


Декарбонизация промышленного производства:доказанная экономия углерода на 56% за счет аддитивного производства композитов
На протяжении десятилетий производственная мантра была простой:больше, тяжелее и более субтрактивная продукция означает лучшую производительность. Сегодня эта мантра противоречит насущной необходимости сокращения выбросов парниковых газов. Традиционная обработка с ЧПУ и тяжелая инфраструктура, которая ее поддерживает, создают огромный углеродный след, который больше не соответствует глобальным целям декарбонизации.
Что, если решение заключается не в настройке существующих заводских линий, а в переосмыслении того, как и где производятся детали? Недавняя независимая оценка жизненного цикла (LCA), проведенная Bureau Veritas Швеция, проверила это предположение, сравнив традиционную обработку алюминия с ЧПУ с платформой композитной 3D-печати Markforged.
Результаты поразительны:распределенный рабочий процесс цифрового производства может сократить выбросы углекислого газа на 56,4 %. . Ниже мы раскроем данные, которые делают этот прорыв возможным.
Краткое содержание
LCA, соответствующий стандартам ISO 14040/44, ISO 14025 и EN 15804, независимо проверенный Bureau Veritas Швеция, демонстрирует, что переход от обработки алюминия с ЧПУ к 3D-печати композитными материалами Markforged снижает выбросы углекислого газа до 56,4% . Исследование подтверждает, что стратегия распределенного производства обеспечивает глубокую декарбонизацию при сохранении производительности промышленного уровня.
Разница в инфраструктуре:12 тонн против 122 кг
Интенсивность углерода начинается с содержания углерода в оборудовании, используемом для создания детали. При оценке учитывается полная спецификация материалов для обеих технологий.
Сравнение на уровне компьютера
| Инженерный показатель | Обрабатывающий центр с ЧПУ (S1) | Markforged FX10 (S2/S3) |
|---|---|---|
| Общая масса машины | ~12 000 кг | 122 кг |
| Основной конструкционный материал | 6000 кг чугуна | 80 кг стали |
| Электроника и печатные платы | 120 кг | 8,5 кг |
| Справочный срок службы | 10 лет | 5 лет |
Функциональный блок соответствует промышленному требованию сроком на 5 лет. Чтобы определить 10-летний срок службы одного станка с ЧПУ, в анализ включены два принтера FX10.
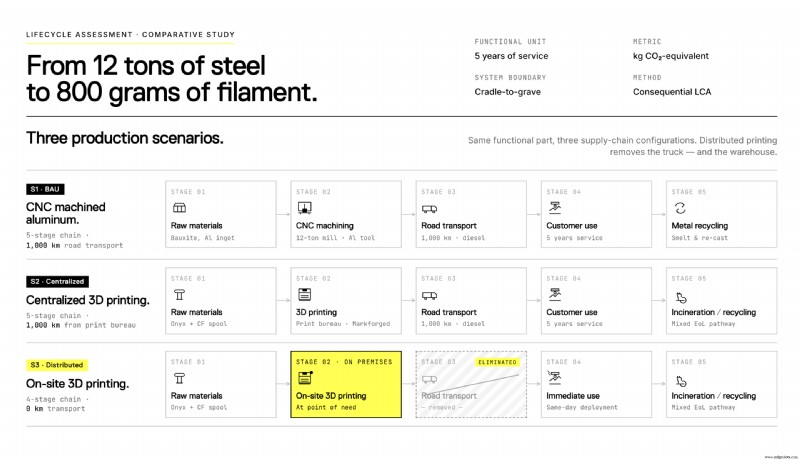
Стратегические сценарии:оптимизация цепочки поставок
Три сценария иллюстрируют, как выбор логистики и производства влияет на общий экологический след:
- Сценарий 1 – обычный ход работы (BAU): Обработка алюминиевых инструментов на станках с ЧПУ с последующими региональными автомобильными перевозками.
- Сценарий 2 – Централизованное добавление: Детали печатаются на одном принтере FX10 в центральном центре и отправляются заказчику.
- Сценарий 3 – Распределенное производство: Печать на месте заказчика — без транспортировки.
Последовательные результаты ОЖЦ:углеродная структура
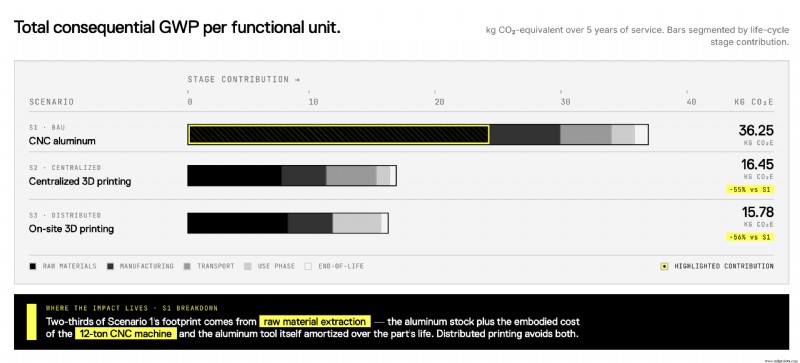
Все цифры представляют собой потенциал глобального потепления (ПГП), выраженный в кг CO₂e на функциональную единицу на протяжении всего жизненного цикла от колыбели до могилы.
- Сценарий 1 (алюминий с ЧПУ):36,2 кг CO₂e
- Сценарий 2 (централизованная 3D-печать):16,5 кг CO₂e.
- Сценарий 3 (распределенная 3D-печать):15,8 кг CO₂e.
Преимущество в 56,4 % обусловлено легким принтером FX10, высокой эффективностью использования оникса, армированного непрерывным углеродным волокном, и отсутствием логистической логистики.
Технические факторы устойчивого развития
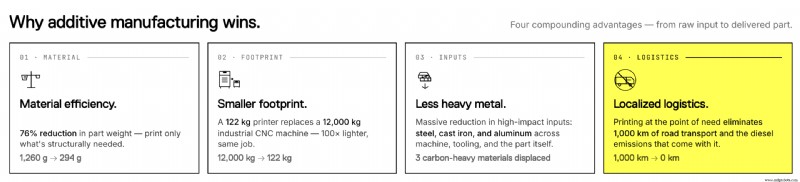
Платформа Markforged превосходит традиционную обработку благодаря трем основным принципам:
- Радикальная материальная эффективность: ЧПУ удаляет 1260 г алюминия на один инструмент, тогда как присадка использует только 294 г композита, что значительно снижает количество углерода, необходимого для извлечения металла.
- Реализованное сокращение выбросов углекислого газа: Для 12-тонного станка с ЧПУ требуется огромное количество чугуна, стали и меди. Легкая конструкция FX10 снижает потребность в сырье и снижает выбросы углекислого газа при первоначальной стоимости.
- Стратегия нулевой логистики: Печать на месте означает, что вы отправляете файл, а не деталь. Это позволит устранить задолженность по выбросам CO₂, связанную с региональной доставкой и складированием.
Эти результаты показывают, что устойчивость производства выходит за рамки оптимизации энергопотребления в заводских цехах — она требует фундаментального переосмысления инфраструктуры. Благодаря строгому соблюдению стандартов ISO и EN, этот LCA обеспечивает проверку третьей стороной, необходимую для надежной отчетности ESG.
Методология и соответствие
- База данных:Ecoinvent3.11, смоделированная в SimaPro10.2.0.1
- Характеристика:Экологический след JRC (EF)3.1
- Границы системы:от колыбели до могилы, охватывающие модули A1–A3, A4, C1–C4 и D.
- Энергосистема:европейская электросеть, включая всю инфраструктуру добычи и добычи.
Независимый LCA в исполнении Мухаммада Арфана, Bureau Veritas Швеция. Стандарты:ISO14040/44, ISO14025, EN15804.
Отказ от ответственности: Весь контент © Markforged, Inc. не может быть скопирован, изменен или принят без письменного разрешения. Использование данного материала не дает прав на какие-либо знаки обслуживания или товарные знаки. Содержащуюся здесь информацию не следует рассматривать как профессиональную консультацию. Markforged оставляет за собой право обновлять или пересматривать контент по своему усмотрению.
3D печать
- Нейлоновая нить для 3D-печати:материалы, свойства и практическое применение
- Интервью с экспертом:вице-президент SmarTech Analysis по исследованиям Скотт Данхэм о ключевых тенденциях, формирующ…
- Познавательное интервью с генеральным директором Lithoz доктором Йоханнесом Хомой о будущем 3D-печати керамики
- Отметить одно обновление прошивки как действующее:более надежная волоконная печать
- Насколько быстр 3D-принтер?
- Как бороться с повышением стоимости сырья
- Изготовление корзин для чистых станций
- Divide By Zero представляет 3D-печатные карты своими руками с помощью Google Maps
- Робот-рука с открытым исходным кодом, напечатанная на 3D-принтере от Haddington Dynamics
- Создание потрясающей моды за счет быстрого производства