


Как создавать файлы STL высокого качества для 3D-печати
Вы когда-нибудь печатали на 3D-принтере деталь с плоскими пятнами или гранеными поверхностями там, где должны были быть плавные кривые? Или, может быть, вы только что видели изображение 3D-печати, которое выглядело так, как будто оно принадлежало какой-то CGI с низким разрешением из 90-х? Вы не одиноки, и это не вина вашего 3D-принтера - скорее всего, виновато отсутствие разрешения в файле STL, который использовался для создания детали!
Мы получаем много вопросов от новых пользователей об этих типах характеристик граненой поверхности на их печатных деталях, поэтому, чтобы помочь каждому получить наилучшие отпечатки на своем 3D-принтере, мы составили это руководство по созданию высококачественные STL, которые сделают отличные детали для 3D-печати.
В этом руководстве мы рассмотрим следующие аспекты файлов STL и 3D-печати:
- 1. Что такое файл STL?
- 2. Почему файлы STL имеют значение
- 3. Определение неоптимального STL
- 4. Определение параметров STL
- 5. Хордовый допуск / хордовое отклонение
- 6. Угловой допуск / угловое отклонение / нормальное отклонение
- 7. Качество сетки и размер файла:наши рекомендации
- 8. Настройки экспорта в STL от основных программ САПР
США. Пример использования армии
Прочтите нашу новейшую историю успеха клиентов о крупной тренировочной базе для армии США.
TL; DR: Экспорт геометрии САПР с правильным разрешением STL приведет к 3D-печати деталей с высочайшей точностью размеров и качеством поверхности без замедления процесса нарезки.
Мы рекомендуем начать с экспорта файлов STL со следующими параметрами:
- - В двоичном формате Формат STL (размер файла меньше, чем ASCII)
- - Допуск / отклонение хорды 0,1 мм [0,004 дюйма]
- - Угловой допуск / отклонение из 1 градуса
- - [Необязательно] Минимальная длина стороны треугольника установить 0,1 мм [0,004 дюйма]
Если размер результирующего файла превышает 20 МБ, мы настоятельно рекомендуем уменьшить размер файла, увеличив значения хордального и углового допуска до тех пор, пока размер файла STL не будет уменьшен до менее 20 МБ, поскольку большой размер файла может значительно замедлить вычисления, связанные с подготовкой STL для 3D-печати. Если при этих настройках ваша модель по-прежнему содержит слишком много плоских пятен, попробуйте уменьшить значения хордального и углового допуска с настоятельной рекомендацией по-прежнему сохранять размер файла ниже 20 МБ.
Что такое файл STL?
Как исходный тип файла, созданный для стереолитографической 3D-печати в конце 1980-х годов (STL происходит от STereoLithography), формат файла STL фактически является отраслевым стандартом 3D-печати для импорта файлов 3D-моделей в программу нарезки, такую как программное обеспечение Eiger от Markforged, в процессе подготовки к фактическому использованию. 3D печать модели. Если вы когда-либо использовали 3D-принтер или создавали что-то для 3D-печати, вы почти наверняка сталкивались с файлом STL раньше, но знаете ли вы, что не все STL равны? Фактически, вполне возможно спроектировать 3D-модель, отвечающую вашим функциональным требованиям, а затем сгенерировать из этой модели файл STL, который будет производить детали, не соответствующие спецификации.
Файлы STL просто описывают набор треугольников, которые (обычно) составляют сетку, которая аппроксимирует непрерывные поверхности 3D-модели. Чтобы быть более точным, файл STL содержит список трехмерных координат, сгруппированных в наборы по три вместе с вектором нормали - каждый из этих наборов трех координат составляет вершины (угловые точки) треугольника, а вектор нормален. , или перпендикулярно плоскости, которая описывается тремя точками треугольника.

В ASCII (текстовом) файле STL каждый треугольник представлен в следующем формате, где вектор нормали n представлен ( n i
n j п k ) и каждая вершина v имеет трехмерные координаты ( v x v y v z ):
facet normal ni nj nk
внешний цикл
вершина v1x v1y v1z
вершина v2x v2y v2z
вершина v3x v3y v3z
конец петли
endfacet
Вместе все треугольники (обычно их миллионы) образуют сетку, которая может описывать трехмерную геометрию, и затем может быть импортирована в программное обеспечение для нарезки, такое как программная платформа Markforged Eiger, для подготовки к 3D-печати.
Важно отметить, что файлы STL, предназначенные для 3D-печати, должны содержать правильно сформированную сетку или сетки, которые полностью охватывают геометрию, которую вы хотите создать, с каждым ребром треугольника, соединенным ровно с двумя гранями (это иногда называют коллектором STL, или без пробелов).
Однако , файл STL - это просто список координат и векторов, и в спецификации файла STL нет требований для такого состояния коллектора. Файлы STL, особенно созданные непосредственно с 3D-сканеров, часто могут содержать неоднородную геометрию или неполные поверхности, которые может быть трудно или невозможно правильно напечатать на 3D-принтере, и могут вызывать ошибки во время нарезки.
В общем, лучше всего экспортировать ваши STL из основного программного обеспечения САПР с хорошо известными возможностями экспорта в STL - в эту категорию попадают практически все современные коммерческие инженерные САПР и более известные пакеты с открытым исходным кодом или любительские пакеты. Быстрый онлайн-поиск вашего программного обеспечения САПР и «Параметры экспорта в STL» обычно укажут вам правильное направление.
3D-печать STL:почему это важно
Этот последний раздел был немного больше геометрии, чем вы, вероятно, заботитесь - однако, что важно для этого обсуждения, так это сетка, созданная всеми этими треугольниками. Поскольку треугольник представляет собой плоскую двухмерную фигуру, набор треугольников в файле STL можно только точная копия 3D-модель, которая состоит только из плоских поверхностей, таких как куб, многоугольник или любой другой геометрии без изогнутых поверхностей, при условии, что треугольники в сетке могут быть меньше самого маленького элемента в модели. Мы обсудим это предположение позже, когда будем говорить о настройках экспорта STL в САПР.
Однако многие инженерные детали имеют по крайней мере некоторые изогнутые поверхности, будь то отверстия, скругления, радиусы, повороты или более сложные кривые и органические геометрические формы. Эти изогнутые (неплоские) элементы и поверхности будут воспроизведены сеткой из треугольников, поэтому их можно аппроксимировать только файл STL с разными уровнями точности в зависимости от настроек экспорта STL.

Нужно ли мне обновлять мои файлы STL?
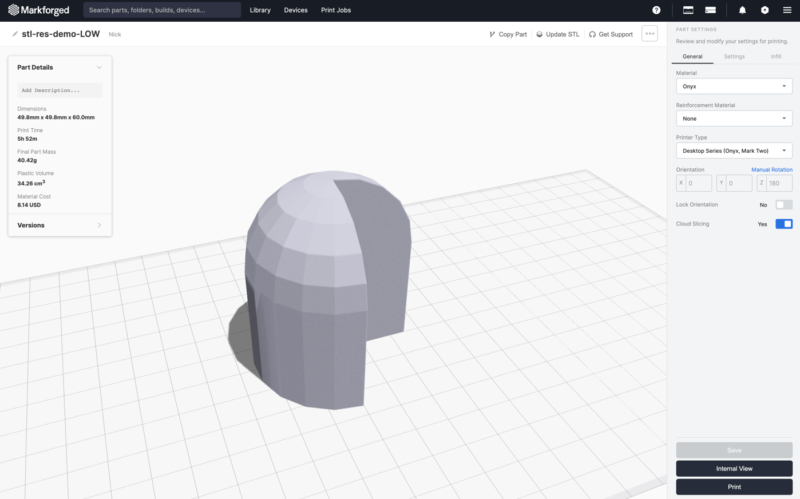
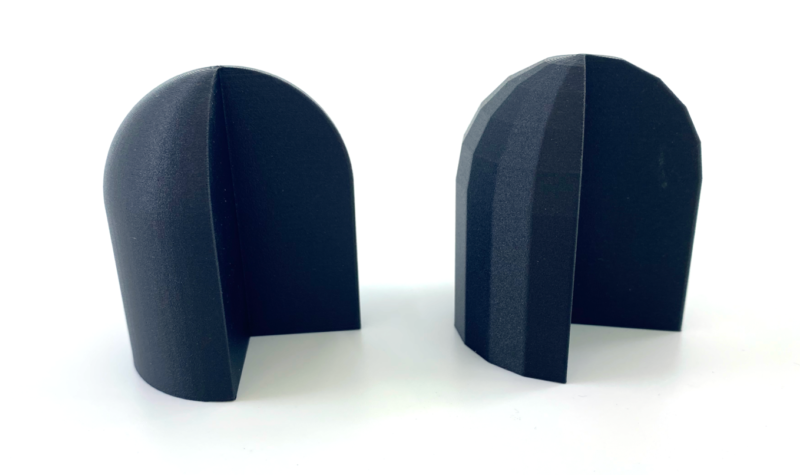
Если вас устраивает качество ваших 3D-отпечатков и скорость, с которой соответствующие файлы STL обрабатываются в Eiger, поздравляем - нет необходимости менять что-то, что хорошо работает! Однако, если у вас возникли проблемы, есть две основные проблемы, с которыми может помочь эта статья, и они возникают из-за файлов STL, которые были созданы со слишком низкими или слишком высокими настройками разрешения экспорта. Определяющими характеристиками STL низкого разрешения являются 3D-отпечатки с плоскими пятнами в областях, которые должны иметь плавно изогнутые грани. С помощью файлов STL чрезмерно высокого разрешения вы сможете создавать великолепно выглядящие 3D-печатные детали, но большие размеры файлов приведут к увеличению времени разреза в программном обеспечении Eiger от Markforged и могут вызвать задержку пользовательского интерфейса при настройке вида детали в самых экстремальных условиях. кейсы.
Одной из основных причин такого широкого распространения формата STL является его простота, которая, в свою очередь, упростила для широкого спектра программного обеспечения для проектирования и проектирования поддержку, редактирование и создание файлов STL из других форматов 3D-моделей, которые затем могут быть напечатанным почти на каждом 3D-принтере. К сожалению, одним из основных недостатков STL также является их простота - они не содержат никакой информации о системе единиц (миллиметры, дюймы, футы и т. Д.), В которых они были разработаны, и невозможно определить разрешение изображения. STL-файл сам по себе и насколько точно он представляет исходную модель, из которой он был создан.
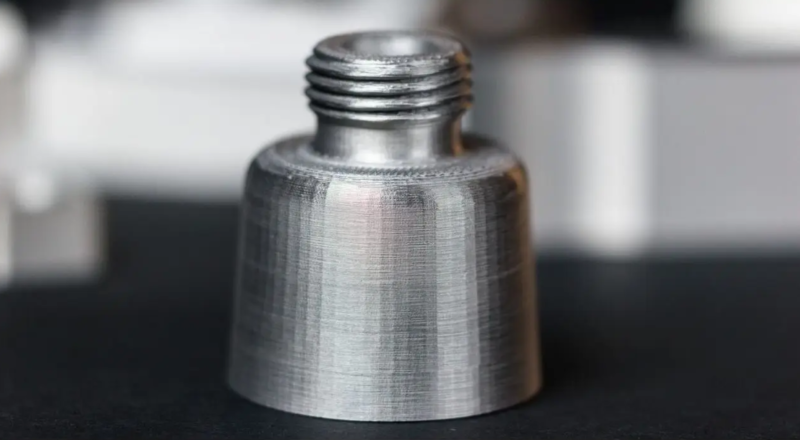
Наиболее частая проблема, с которой сталкиваются наши пользователи, - это слишком грубые файлы STL, созданные без достаточного разрешения. Наиболее заметным показателем этого являются плоские пятна и фасеточные области деталей, которые были спроектированы с плавными кривыми, как на следующем изображении сопла.

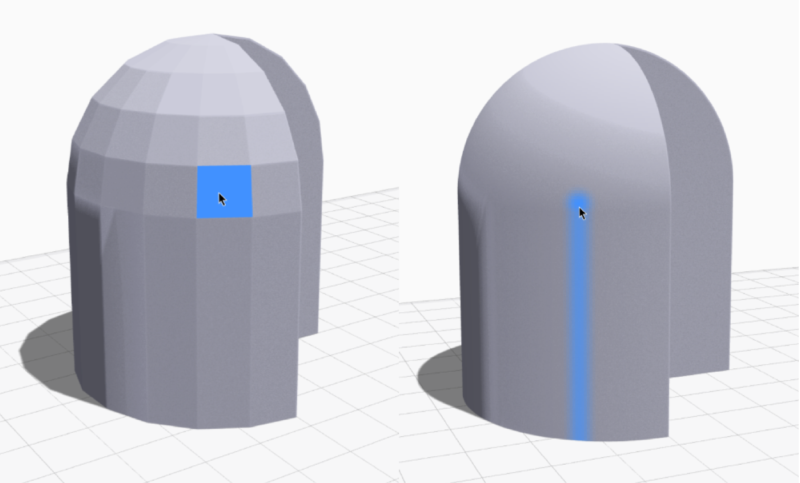
Вы также можете легко определить это состояние с низким разрешением, используя встроенные инструменты программной платформы Markforged Eiger. Когда вы наводите указатель мыши на модель детали в программном обеспечении, Эйгер выделяет грань под курсором синим цветом, а также все грани, параллельные ей (и в пределах небольшого углового допуска параллельности). Если при выделении граней с помощью мыши вы видите четкие грани и плоские пятна на модели, вероятно, вам нужно увеличить разрешение файла STL. Если выделенные лица выглядят «нечеткими» с относительно плавным цветовым градиентом, разрешение STL, вероятно, будет достаточным для целей 3D-печати.
С другой стороны, файлы STL с чрезмерно высоким разрешением могут быть слишком большими, чтобы Эйгер мог их эффективно обрабатывать, и могут замедлить операции нарезки. Нет никаких реальных ограничений (кроме, возможно, доступного места для хранения на вашем компьютере) на то, насколько прекрасным может быть STL, и вполне возможно создать треугольную сетку с длинами сторон треугольника порядка нанометров или меньше (для справки:средний человек волосы около 75000 нанометров). Это слишком большее разрешение, чем может быть использовано вашим 3D-принтером или необходимо, и поэтому STL с чрезмерно высоким разрешением просто замедляет ваш рабочий процесс и тратит ваше время.
Несмотря на эти ограничения, легко создавать отличные детали на 3D-принтере, если при создании файла STL следовать нескольким передовым методам. Параметры экспорта, которые вы выбираете в своем программном обеспечении САПР при создании и экспорте STL, могут существенно повлиять на качество, точность размеров и чистоту поверхности вашей 3D-печатной детали, поэтому важно понимать эти параметры.
Определение параметров STL
Когда вы экспортируете STL из своего программного обеспечения САПР, есть несколько параметров, которые управляют плотностью треугольной сетки, которая, в свою очередь, определяет геометрию детали. Один из способов подумать о взаимодействии между процессом экспорта и этими параметрами состоит в том, что ваше программное обеспечение САПР пытается оптимизировать для небольшого размера файла STL и поэтому будет пытаться создать самую грубую сетку с самым низким разрешением, но одну или несколько экспортируемых Для заданных вами параметров может потребоваться, чтобы программное обеспечение использовало сетку с более высоким разрешением для различных объектов и геометрии. Таким образом, полезная мысленная модель состоит в том, чтобы рассматривать эти параметры экспорта как «заставляющие» процесс экспорта создавать более мелкую сетку с более высоким разрешением.
Как правило, наиболее современное программное обеспечение САПР предлагает пользователям возможность контролировать как минимум два параметра экспорта:один с линейными размерами, который называется хордальным допуском . (или хордовое отклонение ), и один с угловыми размерами, называемый угловым допуском (или угловое отклонение ). Результирующий STL должен соответствовать всем условиям, указанным в выбранных вами настройках экспорта. В зависимости от геометрии конкретного элемента вашей 3D-модели, одна из этих настроек, как правило, будет более строгой (например, требовать сетку с более высоким разрешением), чем другая, и может считаться доминирующим или ограничивающим параметром для этой функции. Ограничивающий параметр обычно изменяется в зависимости от геометрии детали в зависимости от различных функций. Сначала мы рассмотрим эти параметры и то, как они влияют на создание STL, а затем разберем, как настраивать эти параметры в различных основных пакетах программного обеспечения САПР.
Допуск / отклонение хорды
Допуск по хорде (или отклонение по хорде) - это параметр, который контролирует общую точность размеров STL по сравнению с разработанной 3D-моделью. Хордовый допуск обычно определяется как максимальное нормальное (перпендикулярное) линейное отклонение, допустимое от поверхности проектируемой 3D-модели и ближайшей треугольной грани полученного STL, как показано на следующем изображении.

Вы можете думать о допуске по хорде как о контроле максимальной погрешности, допускаемой между сгенерированным STL и разработанной моделью по всей геометрии детали. Так как функция экспорта STL в вашем программном обеспечении САПР строит треугольную сетку вокруг геометрии вашей 3D-модели, она не может создавать треугольники, максимальное расстояние от которых до 3D-модели превышает заданный вами допуск по хорде. Предполагая, что допуск по хорде является ограничивающим фактором в разрешении STL, меньшее значение допуска по хорде приведет к более высокому разрешению STL, с большим количеством треугольников и большим размером файла.
Угловой допуск / угловое отклонение / нормальное отклонение
Настройка углового допуска (иногда называемого угловым отклонением или нормальным отклонением) контролирует максимальный угол, разрешенный между векторами нормалей любых двух соседних треугольников в сетке, и вы можете думать об этом как о параметре, который `` уточняет '' сетку с более высоким разрешение, превышающее то, что в противном случае допускало бы хордовые допуски. Хорошим примером того, когда в игру вступает угловой допуск, являются, как правило, небольшие изогнутые поверхности, такие как галтели, радиусы которых по размеру близки к допуску по хорде. Без настройки углового допуска эти маленькие скругления могут иметь очень видимые плоские пятна или превращаться в фаску в крайнем случае, когда радиус скругления равен хордальному допуску, как показано на следующей диаграмме.

Если значение углового отклонения (измеряемое в градусах) установлено достаточно малым, чтобы быть доминирующим параметром, это заставит процесс генерации STL добавить больше треугольников в областях детали с более острыми кривизнами, которые часто являются элементами с маленькими радиусами. Это, в свою очередь, «улучшит» гладкость этих элементов в полученной 3D-печатной детали сверх того, что может обеспечить только хордовый допуск.
Обратите внимание, что хотя угловое отклонение обычно измеряется в градусах (более низкое значение приводит к модели с более высоким разрешением), некоторые программы САПР определяют угловое отклонение как безразмерный параметр `` управления углом '', значение которого изменяется от 0 до 1 с большими значениями. указание более высокого разрешения STL вокруг криволинейных поверхностей. См. Раздел ниже, посвященный настройкам STL для основных пакетов программного обеспечения САПР, или посетите сайт технической поддержки вашего конкретного издателя программного обеспечения САПР или сайт базы знаний для получения более подробной информации.
Дополнительные настройки экспорта :Некоторые программы САПР могут предлагать дополнительные настройки помимо двух основных элементов управления допуском по хорде и углу, которые могут включать такие параметры, как минимальная или максимальная длина грани треугольника. Как правило, они обычно используются для решения проблем с экспортом STL в крайних случаях, и мы рекомендуем оставить их со значениями по умолчанию, если у вас нет особых причин для их корректировки.
Качество сетки и размер файла:наши рекомендации
Поскольку сетка STL с более высоким разрешением дает более гладкую и точную модель, у вас может возникнуть соблазн просто увеличить настройки разрешения в вашей программе САПР до максимально возможного разрешения и прекратить работу. Однако увеличение разрешения экспорта STL также приводит к увеличению размера файла STL, что обычно приводит к увеличению времени обработки программного обеспечения, как при генерации файла STL, его загрузке в Eiger, так и на фактическом разрезании STL и его подготовке к 3D печать. После определенного момента разрешение файла STL может намного превышать машинную точность вашего 3D-принтера, что означает, что вы можете в конечном итоге заплатить временные затраты на разрешение STL, которые фактически не отражаются в ваших печатных частях.>
В таком случае наша рекомендуемая передовая практика - выбирать настройки экспорта в STL так, чтобы обеспечить баланс между высоким разрешением, отвечающим вашим функциональным требованиям, и размером файла, который можно быстро обработать в Eiger. Опыт показал, что следующие настройки являются полезной отправной точкой:
- - Двоичный Формат STL (размер файла меньше, чем ASCII)
- - Допуск / отклонение хорды 0,1 мм [0,004 дюйма]
- - Угловой допуск / отклонение 1 град.
- - Минимальная длина стороны 0,1 мм [0,004 дюйма]
Если размер результирующего файла значительно превышает 20 МБ, мы настоятельно рекомендуем уменьшить размер файла, увеличив значения хордального и / или углового допуска до тех пор, пока размер файла STL не будет уменьшен до менее 20 МБ, поскольку большой размер файла может замедлить операции обработки, связанные с подготовкой STL для 3D-печати. Однако вы можете свободно экспериментировать с разными размерами файлов, поскольку ваша терпимость к разным уровням разрешения STL и времени обработки программного обеспечения - это личное предпочтение.
Настройки экспорта в STL с помощью различных программ САПР
Мы попытались получить репрезентативную выборку основных пакетов программного обеспечения САПР, но не всегда было легко найти скриншоты в Интернете - если вы являетесь представителем поставщика САПР, которого мы пропустили, и хотели бы попасть в этот список, или вы считаете, что мы неправильно представили, как эти параметры должны быть настроены, напишите нам через нашу страницу контактов, и мы исправим это!
Creo (PTC)
При использовании Creo важно отметить, что параметр «Контроль угла», показанный ниже, не регулирует максимальное угловое отклонение в градусах, а вместо этого представляет собой безразмерную меру уточнения углового отклонения за пределы радиуса, который был бы создан «высотой хорды» ( хордовый допуск) параметр. Значение параметра «Контроль угла» может находиться в диапазоне от 0,0 до 1,0. Вы можете узнать больше о параметре «Контроль угла» здесь. Мы рекомендуем следующие настройки в качестве отправной точки:
- - Формат STL:двоичный
- - Высота хорды:0,1 мм [0,004 дюйма] (Примечание:это допуск по хорде)
- - Контроль угла:0,25
- - Оставьте для параметров "Максимальная длина кромки" и "Соотношение сторон" значения по умолчанию.

Fusion 360 (Autodesk)
Fusion 360. Мы рекомендуем следующие настройки в качестве отправной точки:
- - Формат STL:двоичный
- - Отклонение поверхности:0,1 мм [0,004 дюйма] (Примечание:это допуск по хорде)
- - Нормальное отклонение:1 градус (Примечание:это угловое отклонение)
- - Оставьте для параметров "Максимальная длина кромки" и "Соотношение сторон" значения по умолчанию.

NX (Siemens)
Мы рекомендуем следующие настройки в качестве отправной точки:
- - Тип выходного файла:двоичный
- - Допуск по хорде:0,1 мм [0,004 дюйма] (Примечание:единицы здесь задаются в единицах измерения вашего документа)
- - Угловой допуск:1 градус.
Onshape (PTC)
Мы рекомендуем следующие настройки в качестве отправной точки:
- - Формат STL:двоичный
- - Угловое отклонение:1 градус
- - Допуск по хорде:0,1 мм [0,004 дюйма]
- - Минимальная ширина грани:0,1 мм [0,004 дюйма]
SOLIDWORKS (Dassault Systèmes)
Мы рекомендуем следующие настройки в качестве отправной точки:
- - Формат STL:двоичный
- - Разрешение:индивидуальное
- - Отклонение:0,1 мм [0,004 дюйма] (Примечание:этот параметр представляет собой допуск по хорде / отклонение по хорде)
- - Угол:1 градус
- - Не устанавливайте флажок "Определить максимальный размер фасета".

3D печать
- Получение максимальной отдачи от ваших файлов STL
- C Обработка файлов
- Как создать управляемый Tcl тестовый стенд для модуля кодовой блокировки VHDL
- Инструмент высокого качества для термореактивных композитов
- Создание многотельных файлов STL для 3D-печати
- Введение в файлы STL
- Обработка файлов C++:как открывать, записывать, читать, закрывать файлы в C++
- C — заголовочные файлы
- Как сгенерировать файл G-кода с ArtCAM для станка с ЧПУ?
- Обслуживание статических файлов с помощью Go