


Знакомство с 3D-печатью на металле:порошковые материалы, события с высокой энергией
В последние годы технология 3D-печати металлом получила значительное развитие. Первоначально технологии вызвали значительный ажиотаж из-за диапазона возможностей, которые они открыли в производстве. Сегодня 3D-печать металлом стала более доступной, масштабируемой и надежной, а прочность металла, напечатанная на 3D-принтере, позволила найти множество производственных приложений в различных отраслях.
Есть несколько различных типов технологий 3D-печати металлом. Несмотря на то, что каждый метод индивидуален, все процессы 3D-печати металлических деталей стали возможными благодаря использованию металлических порошковых носителей . и событие высокой энергии в процессе печати.
В этом сообщении в блоге объясняется значение металлических носителей на порошковой основе и высокоэнергетических событий как части общего процесса 3D-печати металлом.
Порошковая металлическая среда
Металлический носитель для 3D-печати обычно содержит металлический порошок, необработанный или в качестве основы. Хотя в некоторых технологиях используется металлическая проволока, это исключение, а не норма.
Почему 3D-принтеры по металлу вообще использовать порошок? Аддитивное производство предполагает точное нанесение материала. Пластиковые нити можно легко нагреть и выдавить через сопло, в отличие от металлической нити для 3D-принтера.
Однако большинство металлов имеют высокие температуры плавления, что делает невозможным экструзию. Поскольку немногие материалы могут выдержать длительный контакт с расплавленным металлом, производство оборудования будет практически невозможным.
В то время как в металлических принтерах с подачей проволоки для формирования функциональных деталей используется электродуговая сварка, в процессе сварки можно получить грубые поверхности, которые можно использовать только после обработки. Температурные градиенты, возникающие в процессе сварки, также могут вызывать высокие уровни внутреннего напряжения, что приводит к значительному короблению.
С другой стороны, процессы на основе порошкового металла защищают ценные компоненты 3D-принтера от воздействия расплавленного металла. Это может работать одним из двух способов:если 3D-принтер применяет чрезвычайно локализованную энергию с помощью лазера, либо, если сам 3D-принтер использует процесс с низким энергопотреблением, с последующим спеканием с высокой энергией, выполняемым в печах.
Спекание превращает слегка связанную деталь в цельнометаллическую. Для этого медленно повышают температуру, чтобы сжечь следы оставшегося связующего материала. По мере приближения к температуре плавления материала металлические частицы сливаются вместе, образуя прочную металлическую деталь.
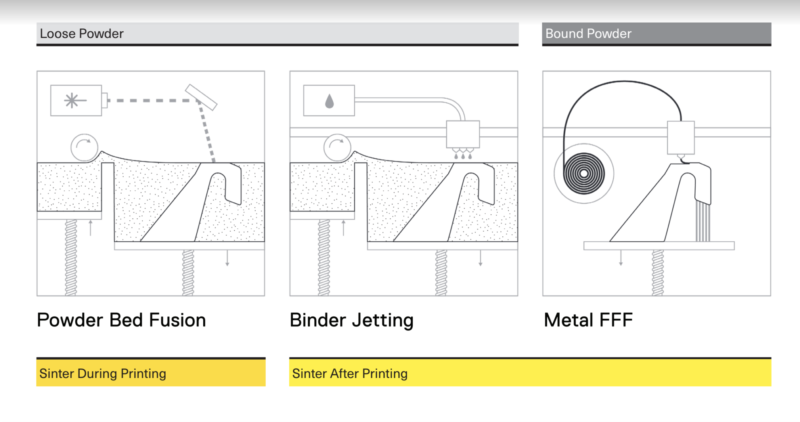
Рассыпчатый порошок против связанного порошка. В то время как использование рассыпчатого порошка является обычным явлением для металлических промышленных 3D-принтеров, эти порошки вызывают серьезные проблемы с безопасностью и обращением. Из-за высокой воспламеняемости и риска для дыхания с рассыпчатым порошком следует обращаться только в контролируемых условиях с использованием средств индивидуальной защиты (СИЗ).
Связанный порошок - технология, используемая в металлической FFF, - более безопасна и менее горючая, чем сыпучий порошок. В отличие от рассыпчатого порошка, для его развертывания не требуются специальные средства индивидуальной защиты или специальные помещения. Однако растворы связанных порошков требуют дополнительных действий для удаления связующего материала и спекания металлических печатных носителей с получением полностью металлических деталей.
События высокой энергии
В аддитивном производстве металлов 3D-принтеры в какой-то момент изменяют химическую фазу печатного носителя. В отличие от пластиков, которые имеют относительно низкие температуры плавления от 200 ° C до 400 ° C, металлы имеют температуры плавления в диапазоне от 1100 до 1400 ° C.
При таких высоких температурах плавления любая технология 3D-печати металлом должна включать высокоэнергетический процесс в какой-то момент во время процесса печати. Процессы с высокой энергией присутствуют во всех процессах 3D-печати металлов. Однако отдельные методы могут различаться в зависимости от того, когда и как они применяются:
Во время печати как средство формирования детали. В некоторых процессах печати детали создаются путем их металлического сплавления, обычно с помощью лазера. Этот тип высокоэнергетического процесса точен и изолирован:он достигает только определенного участка печатаемой детали.
В результате этого типа изолированного высокоэнергетического процесса многие детали будут напечатаны с внутренними напряжениями, которые впоследствии должны быть подвергнуты термической обработке.
После печати для металлической сварки уже сформированной детали . Для этих процессов деталь формируется с использованием процесса с низким энергопотреблением, а затем металлическая плавка после печати с использованием высокоэнергетической печи для спекания. Этот процесс работает как для насыпных порошков, так и для связанных порошковых машин. Хотя детали, изготовленные с помощью этого процесса, обычно не испытывают внутренних напряжений, для них требуется дополнительный этап спекания в процессе 3D-печати металлом.
Загрузите наши бесплатные руководства по 3D-печати из металла
- Основы 3D-печати на металле
- Глубокое погружение в печать FFF в металле
- Приложения для 3D-печати на металле
3D печать
- Какие порошки для 3D-печати по металлу можно использовать в 2020 году? [Руководство]
- 5 инновационных вариантов использования 3D-печати на металле
- Как сделать металлические детали легче с помощью 3D-печати из металла
- 3D-печать на металле:что такое прямое отложение энергии?
- Высокоскоростная 3D-печать с AION500MK3
- Понимание солнечной энергии
- Понимание тепловой энергии
- Понимание приливной энергии
- Понимание возобновляемых источников энергии
- Понимание геотермальной энергии