


Выбор подходящей фрезы с ЧПУ:практическое руководство
Будучи инженером по послепродажному обслуживанию в компании Blue Elephant CNC, я ежедневно общаюсь с столярами и граверами, которые задают один и тот же вопрос после покупки фрезерного станка:"Какой фрезу я использую для этой работы?" Правильный бит превращает мощную машину в точный инструмент. Ниже приведен краткий справочник экспертов, в котором каждый тип бита соответствует вашей конкретной задаче.
И. Семейства Core Bit
| Тип бита | Основное использование | Ключевая особенность | Дополнительное примечание |
|---|---|---|---|
| Концевая фреза (плоская/квадратная) | Резание, прорезание пазов, карманов, двухмерные профили | Плоский кончик создает острые углы | Короткие канавки уменьшают прогиб и вибрацию, что важно для прецизионных деталей. |
| Сферический нос | 3‑D контуринг, детальная резьба, гладкие поверхности | Закругленный кончик обеспечивает изогнутую форму | Переступ влияет на качество поверхности; снижение с 10% до 5% сокращает время завершения вдвое. |
| V‑Bit (гравировка) | Надписи, вывески, фаски, V-образные канавки | Заостренный кончик обеспечивает переменную ширину линии (V-образная резьба) | Для жирного шрифта используйте угол 90°; 30°–60° для тонкой гравировки. |

II. Понимание битовых характеристик
1. Дизайн флейты
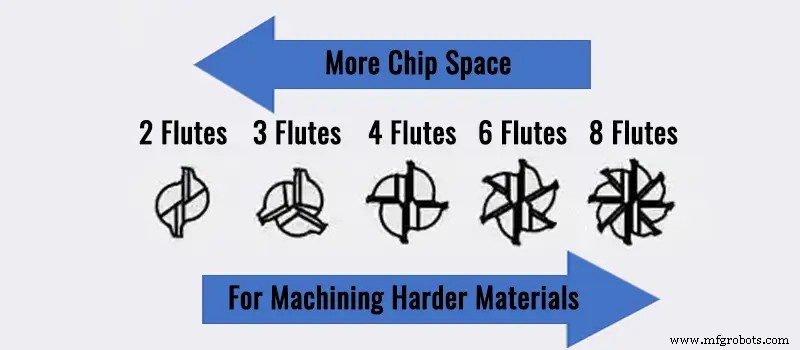
Канавки — спиральные режущие кромки — определяют удаление стружки, скорость и качество обработки. Выбирайте в зависимости от материала и требуемой отделки:
- Один флейта :Отлично подходит для быстрого удаления стружки из мягких материалов (пластик, алюминий); идеально подходит для высоких скоростей подачи.
- Двойная флейта :Рабочая лошадка для деревообработки; баланс между прочностью, качеством резки и удалением стружки.
- Три/четыре флейты :Лучше всего подходит для более гладкой обработки более твердых материалов; для очистки стружки требуются более медленные подачи и мощные шпиндели.

Совет: Больше канавок означает меньшие впадины, что уменьшает зазор стружки. Четырехлезвийные биты изготовлены из углеродного волокна и фенола, но могут перегреть древесину.
2. Направление обрезки
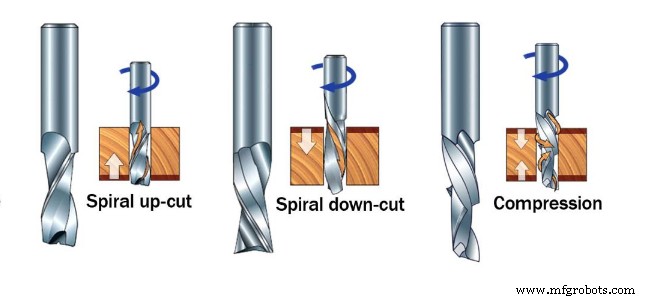
- Вырез :Канавки тянут стружку вверх; идеально подходит для глубоких порезов и чистого низа, но может расколоть верх.
- Вниз :Канавки толкают стружку вниз; тонкие материалы остаются плоскими, а верхняя часть остается чистой, но нижняя часть может потрепаться.
- Сжатие :Сочетает в себе кончик с верхним срезом и корпус с срезом вниз; идеально подходит для листовых изделий, обеспечивая чистые края с обеих сторон.
Совет для продвинутых: Начните резать глубже, чем длина верхнего реза (обычно 3–4 мм), чтобы секция нижнего реза полностью зацепилась.
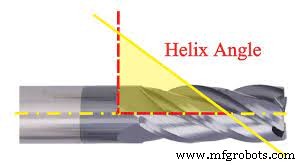
3. Угол спирали
Угол между режущей кромкой и осью инструмента влияет на стружкоотвод и качество поверхности.
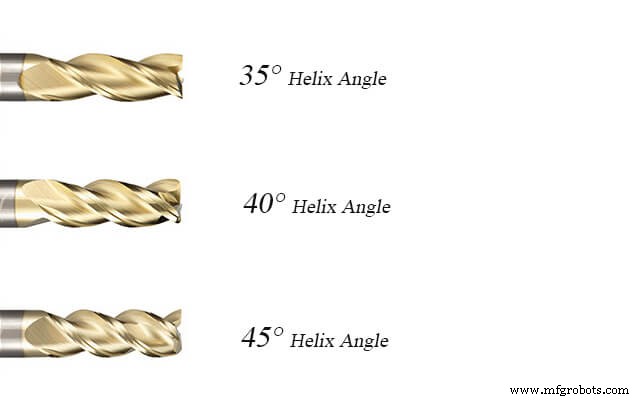
- Низкая (20–30°) :лучше всего подходит для металлов и твердых пластиков:более прочная кромка, меньшая вибрация.
- Средний (30–40°) :Универсальный для обработки дерева (фанера, МДФ, массив дерева); балансирует эвакуацию стружки и прочность кромки.
- Высокая (40–55°) :Предназначен для быстрого и чистого удаления стружки при обработке вязкой древесины или алюминия; уменьшает нагрев, но может сильнее натягивать шпиндель.
Расширенная информация: Инструменты с высокой спиралью снижают нагрузку на инструмент при высоких скоростях подачи, что крайне важно для высокоскоростного производства мебели.
III. Сопоставление битов с вашим проектом
| Цель проекта | Рекомендуемые биты | Почему это работает |
|---|---|---|
| Общая резка/калибровка (фанера, МДФ) | Компрессионное сверло, концевая фреза с двумя канавками | Сжатие обеспечивает чистые края с обеих сторон; двойная канавка режет быстро и надежно. |
| Детальная 3D-резьба (Рельефы, Скульптуры) | Шариковая коронка (малого диаметра) | Закругленный кончик обеспечивает гладкие контурные поверхности без ступенек. |
| Гравировка букв/вывесок | V‑Bit (90° или 60°) | V-образная форма создает четкие буквы; Угол контролирует глубину и ширину. |
| Карманы (создание углубления) | Концевая фреза (плоская) → Сферическая | Плоское дно обеспечивает ровный пол кармана; сферический нос завершает закругленные углы. |
| Профилирование кромок/снятие фасок | Бита V или специализированная бита с закруглением | Бита V-Bit дает прямой фаск; закругление создает плавный изогнутый край. |
IV. Расширенный выбор бит
1. Специальные материалы и эффекты
- Композитные материалы (углеродное волокно, стекловолокно, ламинированные панели) :Используйте насадки с алмазным покрытием или битами PCD (поликристаллический алмаз). Их чрезвычайная твердость противостоит истиранию и продлевает срок службы инструмента.

- Высокая точность и детализация :Конические сферические и конические концевые фрезы обеспечивают жесткость хвостовика и одновременно острую заточку, что позволяет осуществлять более глубокие резы и более острые внутренние углы.

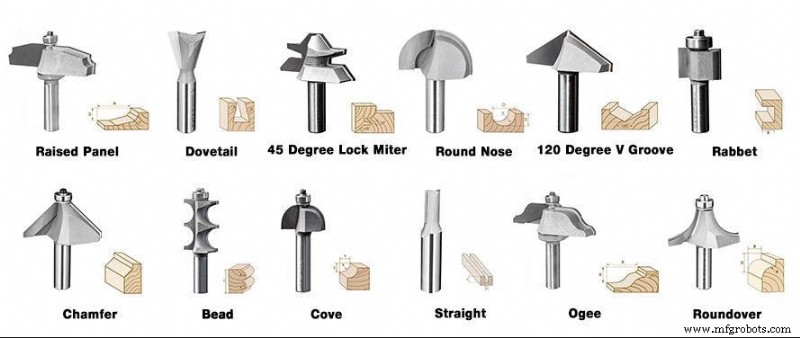
- Декоративные кромки и молдинги :Профильные фрезы (Roman Ogee, Cove, Dovetail) позволяют создавать классические столярные изделия непосредственно на фрезерном станке с ЧПУ.
2. Покрытия для инструментов
Покрытия уменьшают износ, трение и нагрев, позволяя увеличить подачу и увеличить интервалы между заточками.
- Без покрытия :Стандартный, экономичный для общей работы по дереву, но быстрее изнашивается при работе с абразивными материалами.
- TiN (нитрид титана) :Золотистый; увеличивает твердость и термостойкость для универсального использования.

- TiAlN (нитрид титана и алюминия) :Темно-фиолетовый/бронзовый; превосходно подходит для задач, требующих высоких температур, таких как резка металлов или плотных композитов.

В. Оптимизация производительности:подача, скорость и удержание
1. Освоение подачи и скорости
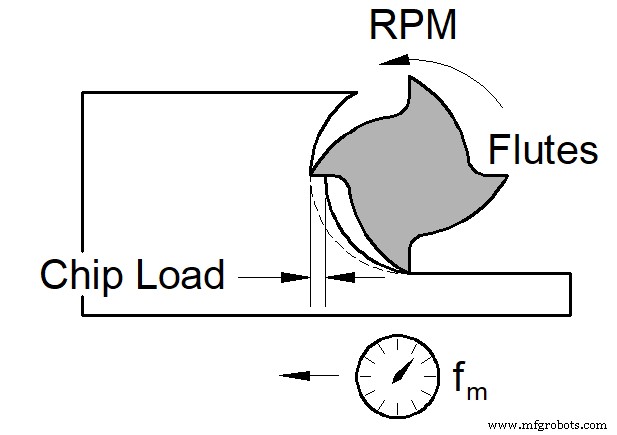
Взаимосвязь между скоростью шпинделя (об/мин), скоростью подачи (IPM) и нагрузкой на стружку определяет качество резки и срок службы инструмента.
Нагрузка чипа (критический параметр)
Нагрузка стружки =скорость подачи (IPM) ÷ (об/мин × количество канавок). Это толщина материала, удаляемого с одной канавки за оборот.
- Слишком низко :сверло трется, выделяя тепло, которое притупляет или плавит материал.
- Слишком высоко :Перегруженная коронка вызывает прогиб, вибрацию, плохую обработку и возможную поломку.
- Оптимально :Чисто разрезает материал на скрученные стружки, эффективно отводя тепло и обеспечивая гладкую поверхность.
Практические корректировки тестовой резки
- Чтобы добиться более плавного результата:Увеличьте частоту вращения или уменьшить скорость подачи чтобы снизить нагрузку на чип.
- Удаление большего количества материала:Уменьшите частоту вращения и увеличить скорость подачи (в пределах безопасной нагрузки чипа).
- Болтовня или визг:Уменьшите частоту вращения и увеличить скорость подачи или переключитесь на более жесткое сверло большего диаметра.
2. Безопасное хранение инструментов
- Прецизионные цанги :Используйте серию ER или эквивалентную; они равномерно захватывают весь хвостовик, предотвращая биение.

- Чистота :Содержите цангу и хвостовик в чистоте; даже пылинка может привести к дисбалансу.
- Длина захвата :Вставьте хвостовик полностью. Никогда не захватывайте инструмент на расстояние, меньшее, чем в 3–4 раза превышающее диаметр инструмента.
VI. Безопасность и обслуживание
1. Правила техники безопасности
- Надевайте средства защиты глаз и органов слуха, а также используйте средства сбора пыли или респираторы.
- Закрепите заготовку струбцинами или вакуумом; сдвигающаяся деталь может разбить куски и создать снаряды.
- Немедленно остановитесь, если услышите визг или почувствуете чрезмерную вибрацию.
2. Уход и хранение бит
- Уборка :Удалите смолу и смолу с помощью специального очистителя или подходящего растворителя.
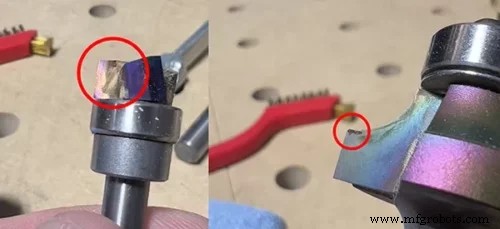
- Проверка :Перед каждым запуском проверяйте наличие сколов, трещин и тусклости; тупое сверло приводит к увеличению подачи и снижает безопасность.
- Хранилище :используйте организованный футляр или стойку с отдельными слотами, чтобы не повредить края.


VII. Нужен совет эксперта?
В Blue Elephant CNC , мы эксплуатируем машины ежедневно и ежегодно сотрудничаем с тысячами клиентов. Если вы не уверены, какое сверло, скорость или подача подходят для вашего проекта, свяжитесь с нами . Наши команды предпродажной и послепродажной поддержки обеспечивают круглосуточную многоязычную поддержку для обеспечения вашего успеха.
Связанные темы:
- Бесплатное программное обеспечение САПР для ЧПУ
- Материалы, которые может резать фрезерный станок с ЧПУ
- Как сделать деревянные вывески
Станок с ЧПУ
- Представлены лазерные граверы:точность, простота и будущее деревообработки
- Как подготовить технический чертеж для обработки с ЧПУ
- Биты с ЧПУ:освоение выбора, использования и обслуживания
- Master NK105 G3:работайте и регулируйте скорость за 5 простых шагов
- Пример программы ЧПУ NUMS 322T
- PCI SCEMM e-SPINDLE контролирует процессы резания в реальном времени для оптимизации срока службы инструмента и каче…
- Osai GTL — введение в язык программирования высокого уровня
- Доставка станка премиум-класса для бокового сверления в Доху, Катар
- Почему обработка с ЧПУ превосходит традиционные методы обработки прецизионных компонентов
- Улучшите свои дизайнерские проекты с помощью фрезерного станка с ЧПУ 1325 – теперь доступен для клиентов из США…