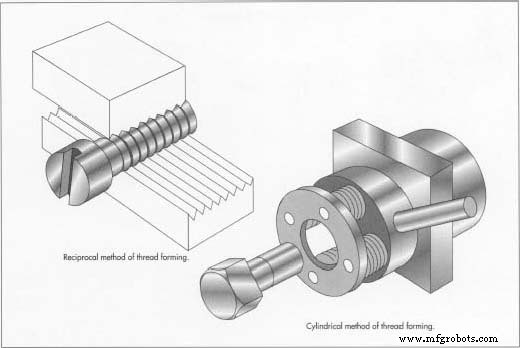 Нити можно разрезать на заготовку несколькими способами. При реципрокном способе заготовка винта прокатывается между двумя плашками. При цилиндрическом способе он вращается в центре нескольких роликов.
Нити можно разрезать на заготовку несколькими способами. При реципрокном способе заготовка винта прокатывается между двумя плашками. При цилиндрическом способе он вращается в центре нескольких роликов. - Все три метода позволяют получить винты более высокого качества, чем при машинной нарезке. Это связано с тем, что резьба не буквально врезается в заготовку во время процесса накатывания резьбы, а вдавливается в заготовку. Таким образом, металлический материал не теряется, и металл не рвется. Нити также располагаются более точно. Более производительным из методов накатки резьбы является планетарно-ротационная матрица, которая создает винты со скоростью от 60 до 2000 деталей в минуту.
Контроль качества
Национальная комиссия по винтовой резьбе в 1928 году установила стандарт взаимозаменяемости для винтовой резьбы. За этим последовала международная декларация согласия в 1948 году, в которой была принята единая система винтовой резьбы. Стандарты сосредоточены на трех основных элементах:количестве резьбы на дюйм, назначенном шаге и форме резьбы и назначенных размерах диаметра. В 1966 году Международная организация по стандартизации (ISO) предложила универсальное ограничение для резьбы метрическими и дюймовыми диапазонами ISO с крупным и мелким шагом. Предлагаемые стандарты ISO соблюдаются во всем мире.
Производственный процесс
- Что такое структурный винт?
- Что такое палубные винты?
- Шаг винта против свинца:в чем разница
- Как уберечь винты от зачистки
- Что такое винт с потайной головкой?
- Разрушение анатомии винта
- Обзор узла поддержки шарико-винтовой передачи
- Понимание микрометра винтового калибра
- Типы винтов и болтов
- Понимание винта и болта