


Что такое программирование G-кода?

Программирование является фундаментальным навыком для всех типов обработки с ЧПУ, даже несмотря на то, что автоматизация и новые технологии, похоже, заменяют задачи программирования. Каждому машинисту по-прежнему необходимо понимать, как работают его программы и инструменты. Независимо от того, являетесь ли вы новичком в программировании ЧПУ и его наиболее распространенном языке, G-коде, или вы писали код с нуля в течение многих лет, коды ЧПУ все еще могут ощущаться как иностранный язык. И что еще хуже, каждая машина говорит на своем диалекте, который вы должны понимать. Вы понимаете, что они говорят? Ниже приведены основы программирования G-кода , которые вам необходимо знать, чтобы эффективно понимать и писать программы для создания высококачественных продуктов.
Что такое G-код?
G-код — это язык программирования для ЧПУ, который указывает машинам, куда и как двигаться. Большинство машин говорят на другом «диалекте» G-кода, поэтому коды различаются в зависимости от типа, марки и модели. К каждой машине прилагается инструкция по эксплуатации, в которой указан код конкретной машины для определенной функции.
G-код означает «геометрический код» и следует некоторым вариантам буквенно-цифрового шаблона:
N## G## X## Y## Z## F## S## T## M##
N:номер строки
Г:Движение
X:Горизонтальное положение
Y:вертикальное положение
Z:Глубина
F:скорость подачи
S:Скорость шпинделя
Т:Выбор инструмента
М:Прочие функции
I и J:Инкрементальный центр дуги
R:радиус дуги
Буквенно-цифровые коды используются для программирования G-кода, поскольку это простой способ:
- Определить движение и функцию (G##)
- Объявить позицию (X## Y## Z##)
- Установите значение (F## и/или S##)
- Выберите элемент (T##)
- Включение и выключение чего-либо (M##), например охлаждающей жидкости, шпинделей, индексации, блокировки осей и т. д.
Например,
G01 X1 Y1 F20 T01 M03 S500
обычно указывает на перемещение линейной подачи (G01) в заданное положение XY со скоростью подачи 20. Он использует инструмент 1, а скорость шпинделя равна 500. Различные функции будут различаться от станка к станку, поэтому, чтобы знать, что m-код означает, что необходимо обратиться к руководству по эксплуатации машины.
Движение машины
Все, что может сделать машина, основано на трех основных типах движения:
- Быстрое перемещение:максимально быстрое линейное перемещение в положение XYZ.
- Перемещение подачи:линейное перемещение в положение XYZ с заданной скоростью подачи.
- Круговое движение:круговое движение с заданной скоростью подачи.
Каждый G-код сообщает машине, какой вариант этих основных движений выполнять и как это делать.
X и Y — декартовы координаты горизонтального и вертикального положения, а Z — глубина станка. Эти буквенно-цифровые обозначения будут следовать за командой движения/функции (G), чтобы указать положение машины.
Затем F определяет скорость подачи (для движений подачи или круговых перемещений), а S определяет скорость шпинделя. T используется для выбора инструмента. Другие буквенные обозначения, используемые в программировании, могут включать I, J и R, которые имеют отношение к центрам дуг и радиусам.
Разные коды
Строка программы может также включать в себя m-коды, которые обычно представляют собой коды, сообщающие машине, как выполнять действие. Хотя не гарантируется, что они будут одинаковыми на разных машинах, некоторые распространенные стандартные m-коды:
- M00:остановка программы
- M01:Необязательный останов программы
- M02:Конец программы
- M03:шпиндель по часовой стрелке
- M04:шпиндель вращается против часовой стрелки
- M05:Остановка шпинделя
- M06:Смена инструмента
- M08:подача охлаждающей жидкости включена.
- M09:Подача охлаждающей жидкости отключена.
- M30:Конец программы/возврат к началу
- M41:Низкая передача шпинделя.
- M42:Диапазон высокой передачи шпинделя
Модальность
Подобно тому, как свет остается включенным до тех пор, пока его не выключат, функции G-кода (на контроллерах, поддерживающих модальность) будут оставаться активными до тех пор, пока они не будут деактивированы другим кодом. Другими словами, в любой момент времени может быть активна только одна функция. Чтобы деактивировать функцию, просто выберите новую функцию.
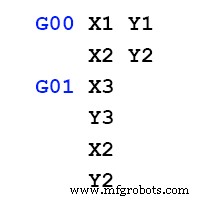
Например, скажем, код начинается с линейного быстрого перемещения в точке X1 Y1 (G00 X1 Y1). Если следующей функцией является другое быстрое линейное перемещение, нет необходимости снова писать G00. Все, что нужно в следующей строке кода, — это новая позиция (скажем, X2 Y2), потому что модальное условие остается прежним. Затем, чтобы изменить функцию на линейную подачу (G01), программирование G01 в следующей строке деактивирует ускоренное линейное перемещение и активирует линейную подачу.
Установленное условие остается активным до тех пор, пока оно не будет отключено или его не заменит другое условие.
Постоянные циклы
Постоянные циклы — это своего рода модальное состояние, которое включает все движения для выполнения общей задачи в один код.
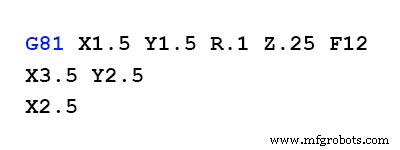
Например, часто G81 является кодом базовой функции сверления. В случае базового сверления инструмент должен быть 1) перемещен в начальную точку расположения отверстия, 2) ускоренно к плоскости зазора, 3) подан на глубину и 4) ускоренно удален. Это были бы четыре строки кода в программе, которые нужно было бы повторять для каждой новой позиции сверла! В постоянном цикле G81 после активации необходимо указать только расположение отверстий. Стандартные циклы, такие как G81, значительно сокращают объем кода за счет включения нескольких движений в один код.
В G-коде существуют некоторые другие стандартные циклы для сверления с насечками, зенковки и нарезания резьбы.
Группы модальных кодов
Группы модальных кодов допускают наличие нескольких кодов в одной строке, но в каждой строке может быть только один код из каждой группы. Это связано с тем, что коды внутри группы перекрывают друг друга.
Модальные группы для G-кодов:
- Группа 1 (движение):G00, G01, G02, G03, G80, G81, G82, G84, G85, G86, G87, G88, G89
- Группа 2 (выбор плоскости — XY, YZ, ZX):G17, G18, G19
- Группа 3 (абсолютный/инкрементный режим):G90, G91
- Группа 5 (режим скорости подачи):G93, G94
- Группа 6 (единицы измерения — дюймы/миллиметры):G20, G21
- Группа 7 (компенсация радиуса фрезы — CRC):G40, G41, G42
- Группа 8 (коррекция длины инструмента — TLO):G43, G49
- Группа 10 (режим возврата в постоянных циклах):G98, G99
- Группа 12 (выбор рабочей системы координат — WCSS):G54, G55, G56, G57, G58, G59)
Постпроцессоры
Постпроцессор — это транслятор, который переводит рассчитанное изображение траектории на экране вашего компьютера на язык управления станком. Вы можете создать постпроцессор, выполнив поиск примера программы, которая точно соответствует вашей машине, а затем изменив программу, чтобы она точно соответствовала вашей машине.
Советы по программированию G-кода
- Некоторые машины и контроллеры игнорируют пробелы. G01 X1 Y1 Z1 может означать то же самое, что и G01 X1Y1Z1.
- Ось Z положительна в направлении вверх. Z1 поднимет инструмент, а Z-1 опустит его.
- Диалект G-кода вашего компьютера указывает, необходим ли начальный ноль (как в G01, а не в G1).
- Диалект также определяет, всегда ли необходимы десятичные точки (например, G01 X1. Y1. Z0.5)
- Перед запуском большой программы рекомендуется запустить примеры программ, которые входят в руководство по эксплуатации вашего компьютера. Часто примеры программ не работают, и вам нужно будет отметить проблемы и установить собственные контрольные показатели.
Начало работы с G-кодом
Готовы начать использовать G-код для программирования своих машин? Начните с просмотра таблицы уникальных кодов вашей машины. Помните, что каждая машина немного отличается. Код Haas для функции может не совпадать с кодом Anilam для этой функции. Вы должны знать, какие коды использует ваша конкретная машина для задач, которые вы хотите, чтобы она выполняла.
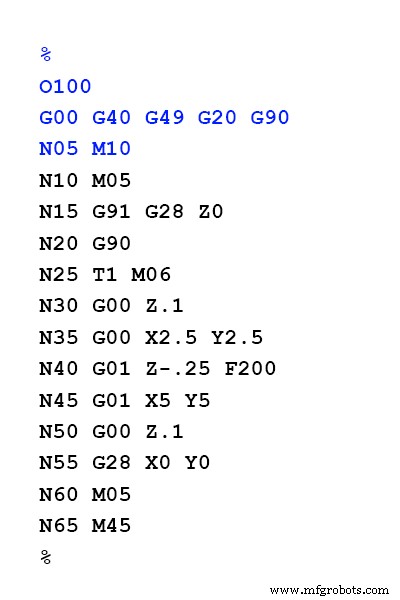
Программа часто начинается с кода инициализации (%), за которым следует номер программы. Затем будет строка кодов безопасности. Далее будет очередь на смену инструмента. Это помещает соответствующий инструмент в станок и устанавливает используемую скорость. Тогда основная часть программы будет состоять из перемещений и позиционирования станка.
Если вы используете нумерацию строк, рекомендуется называть каждую строку с шагом не менее пяти. Таким образом, если вам потребуется добавить строки кода позже, строки будут по-прежнему помечены по порядку.
Когда вы закончите программировать свой G-код, вы обычно заканчиваете программу серией функций, которые останавливают и перезагружают машину, чтобы она была готова к следующему разу.
При правильном использовании G-коды являются бесценным инструментом для станков с ЧПУ, позволяя вам в полной мере использовать возможности вашего станка. Интегрированные решения CAD/CAM, такие как Fusion 360, продолжают оптимизировать процесс кодирования ЧПУ, поэтому вам не нужно программировать детали вручную с помощью G-кодов. Программирование с помощью G-кода никогда не было таким быстрым, как производство высококачественных деталей.

Промышленные технологии
- Что такое ЧПУ?
- Что такое токарная обработка?
- Машинные языки программирования:команды G-кода и M-коды
- Моя охлаждающая жидкость плохая, что теперь?
- Что такое автомат по продаже молока?
- Что такое горизонтально-сверлильный станок?
- Что такое автоматический пресс?
- Что такое автомат по продаже лапши?
- Что такое прецизионный фрезерный станок?
- Что такое машина для литья под давлением?