


20 распространенных дефектов литья:причины, симптомы и проверенные способы устранения
Литье металла — это основополагающий производственный процесс, при котором расплавленный металл заливают в песчаную или металлическую форму для формирования детали. Несмотря на то, что этот процесс широко используется из-за его универсальности и экономической эффективности, этот процесс по своей природе подвержен ряду дефектов, известных как дефекты литья, которые могут ухудшить качество продукции, увеличить процент брака и увеличить производственные затраты.
Что такое дефекты кастинга?
При литье расплавленный сплав должен заполнить полость под давлением, затвердеть и затем быть удален. Любое прерывание работы, загрязнение или неправильный контроль на этих этапах могут привести к возникновению дефектов, которые ухудшают механические характеристики и внешний вид детали.
Понимание коренных причин этих дефектов позволяет производителям осуществлять целенаправленные корректирующие действия до, во время или после отливки, тем самым повышая производительность и сокращая количество доработок.
20 серьезных дефектов кастинга – причины и способы устранения
- <ли>
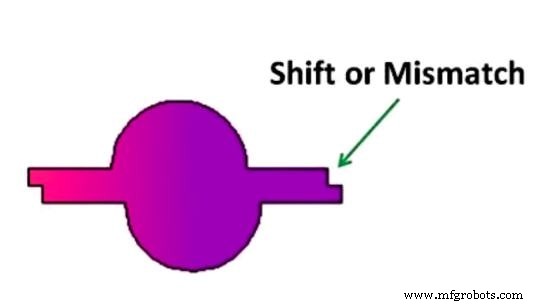
- Причины: Несовпадение верхней и нижней частей формы (верхняя и нижняя половины формы), незакрепленные штифты коробки, неправильное расположение установочных штифтов или неправильное расположение сердечника.
- Способы устранения: Проверяйте выравнивание согласующей пластины, используйте соответствующие опоки и закрывающие штифты, а также проверяйте выравнивание опоки перед каждым запуском.
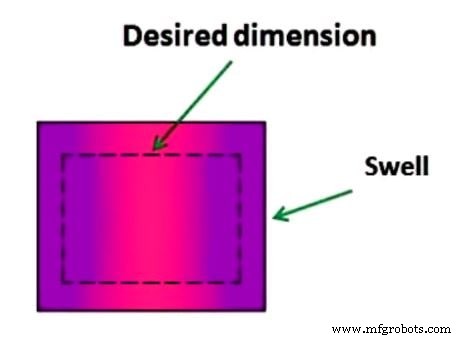
- Причины: Чрезмерное давление трамбовки, низкопрочный песок или слабые стенки формы, которые прогибаются под давлением металла.
- Способы устранения: Используйте прочную, правильно утрамбованную песчаную смесь и убедитесь, что стенки формы достаточно толстые, чтобы противостоять деформации.
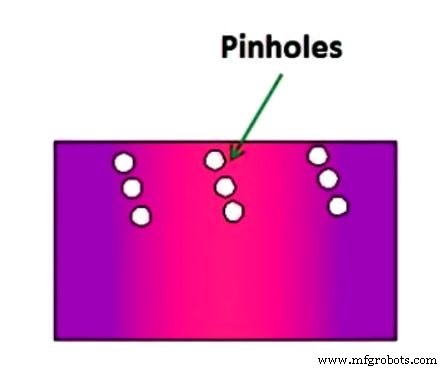
- Причины: Плохая вентиляция небольших карманов на верхней поверхности детали, что позволяет захваченному газу образовывать небольшие перфорации.
- Способы устранения: Обеспечьте достаточную вентиляцию, используйте песок с высокой проницаемостью и осмотрите деталь визуально или с помощью неразрушающего контроля на наличие скоплений.
- Причины: Влажный или малопроницаемый песок, недостаточная вентиляция и захват газа во время затвердевания.
- Способы устранения: Поддерживайте контролируемую влажность песка, используйте песок с высокой проницаемостью и устанавливайте соответствующую вентиляцию. Обнаружение с помощью рентгеновского или ультразвукового контроля.
- Причины: Недостаточная вентиляция формы или стержня, чрезмерная влажность песка и плохая газопроницаемость.
- Способы устранения: Улучшите вентиляцию, высушите форму и стержень перед использованием, используйте флюс и улучшите проницаемость песка.
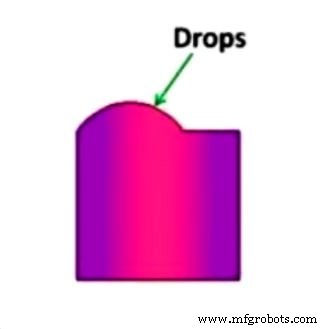
- Причины: Высокоскоростной поток, размывающий песок, слабая прочность песка и избыток металла на определенных участках.
- Способы устранения: Оптимизируйте конструкцию литника, укрепите сердцевину и отшлифуйте, а также добавьте связующее вещество в облицовку.
- Причины: Недостаточная огнеупорность песка, перегрев расплавленного металла и перемешивание зерен.
- Способы устранения: Используйте огнеупорную песчаную смесь, снизьте температуру заливки и убедитесь, что в металле нет песчинок.
- Причины: Слабый песок, плохая флюсовка и мягкая трамбовка.
- Способы устранения: Используйте высокопрочный песок, правильно трамбуйте и очищайте расплавленный металл флюсом.
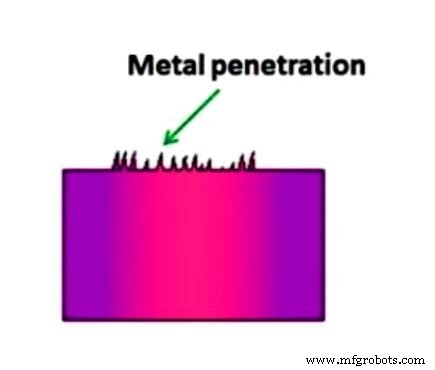
- Причины: Крупнозернистый песок с высокой проницаемостью, мягкой трамбовкой и отсутствием промывки формы.
- Способы устранения: Используйте мелкозернистый песок с низкой проницаемостью, прочную трамбовку и нанесите барьер для вымывания плесени.
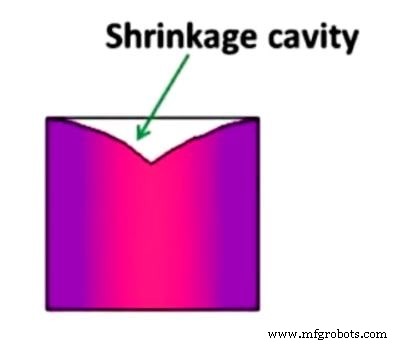
- Причины: Неконтролируемое затвердевание и высокая температура заливки.
- Способы устранения: Применяйте направленное затвердевание, используйте охлаждение и поддерживайте правильную температуру заливки.
- Причины: Неисправная форма, неправильная опока или неправильная конструкция формы.
- Способы устранения: Замените дефектные формы, улучшите конструкцию опоки и обеспечьте точное литниковое литье.
- Причины: Частицы шлака в расплаве, неправильное литование и интерметаллиды, образующиеся при затвердевании.
- Способы устранения: Регулярно очищайте матрицу, спроектируйте эффективную литниковую систему и используйте чистый, полностью растворенный сплав.
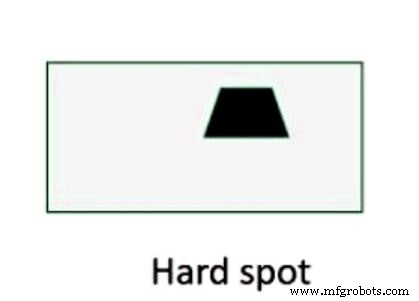
- Причины: Быстрое локальное охлаждение и дифференциальные температурные градиенты.
- Способы устранения: Обеспечьте равномерное охлаждение, отрегулируйте состав сплава и используйте контролируемую термообработку.
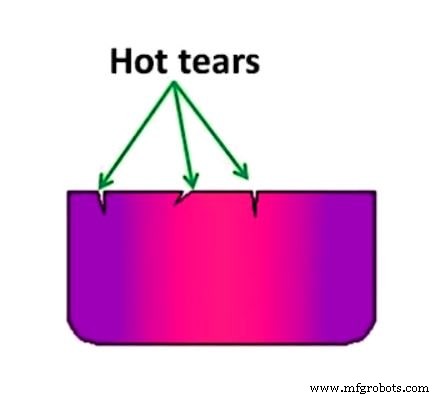
- Причины: Термическое сжатие, остаточное растягивающее напряжение и неправильное размещение ворот.
- Способы устранения: Используйте стандартизированные методы затвердевания, обеспечьте оптимальное расположение литников и поддерживайте одинаковую толщину.
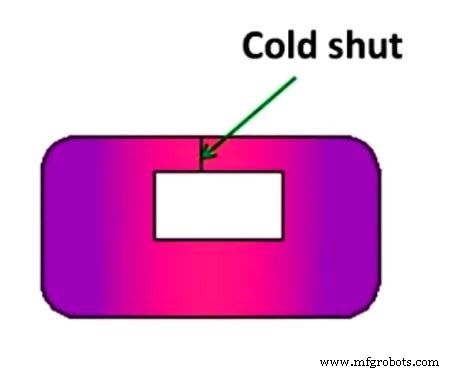
- Причины: Низкотемпературные потоки металла встречаются без расплавления, плохого литникового режима и низкой текучести расплава.
- Способы устранения: Оптимизируйте литниковый механизм, увеличьте температуру расплава и улучшите проницаемость песка.
- Причины: Неправильный уход, промывка песка и частицы шлака в расплаве.
- Способы устранения: Поддерживайте чистоту оборудования, используйте надлежащий флюс и обеспечивайте отсутствие пыли на рабочем месте.
- Причины: Низкая текучесть расплава и неправильная конструкция формы/литников.
- Способы устранения: Улучшите текучесть расплава, модернизируйте форму и литники, а также поддерживайте правильную температуру заливки.
- Причины: Замерзшие примеси, недостаточный сбор пены и пробки в расплаве.
- Способы устранения: Тщательно очистите шлак, отфильтруйте примеси и обеспечьте чистоту ковша.
- Причины: Неправильная сборка формы/стержня, недостаточный вес формы и плохой зажим.
- Способы устранения: Обеспечьте точную сборку, приложите соответствующий вес и надежно зафиксируйте.
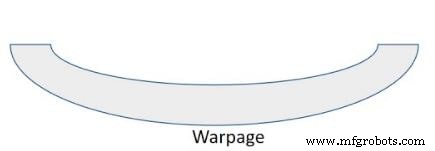
- Причины: Разные скорости затвердевания создают внутренние напряжения.
- Способы устранения: Используйте термообработку для снятия остаточных напряжений и проектируйте отливки, чтобы свести к минимуму большие плоские секции.
- 12 типов дефектов штамповки и их причины [как их предотвратить]
- 16 распространенных типов сварочных дефектов [причины, способы устранения] PDF
- Что такое прокатные станы? Детали, работа и типы прокатных станов
Несоответствие (Сдвиг)
Здорово
Пылки
Дыры
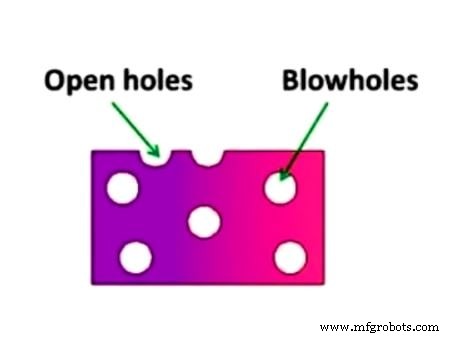
Открытые отверстия (газовая пористость)
Режет и стирает
Сплавление (стекловидная корка)
Капли
Проникновение металла
Усадочная полость
Выход
Включение шлака

Горячие или трудные точки
Горячий разрыв или трещина
Холодное закрытие
Грязь
Ошибки
Сотовая структура или губчатость
Плавы и ожоги (Флэш)
Деформация
Дополнительные ресурсы
Узнайте больше о литье и связанных с ним вопросах производства:
Загрузить PDF
Загрузить эту статью в формате PDF
Заключительные мысли
Систематически выявляя и устраняя 20 дефектов литья, описанных выше, производители могут значительно улучшить качество продукции, сократить отходы и достичь более высокой операционной эффективности. Если у вас есть вопросы или вы хотите поделиться своим опытом, оставьте комментарий ниже.
Подпишитесь на нашу рассылку, чтобы бесплатные PDF-файлы доставлялись прямо на ваш почтовый ящик.
Промышленное оборудование
- Представляем чугунные поршневые компрессоры CR!
- Обзор гидравлического насоса Kawasaki K3VG
- 5 причин, по которым вашему цеху сейчас нужен станок с ЧПУ
- Медная или алюминиевая проводка:что лучше?
- Что такое угловой клапан?
- Как купить зажимы для тяжелых промышленных объектов
- Что такое спиральная пружина?
- 6 ценных советов по повышению надежности вашего оборудования
- Что такое ударная планка?
- Что такое сборочный завод?