


Шовный материал
<час />
Фон
Хирургический шов используется для закрытия краев раны или разреза и восстановления поврежденной ткани. Существует множество видов швов с разными свойствами, подходящих для различных целей. Швы можно разделить на две основные группы:рассасывающиеся и нерассасывающиеся. Рассасывающийся шовный материал разлагается в теле. Он деградирует по мере заживления раны или разреза. Нерассасывающийся шов сопротивляется попыткам тела растворить его. Нерассасывающиеся нити могут быть сняты хирургом после заживления поверхностного разреза.
Швы изготавливаются как из искусственных, так и из натуральных материалов. Натуральные шовные материалы включают шелк, лен и кетгут, который на самом деле представляет собой высушенный и обработанный кишечник коровы или овцы. Синтетические нити изготавливаются из различных тканей, таких как нейлон или полиэстер, и разработаны специально для хирургического использования. Рассасывающиеся синтетические нити изготавливаются из полигликолевой кислоты или других гликолидных полимеров. Большинство синтетических шовных материалов имеют собственные названия, такие как Dexon и Vicryl. Водостойкий материал Goretex используется для хирургических швов, а другие швы изготавливаются из тонкой металлической проволоки.
Швы также классифицируются по форме. Некоторые из них представляют собой моноволокна, то есть состоящие только из одной нитевидной структуры. Другие состоят из нескольких нитей, сплетенных или скрученных вместе. Хирурги выбирают, какой тип шва использовать в зависимости от операции. У мононити есть то, что называется низким сопротивлением ткани, то есть она плавно проходит через ткань. Плетеные или скрученные нити могут иметь более высокое сопротивление ткани, но их легче завязать, и они обладают большей прочностью. Плетеные швы обычно покрываются покрытием для улучшения сопротивления ткани. Другие нити могут иметь плетеную или скрученную сердцевину внутри гладкого рукава из экструдированного материала. Они известны как псевдомонить. Шовный материал также можно классифицировать по его диаметру. В Соединенных Штатах диаметр шовного материала представлен по шкале от 10 до 1, а затем снова по шкале от 1-0 до 12-0. Шов номер 9 имеет диаметр 0,0012 дюйма (0,03 мм), а самый маленький, номер 12-0, меньше по диаметру, чем человеческий волос.
Производство шовных материалов находится под регулирующим контролем Управления по санитарному надзору за качеством пищевых продуктов и медикаментов (FDA), поскольку шовные материалы классифицируются как медицинские изделия. Руководства по производству и испытания для промышленности предоставляются некоммерческим неправительственным агентством под названием United States Pharmacopeia, расположенным в Роквилле, штат Мэриленд.
История
Врачи используют швы не менее 4000 лет. Археологические записи из Древнего Египта показывают, что египтяне использовали лен и сухожилия животных для зашивания ран. В древней Индии врачи использовали головы жуков или муравьев, чтобы закрыть раны скобами. Живые существа были прикреплены к краям раны, которую они зажали клешнями. Затем врач отрезал насекомым тела, оставив челюсти на месте. Другими натуральными материалами, которые врачи использовали в древние времена, были лен, волосы, трава, хлопок, шелк, свиная щетина и кишки животных.
Хотя использование швов было широко распространено, зашитые раны или разрезы часто инфицировались. Хирурги девятнадцатого века предпочитали прижигать раны, что часто было ужасным процессом, чем рисковать смертью пациента из-за инфицированных швов. Великий английский врач Джозеф Листер открыл в 1860-х годах методы дезинфекции, которые сделали операции намного безопаснее. Листер пропитал кетгутовый шовный материал фенолом, что сделало его стерильным, по крайней мере, снаружи. Листер провел более 10 лет, экспериментируя с кетгутом, чтобы найти материал, который был бы эластичным, прочным, стерилизуемым и абсорбируемым в организме с адекватной скоростью. Немецкий хирург в начале двадцатого века добился прогресса в обработке кетгута, что привело к созданию поистине стерильного материала.
Кетгут был основным рассасывающимся шовным материалом на протяжении 1930-х годов, в то время как врачи использовали шелк и хлопок там, где требовался нерассасывающийся материал. Технология наложения швов улучшилась с созданием нейлона в 1938 году и примерно в то же время полиэстера. По мере того, как все больше искусственных тканей было разработано и запатентовано для наложения швов, технология игл также развивалась. Хирурги начали использовать атравматическую иглу, которую прижимали или обжимали на шовной нити. Это избавило от необходимости заправлять нить в иглу в операционной и позволило сохранить весь диаметр иглы примерно того же размера, что и сама нить. В 1960-х годах химики разработали новые синтетические материалы, которые могли поглощаться организмом. Это были полигликолевая кислота и полимолочная кислота. Раньше рассасывающиеся нити нужно было делать из натурального материала кетгут. Синтетический рассасывающийся шовный материал сейчас гораздо более распространен, чем кетгут в больницах США.
FDA начало требовать утверждения нового шовного материала в 1970-х годах. Поправка о медицинских устройствах была внесена в FDA в 1976 году, и с тех пор производители шовных материалов должны были добиваться допуска на рынок новых шовных материалов. Производители должны соблюдать определенные правила надлежащей производственной практики и гарантировать безопасность и эффективность своей продукции. Срок действия патентов на новые шовные материалы - 14 лет.
Сырье
Натуральные швы изготавливаются из кетгута или восстановленного коллагена, либо из хлопка, шелка или льна. Синтетические рассасывающиеся нити могут быть изготовлены из полигликолевой кислоты, сополимера гликолида и лактида; или полидиоксанон, сополимер гликолида и триметиленкарбоната. Эти различные полимеры продаются под определенными торговыми наименованиями. Синтетические нерассасывающиеся нити могут быть изготовлены из полипропилена, полиэстера, полиэтилентерефталата, полибутилентерефталата, полиамида, нейлонов других производителей или Goretex. Некоторые швы также изготавливаются из нержавеющей стали.
Швы часто покрыты оболочкой, особенно плетеные или скрученные. Их также можно покрасить, чтобы их было легче увидеть во время операции. Можно использовать только одобренные FDA красители и покрытия. Некоторые допустимые красители:экстракт древесины, оксид хром-кобальт-алюминия, пирогаллол цитрат аммония железа, D&C Blue № 9, D&C Blue № 6, D&C Green № 5 и D&C Green № 6. Используемые покрытия зависят от является ли шов рассасывающимся или нерассасывающимся. Абсорбируемые покрытия включают полоксамер 188 и стеарат кальция с сополимером гликолида и лактида. Нерассасывающиеся нити могут быть покрыты воском, силиконом, фторуглеродом или политетраметиленадипатом.
Шовные иглы изготавливаются из нержавеющей или углеродистой стали. Иглы могут быть никелированными или гальваническими. Упаковочный материал включает водостойкую фольгу, такую как алюминиевая фольга, а также картон и пластик.
Дизайн
Шовные материалы предназначены для удовлетворения множества различных потребностей. Например, швы для абдоминальной хирургии отличаются от швов, используемых при хирургии катаракты. Поскольку ни один тип шовного материала не является идеальным для каждой операции, хирурги и медицинские дизайнеры придумали швы разного качества. Один может быть более абсорбируемым, но менее гибким, в то время как другой чрезвычайно прочен, но, возможно, его сложно завязать узлом. Это дает хирургам много возможностей. Создатели новой нити должны учитывать множество факторов. Скорость разрушения шва важна не только по длине нити, но и в узле. Некоторые швы должны быть эластичными, чтобы они растягивались и не рвались. Остальные нужно держаться крепче. Производители шовных материалов используют специально разработанные машины для тестирования и изучения швов. Новые конструкции шовных материалов также проверяются путем проведения химических тестов, таких как замачивание в различных растворах и тестирование на животных.
Производственный
процесс
Изготовление хирургических нитей мало чем отличается от производства. 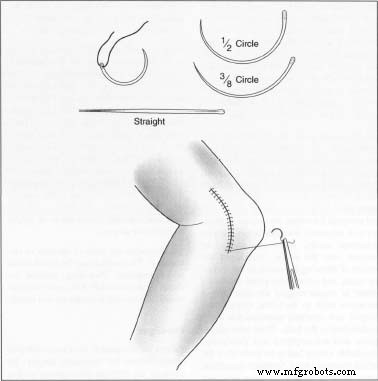 Пример наложения швов на человека. из других синтетических тканей. Сырье полимеризуется, и из полимера экструдируется волокно. Волокно растягивают и плетут на машинах, аналогичных тем, которые можно найти на фабрике, производящей полиэфирные нити для швейной промышленности. Производственный процесс обычно происходит на трех участках:одно предприятие производит шовный материал, другое производит иглы, а третье предприятие, называемое отделочным, прикрепляет иглы к шовным материалам, упаковкам и стерилизует.
Пример наложения швов на человека. из других синтетических тканей. Сырье полимеризуется, и из полимера экструдируется волокно. Волокно растягивают и плетут на машинах, аналогичных тем, которые можно найти на фабрике, производящей полиэфирные нити для швейной промышленности. Производственный процесс обычно происходит на трех участках:одно предприятие производит шовный материал, другое производит иглы, а третье предприятие, называемое отделочным, прикрепляет иглы к шовным материалам, упаковкам и стерилизует.
- Первым шагом в производстве шовного материала является производство необработанного полимера. Рабочие измеряют химические вещества, из которых состоит полимер, в химическом реакторе. В реакторе химические вещества объединяются (полимеризуются), пропускаются через фильеру и выгружаются в виде крошечных гранул.
- Затем рабочие загружают гранулы в экструзионную машину. У экструдера есть сопло, напоминающее насадку для душа, с множеством крошечных отверстий. Машина плавит полимер, и жидкость течет через крошечные отверстия, образуя множество отдельных нитей.
- После экструзии волокна растягиваются между двумя валками. Нити растягиваются в пять раз больше своей первоначальной длины.
- Некоторые нити производятся как мононити. Остальные плетены или скручены. Чтобы заплести шовную нить, экструдированная мононить наматывается на бобины, и бобины загружаются в автоматическую плетеную машину. Такая машина обычно имеет старую конструкцию, которую также можно использовать при производстве текстиля для ткани. Количество скрученных вместе нитей зависит от ширины шовной нити, сделанной для конкретной партии. Очень тонкий шов может заплести 20 нитей, средней ширины - сотни, а очень толстый шов может заплести тысячи нитей. Плетальная машина производит одну непрерывную прядь плетеного материала. Он работает очень медленно, и обычно машина настраивается на работу до четырех недель за раз. Процесс почти полностью автоматический. Рабочие на заводе проверяют оборудование на наличие поломок и перезагружают пустые бобины, но, как правило, для этого требуется мало людских ресурсов.
- После плетения нить проходит несколько этапов вторичной обработки. Нити без плетения также проходят эти этапы после экструзии и первоначального растяжения. Рабочие загружают материал на другую машину, которая выполняет еще одну операцию растяжения и прессования. В отличие от первого растяжения, этот этап может занять всего несколько минут и увеличивает длину материала всего примерно на 20%. Нить проходит по горячей пластине, и все неровности, неровности и неровности устраняются.
- Затем рабочие пропускают нить через печь для отжига. В печи для отжига шовная нить подвергается воздействию высоких температур и натяжения, что фактически превращает кристаллическую структуру полимерного волокна в длинную цепочку. Этот шаг может занять от нескольких минут до нескольких часов, в зависимости от типа наложенного шва.
- После отжига на шов может быть нанесено покрытие. Материал покрытия варьируется в зависимости от того, из чего сделан шов. Шовный материал проходит через ванну с материалом покрытия, который может быть в растворе или может находиться в густом пастообразном состоянии, называемом суспензией.
- На этом этапе все основные этапы производства на перерабатывающем предприятии завершены. Теперь сотрудники службы контроля качества проверяют партию шовной нити на различное качество. Эти рабочие следят за тем, чтобы шовный материал соответствовал надлежащему диаметру, длине и прочности, выявляют физические дефекты и проверяют растворимость рассасывающегося шовного материала в тестах на животных и в пробирках. Если партия проходит все испытания, она отправляется на чистовой завод.
- Хирургические иглы производятся на другом заводе и также отправляются на отделочное производство. Иглы сделаны из тонкой стальной проволоки и просверлены в продольном направлении. Рабочие отделочного цеха разрезают нить на стандартные отрезки. Нить механически вводится в углубление иглы, и игла обжимается на волокне. Этот процесс называется обжимкой.
- Затем нить и прикрепленная игла вставляются в пакет из фольги и стерилизуются. Стерилизация различается в зависимости от шовного материала. Некоторые швы стерилизованы гамма-излучением. В этом случае швы накладываются полностью. Вся упаковка, как правило, запечатанная упаковка из фольги внутри картонной коробки, размещается на конвейерной ленте. Герметичный пакет проходит под линзами в форме карандаша, излучающими гамма-излучение. Это убивает все микробы. Теперь шовный материал готов к отправке. Некоторые шовные материалы не выдерживают гамма-излучения, и их стерилизуют другим способом. Шовный материал и иглы упакованы в пакет из фольги, но пакет остается открытым. Пакеты перемещаются в газовую камеру, которая затем заполняется газообразным оксидом этилена. Затем пакеты из фольги запечатываются, помещаются в коробки или другую упаковку и готовятся к отправке.
Контроль качества
Шовные материалы, как и изделия медицинского назначения, подлежат строгому контролю качества. Все сырье, поступающее на завод-изготовитель, проверяется на соответствие требованиям. Каждая партия шовных материалов проверяется после основных этапов производства на различные физические характеристики, такие как диаметр и прочность. В индустрии наложения швов разработан ряд сложных инструментов для тестирования особых характеристик шовного материала, таких как надежность узлов и сопротивление ткани. На отделочном предприятии также проводятся испытания диаметра, длины и прочности нити. Отделочное предприятие также должно проверить, насколько хорошо игла прикреплена к шовному материалу. Рекомендации по контролю качества шовных материалов разработаны независимой организацией United States Pharmacopeia.
Будущее
Все время разрабатываются новые швы, чтобы лучше отвечать конкретным хирургическим потребностям. Не заменяя швы, ученые также разработали альтернативные методы закрытия ран. Первый хирургический степлер был изобретен в 1908 году, но технология сшивания значительно получила развитие в 1990-х годах. Точные аппараты позволяют размещать рассасывающиеся скобы толщиной в четыре человеческих волоса под верхним слоем кожи, чтобы обеспечить разрез с минимальным рубцеванием. Связанное с этим устройство, впервые испытанное на пациентах в США в 2000 году, представляет собой хирургическую молнию. Хирург может наложить молнию на прямой разрез и застегнуть молнию на ране, устраняя необходимость наложения швов. После заживления раны пациент может стирать молнию в душе. Другой метод хирургического закрытия, который все еще развивается, - это хирургический клей. Хирургический клей менее болезнен, чем наложение швов, если рану необходимо закрыть без анестезии. В некоторых случаях клей может оставлять меньше рубцов, и за ним легче ухаживать после операции.
Где узнать больше
Книги
Мукерджи, Д. П. «Швы». В Полимеры:биоматериалы и медицинское применение. Нью-Йорк:John Wiley &Sons, 1989.
Планк, Х., М. Даунер и М. Ренарди, ред. Медицинский текстиль для имплантации. Берлин:Springer-Verlag, 1990.
Периодические издания
«Dermabond 'Super Glue' получил неоднозначные отзывы». Dermatology Times (Октябрь 1999 г.):1.
Мраз, Стивен Дж. «От челюстей муравьев до рассасывающихся скоб». Дизайн машин (12 января 1995 г.):70 и далее.
"Zip-it-y Doo Dah". Уход (Май 2000 г.):62.
Анджела Вудворд
Производственный процесс
- Что такое VMC Machining?
- Руководство по лазерной маркировке алюминия
- Сварка MIG против сварки TIG
- Руководство по лазерной маркировке
- Рекомендации по высокопроизводительной швейцарской обработке
- Руководство по созданию прототипов с ЧПУ
- Понимание процесса изготовления вала
- Что такое маркировка волоконным лазером?
- Электрополировка против пассивации
- Что такое пассивация нержавеющей стали?